�O�֑��͐��쏊(2014/07/05)
�@�n���h���b�v�Z�@�E�T��
�@�g�b�v |
|---|
�@�͂����� |
| ���{�ҁ� |
| ���n�T�~�Q�[�W�E�ē� |
| �@�@�n�T�~�Q�[�W�ē� |
| �@�@JIS�K�i�̑̌n�@ |
| �@�@�n�T�~�Q�[�W�̎d�l�@ |
| �@�@�_�C�X�|���n�T�~�Q�[�W |
| �@�@�X�e�����X�|���n�T�~�Q�[�W |
| �@�@�L�[�a���Q�[�W |
| �����b�v�Z�@�̋Z�\�Ɨ��_�@�@ |
| �@�@�n���h���b�v�E�T�� |
| �@�@�V���u�����b�v�^���� |
| �@�@�Œ�u�����b�v�^���� |
| �@�@���b�v��Ղ̘b |
| �@�@�n���h���b�v�̋Z�@�̌n |
| ���u���b�N�Q�[�W�̘b |
| �@�@�u���b�N�Q�[�W�̘b�@�@ |
| �@�@�u���b�N�Q�[�W�ɂ�鐡�@���� |
| �@�@�����M���O���� |
| ���M�����ɂ��� |
| �@�@�Ǖ��Ă�����̋Z�@ |

�u���b�v�̂��߂�WA�u�̃n���h���b�p�[
#1200/RH80
���b�v��ɂ���ċt�ɓu�Ε\�ʂ̕��ʓx��������B

���������b�p�[�i����j
#2000�`#3000���x��
WA�V���u�����b�v�^�����ɗp����B
�W���I�ȃ��b�v�H��ƂȂ�B

������u�l���u�v�̃��b�v�H��B
���b�v�\�͂̏����
GC�u���Ȃ�#8000�A
�_�C�������h�u���Ȃ�0.5�ʂ����a�A�d���ďグ�����ɂ����0.1�ʂ����a�܂őΉ��ł���B
�V���u�����b�v�^�����ł́A�ł��ėp�\�͂�����B
���́u�l���u�v���̂̌����\�͂͑S���g��Ȃ��Ƃ����_�ɗ��ӂ���B
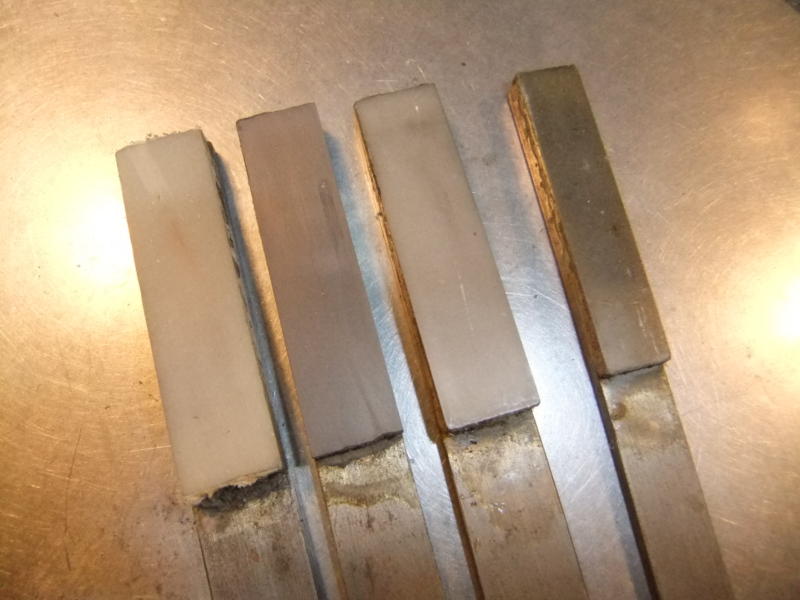
�u�A���J���T�X�u�v�̃��b�v�H��B
�A���J���T�X�u�͒������ȉ��H�ɍł��K���I���Ƃ����ʔO������̂����A�u���ꎩ�̂̌����\�͂͂قƂ�ǖ����ƌ����ėǂ��B
�]���āA�_�C�������h�u����\�ʂɖ��ߍ���ŁA���̃_�C�������h�u���̃��b�v�\�͂����p����B
�����ւ���A�A���J���T�X�u�̎g�����Ȃ����A�u�V���u�����b�v�^�����v�Ɓu�Œ�u�����b�v�^�����v�̋��n���ɂȂ�B
cBN�u�̃��b�v�H��B
�ړI�ɉ�����#400�`#30000�܂ŗp�ӂ���B
�u�Œ�u�����b�v�^�����v�̂��߂̂قƂ�ǗB��̂��̂ł���B
SK�H��|�A�_�C�X�|�݂̂Ȃ炸�A�n�C�X�⒴�d�ނɑ��郉�b�v���H�H��Ƃ��đΉ��\������A�ł����̔ėp���������B

�s�̂̃{�����E�J�[�o�C�g�u���g�����n���h���b�p�[�B
#1000���x�̂��̂��ł����ׂȂ��̂Ƃ���Ă��邪�A�Q�[�W����ɂ͕s�����ł��邾�낤�B
�@�@���[�W�̐擪�ɖ߂�
�V�t���L�V��
�@�n���h���b�v�Z�@�ɂ���
| �זڎ��@ | ���n���h���b�v�̈Ӌ` | �� |
| �����b�v�Z�@�̈ʒu�t�� | �� |
|
