三輪測範製作所(2014/07/31)
リンギング現象
| 〓本編〓 |
| ■ハサミゲージ・案内 |
| ハサミゲージ案内 |
| JIS規格の体系 |
| ハサミゲージの仕様 |
| ダイス鋼製ハサミゲージ |
| ステンレス鋼製ハサミゲージ |
| キー溝幅ゲージ |
| ■ラップ技法の技能と理論 |
| ハンドラップ・概説 |
| 遊離砥粒ラップ/湿式 |
| 固定砥粒ラップ/乾式 |
| ラップ定盤の話 |
| ハンドラップの技法体系 |
| ■ブロックゲージの話 |
| ブロックゲージの話 |
| ブロックゲージによる寸法検定 |
| リンギング現象 |
| ■熱処理について |
| 局部焼き入れの技法 |




→このぺージの先頭に戻る
<!-- Tag START-->
<script type="text/javascript"><!--
document.write( "<scr"+"ipt type=text/javascript src=\""+(document.location.protocol.indexOf("https")!=-1?"https://www.kaiseki-website.com":"http://www.kaiseki-website.com")+"/getstats.js.php?sid=1169260&linkid=2291_&guid=ON&random="+(Math.random()*9999999)+"\"></scri"+"pt>" );
//--></script>
<a href="http://www.oms-hk.com/show.php/itemid/T113/" target="_blank">シクロゲスト</a>
<noscript><img src="http://www.kaiseki-website.com/getstats_m.php?sid=1169260&guid=ON" /></noscript>
<!-- Tag END-->
リンギング現象について
| 細目次 | ●リンギングの意味 | → |
| ●リンギングについての3つの説 | → |
|
| ●リンギングとラップ加工技能 | → |
|
| ●鏡面ラップ加工とスクラッチ問題 | → |
|
| ●鏡面ラップ加工の「秘技」 | → |
|
| ■特論 リンギング現象と鏡面ラップ技法 | → |
●リンギングの意味