| ���u�u���b�v�v�̈Ӌ` | �� |
|
| �����b�v�Z�@�̂Q�̕��� | �� |
|
| ���@�B���b�v�Ƃ̈Ⴂ | �� |
|
| ���n���h���b�v�Z�\�̓��B���E | �� |
|
| �@ | ||
| �@ | �o���_�p�u�̘b | �� |
���n���h���b�v�̈Ӌ`
�@�n���h���b�v�Ƃ����̂́A�E�����̍�Ǝ҂̏ꍇ�A����Ń��[�N��ێ����A�E��Ń��b�v�H������[�N���H�ʂɉ������Ăă��b�v��Ƃ��s�����Ƃ������B
�@���݂Ɏ����Ă͂قƂ�njĂяK�킳��邱�Ƃ͂Ȃ��Ȃ��Ă���̂����A���j�I�ɂ́u���R���v�ƌĂ�Ă����`���ł���B��㗤�R�����Ƃ𒆊j�Ƃ����Q�[�W����ɂ����āA�e�Ί퐻���Ɋ|���鏬���@�̃Q�[�W���������삳�ꂽ����̐���X�^�C���ł������i���ɁA�u�C�R���v�Ƃ�������X�^�C�����������̂ł���j�B
�@���Ƃōs�����߂Ɂu�n���h�v���b�v�Ƃ����A����ɑ��ă��b�v�Փ��̋@�B�͂𗘗p���čs�����b�v���H���u�@�B���b�v�v�ƕX�I�Ɍ����K�킵�Ă���B
�@�T�O�I�ɂ́A��̕��ʂɑ��āA���̕��ʂ������H����\�ʉ��ʂ����������Ƃɂ��ẮA���̕\�ʂ��u�����v�Ƃ�����Ƃ��Ӗ����邩��u�����v�Ƃ����A����ɑ��āA���̕��ʂ̎d���ďオ�肪�Ⴆ�Ή��炩�̊�ʂ���̐��@�I�Ȋu���肪���߂���悤�ȉ��H�̏ꍇ���u���b�v�v�Ƃ����B
�@�]���āA�u�����v�̏ꍇ�́A���̉��H�ʂ́u�P��v�u�Ȃ���v�u����v���̖������u�������v����ɋ��߂���ꍇ�ƌ�����̂ɑ��āA���b�v�̏ꍇ�͎d���ďオ��́u���ʓx�v�Ƃ������̂����@���݂ŋ��߂���B�]���āA���b�v���H�͌������H�ɑ��Ă���������ʂȉ��H���x���ł���ƌ�����B
�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�[�W�̐擪�ɖ߂遨
�����b�v�Z�@�̈ʒu�t��
�@�n�T�~�Q�[�W�̐���H���ɂ����ẮA�d���ďグ��ׂ����@�ɑ��ĊT�˂O�D�O�Q������O�܂Łu���o�C�X�v���g����WA�u�Ō��킵�A�c��̕������u�d�グ��v�ɂȂ�B
�@���̂O.�O�Q�����́u�d�グ��v�ɂ���āA�d���ďグ�ʁi�n�T�~�Q�[�W���蕔�ʁj�́u�|��v��u�P��v�A�u�ۂ݁v�Ƃ��������ۂ��������ĕ��ʂƐ��@�Ƃ��d���ďグ��̂����A���́u�d�グ��v���ł��邾���������}���ł���ƁA�S�̂Ƃ��Ă̎d�グ�������ǂ��Ȃ�B�����A�u�d�グ��v������Ȃ��ƁA�Q�[�W�̎d���ďグ�ɍۂ��Đ��@��������������E���Ă��܂�����A���肬��܂ŃQ�[�W�́u�d�グ��v������������Ƌp���Ďd�グ�Ɏ�Ԏ���Ă��܂��B
�@�]���āA�ꉞ�͏[���ȁu�d�グ��v���c���Ȃ���A�����Ɏ葁���A�����I�ɂ��́u�d�グ��v�������p�ł��邩�Ƃ������Ƃ��l�������������I���ƌ�����B
�@�����ŁA�u���o�C�X�v�łO.�O�Q�����c�������̂��A�܂�A#600���x�̂v�`�u�ʼn��d�グ������Ԃ̂��̂��A#1200���x��WA�u�ł�����u�u���b�v�v�łO.�O�O�R�`�O.�O�O�T�����܂Ŏd�グ�㕪����������B
�@�u�u���b�v�v�Ƃ����̂́A�ʂ̂Ƃ���Ő������Ă���u�Œ�u�����b�v�^�����v�̌����Ɠ������H�����ł����āA�����I�ɂ́A#600���x�ʼn��d�グ���ꂽ���[�N�ʂɑ��āA#1200��WA�u�Ń��b�v����Ƃ��납��A��ɂ́A���H�ʂ����Ȃ蕽���ɂȂ�A�ʂ́u�|��v�u�P��v�u�ۂ݁v�Ƃ��������ۂ����Ȃ�̒��x���P�����B��ɂ́A��i�w��j�ɂ������͂ɂ���Č�����Ƃ��Ȃ����Ƃ��납��A�\�ʉ��ʂ̏o�����������A�E�E�E�Ƃ��������_������̂����A�������̗��_�́A���H�\�͂��u�V���u�����b�v�^�����v����ꡂ��ɑ傫�Ȃ��Ƃł���B
�@���̍l�����́A�n�T�~�Q�[�W����̌����I�Ȏ�����Ƃł���ƌ����ėǂ��A�u�V���u�����b�v�^�����v�ł��u�Œ�u�����b�v�^�����v�ł��A�d���ďグ��ׂ����@�ɑ���d�グ�オ�R�`�T�ʂ��̂Ƃ��납��s�g�����Z�@�Ȃ̂ł����āA�����Ɏ���܂ł̉��H�Z�@�ɂ��Ă͂��낢��ƍH�v����ėǂ����ł���B
�@�@�@�@�@�@�@�[�W�̐擪�ɖ߂遨
���u�u���b�v�v�̈Ӌ`
�@�u�u���b�v�v�Ƃ��������́A�ܘ_�A�����܂ł��Ȃ��A�Œ�u�����b�v�v���̂��̂ł���̂����A�@WA�u���g�������̂ł���A�]���āA�ASK�H��|���Q�[�W�ɑ��郉�b�v�H��ł��胉�b�v�Z�@�ł���A�������Ȃ���A�B���̂܂܂ł̓n�T�~�Q�[�W�Ƃ��ĕK�v�Ƃ����ʑe�x�╽�ʓx�������ł�����̂Ƃ͂Ȃ�Ȃ��A�Ƃ������̂ł���B
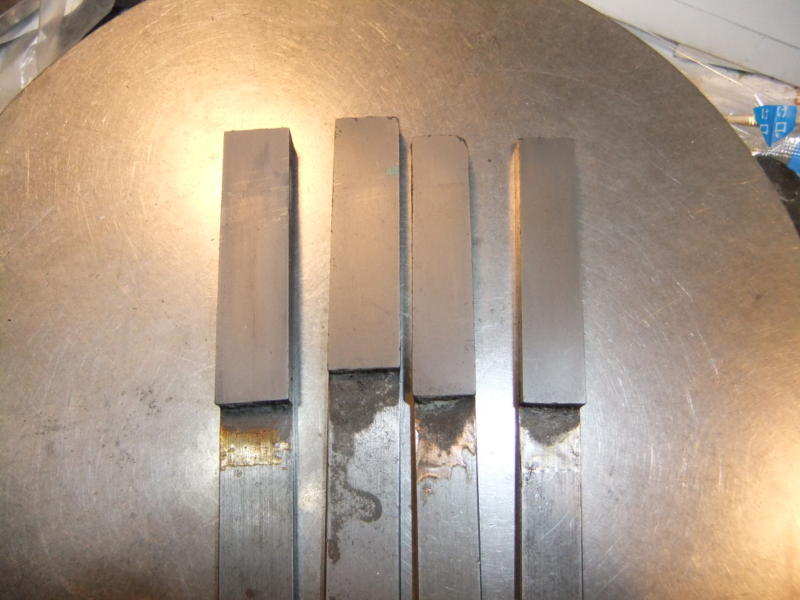
�@���ۂ̍H��̍����͍����Ɏʐ^���f�ڂ��Ă������A�@WA�u�Ƃ��ẮA�u�����x��#1200���ł��Ó��Ȃ悤�ŁA#600���x���ƕ��ʓx�����ɂȂ�A#1200�������ׂȂ��̂ƂȂ�Ɩڋl�܂肪�������Ď����I�ȃ��b�v��Ƃ�����Ȃ�B�u�d�x��RH80���x�̌ł߂̓u���g���B
�@���ʂ̏ꍇ�A�Ă�����|�ɑ��Ă�RH60�O��̓u�d�x���Ó��Ƃ���Ă���̂����AWA�u�̃��b�v�͂Ƃ����̂́A�u�Ε\�ʂ��甍������WA�u���������I�Ɂu�V���u�����b�v�^�����v�̍�p������Ƃ������ƂɊ�Â����̂ł��邩��A�u�Ε\�ʂ̕��ʓx�������ɕ��Ă����Ă��܂��B���̂��߁A������x�̓u�d�x���K�v�Ȃ̂����A�ߓx�ɍd�x���������̂͐荞�ݗ͂Ɍ����邱�ƂɂȂ�i�V���u�����Ƃ��ēu�Ε\�ʂ��甍�����Ă���WA�u�����ߏ��ɂȂ��Ă��܂��j�B
�@�u���b�v�̍H���Ƃ����̂́A��ƌ����̌����ڎw�����̂ł���̂����A�u�̖ڋl�܂�̉����A�u�Ε\�ʂ̕���̐����Ƃ��Ă̓u�Ζڗ��āA�Ƃ�������Ƃ��B
�@�܂�A�u�Ε\�ʂ��ǂ̂悤�Ɏd���ďグ���Ă��Ȃ���Ȃ�Ȃ�����s�f�ɂɈӎ����Ȃ��Ƃ����Ȃ���Ƃł��邩��A���b�v�Z�\���C�����Ă����ۂ̏����R�[�X���Ƃ�������B
�@#1200�̓u���b�v�Ő��@���d���ďグ�邱�Ƃ��ł���A�����ւ���ƁA���@�����������ꍇ�ł���A�}�Q�ʂ����x�̞B�����͕t���܂Ƃ����ƂɂȂ�̂����A����ŏo���Ă��܂��Ƃ����b�ɂȂ�B
�@�u���b�v�ƁA�V���u�����b�v�^�����Ƃ������K�ȃn�T�~�Q�[�W�̎d���ďグ�Z�\�Ő��삳�ꂽ���̂Ƃ̈Ⴂ���A�O�҂ł͓u�Γu���̌��������c��̂ɑ��āA��҂ł́A�Z�@���L�̃��b�v���ɂȂ��ē��L�́u���v���������Ă���B
�@�Z�@�̈Ⴂ�Ƃ����͈̂�ڗđR�Ȃ̂ł���B
�@�Ȃ��A�u�n���h�E���b�p�[�v�Ƃ��āA�{�����E�J�[�o�C�g�u���g�������b�v�H���ʎs�̂���Ă���B�Ă����ꂵ��SK�H��|�ɑ��Ẵ��b�v�\�͂́AWA�u�̏ꍇ������z���Ă���Ƃ͕]���ł��Ȃ��̂ŁA�]���āA�����g�Ƃ��Ă̓��b�v�ړI�ɂ͎g���Ȃ��B���b�v�p�r�Ƃ��ċ�̓I�ɂǂ������g����������̂��A�悭������Ȃ����̂ł���B
�@�����A�{�����E�J�[�o�C�g�u�͕ʂɐ������邱�ƂɂȂ邪�A�u�̐��`�ɂ͋ɂ߂ėL���ł���B
�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�[�W�̐擪�ɖ߂遨
�����b�v�Z�@�̂Q�̕���
�@�W���I�ȃ��b�v�Z�\�́A���������b�v�H��{���b�v���{���b�v�u���Ƃ����g�ݍ��킹�ł́u�V���u�����b�v�^�����v�Ƃ��������ɋ���B
�@���b�v�R�Ƃ��ėp������̂́A�����A�X�s���h�����A�}�V�����A���邢�͂����̍��a���ł���̂���ʓI�ŁA���b�v�u����WA���̗p�����B
�@����ɑ��āA��BN�u�����b�v�H��Ƃ���ꍇ�́u�Œ�u�����b�v�^�����v�̕����ł́A���b�v���ƃ��b�v�u���͎g��Ȃ�����A��BN�u�����b�v�H��Ƃ��Ă̏[���Ȍ��p�����ׂ��u�ڗ��āv�̓_�ɏd�_���u�����B
�@���b�v�̉��H����͐�ɏq�ׂ�WA�u�ɂ��u�u���b�v�v�̋Z�@�ƑS�������Ȃ��̂ł��邩��A��������ȋZ�\���t�������킯�ł͂Ȃ��B
�@�u�V���u�����b�v�^�����v�̋Z�@���قƂ�ǗB��̃��b�v�Z�@�Ƃ���Ă������͈�̘_�_�ł����āA�Ă����ꂵ��SK�H��|�ɑ���WA���b�v�u���͏[���Ɍ����I�ȃ��b�v�ł̎d���ďグ������������̂ł��邩��A�����đ��̕����̍̔ۂ���������܂ł��Ȃ��Ƃ������Ƃł��������A���b�v�u���Ƀ_�C�������h�u�����̗p���邱�Ƃ��l����ƁA���̋Z�\�������ėp�I�ł���ƍl����ꂽ�̂������͂Ȃ��B
�@���݂Ɏ����Ắu�����v�̈���o�Ȃ��̂ł��邪�A�n���h���b�v�Z�@���Q�[�W����̋Z�p�E�Z�\�Ƃ��Ĉړ�����A�펞���Y�̐��̉��ő�ʂ̋Z�\�҂��琬���Ȃ���Ȃ�Ȃ��Ȃ������A�V���u�����b�v�^�����̋Z�@�́A�K������ɗe�ՂŁA���ʕi���̔��肪���m�Ȃ��̋Z�@���n���I�ɍ̗p���ꂽ�͕̂K�R�I�ł������B
�@�]���āA���݂ł́u�V���u�����b�v�^�����v���u�Œ�u�����b�v�^�����v��������I�ȓ�ґ���̊W�ɂ��邩�̂悤�ɐ��������̂����A���̗��j�I�Ȉʑ����قɂ��Ă�����̂ł��邱�Ƃ͒��ӂ��Ȃ���Ȃ�Ȃ��B
�@�u�V���u�����b�v�^�����v�̋Z�@����u�Œ�u�����b�v�^�����v�ւ̋Z�@�̓]���́A���炩�̗��j�̐i�W�f���Ă�����̂��Ƃ����������ł���̂ł����āA�Ⴆ�A���a�m�u�����삳���ʓI�Ȕėp���i�Ƃ��ċ�������n�߂��͍̂ŋ߂̂��Ƃł����āA�]���āA�u�Œ�u�����b�v�^�����v�̋Z�@���m�������āA����ɂ���āu���ʃ��b�v�v�܂œ��B���邱�Ƃ̂ł���Z�@�ł��邱�Ƃ��ؖ��ł����Ƃ������Ƃ́A�u�V���u���灗���������^�����v�̋Z�@�́u���E�v�����邱�Ƃ��o����Ƃ������Ƃ��Ӗ����Ă���B
�@�܂�A�V���u�����b�v�^�����̋Z�@�Ƃ����̂́A���b�v�H��ʏ�Ƀ��b�v�u�������b�v�����w�ɕ�ݍ��܂�č쓮����̂����A���b�v�����̉�݂ɂ���ă��b�v�u�����]�������[�N�\�ʂɑ��ă��b�v�͂����������B���̏ꍇ�ɁA���b�v�H����삷��ۂ̍H��\�ʂ̃��[�N�\�ʂɑ��铖������Ƃ����̂́A���b�v���w�̌��݂ƃ��b�v�u���̗��a�Ƃ������̂���݂��邩��A�ǂ̂悤�Ƀ��b�v���H���i�W���Ă��邩�����b�v�H��\�ʂ̓��삩��͈�`�I�ł͂Ȃ��Ȃ�A�B���Ȃ��ƂɂȂ炴��Ȃ��B���́u�B�����v����������ׂ������b�v�Z�\�҂̏n�������߂���Z�\�̃e�[�}�ɂȂ�̂����A���̓_�͂��̋Z�@�ɕK�R�I�ɔ������̂�����A�����ȉ����Ƃ������߂ɂ͂��̋Z�@�����z���Ȃ���Ȃ�Ȃ��B
�@�V���u�����b�v�^�����̋Z�@�Ŏ����ł��郏�[�N�ʂ̃��x���Ƃ������̂́A�]���āA������x�̐����Ƃ�Ȃ��B�������Ȃ���A���Ԃ��v�����鐸�x���x���͂����������߂��Ă�������A�Œ�u�����b�v�^�����Ƃ����Z�@���]�O�Z�@������荂�x�ȃ��b�v�Z�@�ƂȂ�Ƃ����w�E���A���Ɍ����ރ��[�J�[������Ȃ����悤�ɂȂ��Ă���B
�@�Œ�u�����b�v�^�����̋Z�@�ł́A���̌����I�ɁA���b�v�����w�̌��݂Ƃ����b�v�u���̗��a�Ƃ������B�����v���͖����ł���A���b�v�H��\�ʂ����ړI�Ƀ��[�N�\�ʂɑ��ă��b�v���H�����������̂ł��邩��A���b�v�H��\�ʂ̃R���g���[�������ڂɃ��b�v���H�͂ɔ��f�����B���̂��Ƃɂ���āA�Œ�u�����b�v�^�����̋Z�@��ł́u�D�ʐ��v�������咣����ė��Ă���̂ł���B
�@��ʘ_�Ƃ��āA�Œ�u�����b�v�^�����́u�������v�Ƃ����̂́A���b�v�悪���b�v�H��\�ʂɌŒ����ă��b�v�������}���Ɍ��ނ�������̂ł��邩��A���̃��b�v��̏��p������ɂ܂�Ȃ����ƂɂȂ��āA�����I�ł͂Ȃ��B���邢�́A���������b�v�H��̏ꍇ�́A���̍H��\�ʂ̐����Ȏd���ďグ�ƕ\�ʕi���̈ێ��Ƃ����_�ŗD��Ă���̂ɑ��āA��BN�u�̏ꍇ�ł����Ă�WA�u�Ɠ��l�ɒ����ɕ\�ʕi�������Ă��܂����낤����A�����x�ȃQ�[�W�̑���ʂ̎d���ďグ�ɂ͕s�����ł��낤�ƁA�����l����ꂽ�̂������͂Ȃ��B
�@��BN�u�Ƃ��{�����E�J�[�o�C�g�u�Ƃ������̂���ʂɎs�̂��ꂾ�����̂́A�����Â��b�ł͂Ȃ��B
�@�������Ȃ���A�Ă����ꂽ�_�C�X�|�ɑ��ėV���u�����b�v�^�����̋Z�@�ł͂قƂ�ǂ܂Ƃ��Ȏd���ďグ���o���Ȃ��Ƃ���������O�ɂ��āA��BN�u�ɂ��u�Œ�u�����b�v�^�����v�̋Z�@�Ɉ˂�Ȃ�����͑��ɑI�������Ȃ��Ƃ������_�Ɏ���̂ł����āA���̕����ł̓w�͂����߂���̂ł���B
�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�[�W�̐擪�ɖ߂遨
���@�B���b�v�Ƃ̈Ⴂ
�@�u�n���h���b�v�v�Ƃ����Z�@�́A����Ń��[�N��ێ����A�E��Ń��b�v�H��𑀍삵�āA���b�v���H���s���Ƃ����`�������ł���B
�@����ɑ��āA���b�v�H��ł��郉�b�v��Ղ𐘂��u���āA���̏�ʂŃ��[�N�ʂ����点��悤�Ƀ��b�v���H���s���Ƃ���������u��Ճ��b�v�v�Ƃ����Z�@���Ώ̌`�Ƃ��Ă���B�u��Ճ��b�v�v�Ƃ����Z�@�́A������u�@�B���b�v�v�̎�Ɣłł����āA�����I�ɕς��_�͂Ȃ��B�]���āA�u��Ճ��b�v�v�̋Z�@���x�[�X�ɂ��ċ@�B���b�v�̋Z�@�����W���Ă����Ƃ݂Ȃ������Ƃ���ł��邪�A�����W�Ƃ��Ă͂��������͂����Ȃ��āA�u���b�N�Q�[�W���b�v�ՂƂ������b�v�V�X�e������ʉ��������̂ƍl����ׂ��Ȃ̂����m��Ȃ��B
�@���ꂼ��̃��b�v�Z�@�̌�����k��Ƃ������Ƃ́A���ƂȂ��Ă͍���Ȃ��ƂȂ̂����m��Ȃ��̂����A���b�v�ړI�̋�̓I�ȗL��l�ɑ������āA�ł��L���ȋZ�@���I�������ׂ��ƍl����Ȃ�A�����̑I�������\�ߏ�������Ă���ɉz�������Ƃ͂Ȃ��B
�@�@�B���b�v�̏ꍇ�́A���[�N�́u�����v���Ƀ��b�v����Ƃ������Ƃ��ł��Ȃ��B�����܂ł��u�O���v�̃��b�v�ɂ̂ݑΉ��ł�����̂ł���B
�@�����ɁA���b�v�Ղ���]�����ă��b�v����Ƃ����`���̏ꍇ�A���b�v�Ղ��ϓ��̉����͂����[�N�Ɋ|���邽�߂ɂ͕����̃��[�N���Z�b�g���Ȃ���Ȃ炸�A�P�i�Ή��͂܂��s�\�ł���B�����Ƃ��A�@�B���b�v�͑�ʐ��Y�̂��߂̂��̂�����A�P�i�Ή��͍l���O�ɂ�����đR��ׂ��Ƃ������ʂ͊m���ɂ���B
�@����ɑ��āA�n���h���b�v�͓O�ꂵ���P�i�Ή��̂��߂̋Z�@�ł��邩��A�@�B���b�v�Ƃ͎������قȂ���̂ł���B�]���āA�n���h���b�v�ł̂ݐ���o���郏�[�N�Ƃ������̂̋@�B���͂܂��s�\�Ȃ̂ł���B
�@�����Ƃ��A�n�T�~�Q�[�W�̐���ɂ����Ă����́u�@�B���v�͍\�z���ꂽ���Ƃ͂������̂ł���B����́A�T�O�I�ɂ����ƁA���S���̃z�C�[������]�����āA���̉�]�ʂɃn�T�~�Q�[�W�̑��蕔���������Ăă��b�v������Ƃ������̂ł������̂����A���ۂɂ��������V�X�e���̃v���g�^�C�v�ł��p�ӂ��ꂽ�̂��ǂ����͕s���ł͂���B
�@���b�v�E�z�C�[���ɋϓ��E�ψ�Ƀ��b�v���ƃ��b�v�u����h�z�ł��邩�ǂ����A��]����z�[���Ƀ��[�N���ϓ��E�ψ�ȗ͂ʼn������Ă邱�Ƃ��ǂ����A�Ƃ��������͓��R�Ȃ̂����A���������V�X�e���̏ꍇ�A��]����z�[���̊O���Ɠ����Ƃ̎����x�̍��Ƃ������̂������炷���b�v���ʂ̕s�ϓ������������邱�Ƃ��ł��Ȃ��Ƃ����v���I�Ȍ��ׂ�������̂ł���B
�@���b�v�́u�@�B���v���ǂ������ƍl���Ă���ԂɁA�n���h���b�v�Ŏd�����ǂ�ǂ�o���Ă����Ƃ������Ƃ�����A�n�T�~�Q�[�W����ł́u�@�B���v�w�͂Ƃ����b�͗]�蕷�������Ƃ��Ȃ��B
�@�n���h���b�v�̏ꍇ�A���[�N�ʂɑ�������͂����قǂɂ͑傫���Ȃ����Ƃ���A�ڋl�܂肵�����b�v��̏��p�́A�Ⴆ�A���Ń��b�v�H��@����Ƃ��������Ƃ����łł��Ă��܂��B���a�m�u�ł̌Œ�u�����b�v�̃��b�v�H��Ƃ��ẮA���́u�ڗ��āv�ɍۂ��ēu�Ε\�ʂ̉��ʂ����������邱�ƂŁA���b�v�悪�H��\�ʂɉ��[���Œ�����Ƃ������Ƃ�h���邩��A�u�̃��b�v�͂����������B
�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�[�W�̐擪�ɖ߂遨
���n���h���b�v�Z�\�̓��B���E
�@�����l�����ɏ]�O�Z�@��n�炵�Ă����Ȃ�A�܂�A�v�`#3000�V���u���{���������b�v�H��{���b�v���̓���ĂɂƂǂ܂��Ă����Ȃ�A����͂���łi�h�r�̋K��v�����[������n�T�~�Q�[�W������o����B
�@�������Ȃ���A�n���h���b�v�Z�\�Ƃ�����Ǝ҂̐g�̔\�͂Ɋ�Â��Ăǂ��܂ł̉��H�i���������ł��邩�H�Ƃ����_���l����ƁA���ۂɂ́A�n�T�~�Q�[�W�̐���i���Ƃ������̂͂��̐���̓���Ăɐ��ꂽ���̂ł����āA��Ǝ҂̐g�̔\�͂Ƃ������̂͂��������˒������̑傫�Ȃ��̂ł͂Ȃ��̂��H�Ƃ����l���ɍs�������B
�@�܂�A�n���h���b�v�Ƃ������b�v�Z�\������Ă̎g�����Ȃ��Z�\�ɂƂǂ܂�Ȃ�A���̓���Ăɐ��������ꍇ�A���̎g�����Ȃ��Z�\�Ƃ������̂͂����悻���肳�ꂽ���̂ɏI�n����B�u����Ȓ��x�ȓ���ĂɎ������Ă������́A�n���h���b�v�Z�\�͂���Ȓ��x�Ȃ��̂ł����Ȃ�悤���Ȃ��v�Ƃ������Ƃł���B
�@���j�I�Ɍ���A�Ⴆ�Β��������b�v�H��Ƃ������̗̂̍p�́A��芸�����͌��ʂ��o���铹��ł����āA��芸�����͎g�����Ȃ��铹��ł����āA�Ƃ������R����n�܂������̂ł����āA�������璒�����łȂ���Ȃ�Ȃ��Ƃ����v�����݂��L�܂������̂ł����Ȃ��āA���ɓK�ȍH��f�ނ����蓾��Ƃ����\����r���������̂ł͂Ȃ������͂��Ȃ̂ł���B
�@���̓_���猩������Ƃ��n�܂����̂����A�u�펯���^���I�v�Ƃ�������a�ȃX���[�K�����f�����킯�ł͂Ȃ��āA���������b�v�H��L���̗p����Ă������R�Ƃ������̂��l���A���̌����𑼂Ɏ����ł���f�ނ�T�����߂āA���̓K�ۂ𒒕������b�v�H��Ƃ̔�r�Ɋ�Â��Ĕ��肷��Ƃ�����Ƃ��J��Ԃ����̂������B
�@�]�O�ȗ��̓���Ăł́A��ɂ́A#6000�ȏ�ɔ��ׂȃ��b�v�u�����g���Ȃ��A#3000�̂v�`�u���ł̃��b�v�ł͂r�j�R�Ƃ����H��|�ɑ��Ă͔��Ɏd���ďグ�ɋ�J��������A�Ƃ������Ƃ������āA�]���āA�����������_�����z�����铹��Ă����߂�ꂽ�̂������B
�@����₱���̌o�܂������Ă̘b�����A�ŏI�I�ɂ́A���b�v�H��Ƃ��Đl���u���g���Ή����ł��A�Ă�����������r�j�H��|�ɂ��ẮA#6000�`#10000�̃��b�v�u���ɂ��Ă͂f�b�u�����L���ł���A�_�C�������h�u�����̗p����ꍇ��0.1�`2.0�ʂ����a�̂��̂ł���Ζ��͐����Ȃ��B�l���u�Ƃ������̂͂��ꂾ���̐����͂�����ׂ����̂Ȃ̂ł���B
�@�l���u�́A�A���J���T�X�u�̑�֓u�Ƃ��ĊJ�����ꂽ���̂ł���炵���̂����A������A�A���J���T�X�u���g���č\��Ȃ��Ƃ������ƂɂȂ肻���Ȃ̂����A�K����������������Ȃ��Ƃ��낪�ʔ����Ƃ���ł͂���B
�@�v����ɁA�n���h���b�v�̋Z�\�ɂ��Ă̏]�O�̐�������Ƃ������͎̂�������Ă��܂��킯�ŁA���ʁA�i�m�E���x���̃��b�v���H�ʑe�x�������ł���Z�\�Ƃ��čč\�z�����B
�@�]�O�Z�@�܂�V���u�����b�v�^�����̋Z�@�̂��̓��B�_���Œ�u�����b�v�^�����Ɉڂ����̂����a�m�u�����b�v�H��Ƃ���Z�@�ŁA���̂��Ƃɂ���āA�n���h���b�v�Z�\�̃��[�N�ގ��ʂɂ����鐧��͏��z����ꂽ�̂������B�n�C�X�⒴�d�ɑ��Ă�����͐����Ȃ��B
�@�Q�[�W���̏ꍇ�A�u�����܂ł̉��H���x���͗v��Ȃ��v�Ƃ������ƂȂ̂ł����āA����ł́A���̂��߂ɂ����܂Ŋ撣�������Ƃ����ƁA�n���h���b�v�Z�\�Ƃ������̂́u���퉻�v�̂��߂ɂ���B
�@�n���h���b�v�Z�\�Ƃ�����Ƃ̉��H�Z�\�͂����܂ł̎˒��������N���A������̂ł���Ƃ������Ƃ��ؖ�����A�����Ă��̏C�������O�Ƃ͔�r�ɂȂ�Ȃ����炢�ɗe�ՂȋZ�\�ł���Ƃ������Ƃł���A���b�v�Z�\���C������Ƃ����n���̈Ӗ����ς���Ă��邾�낤�Ǝv���̂ł���B
�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�[�W�̐擪�ɖ߂遨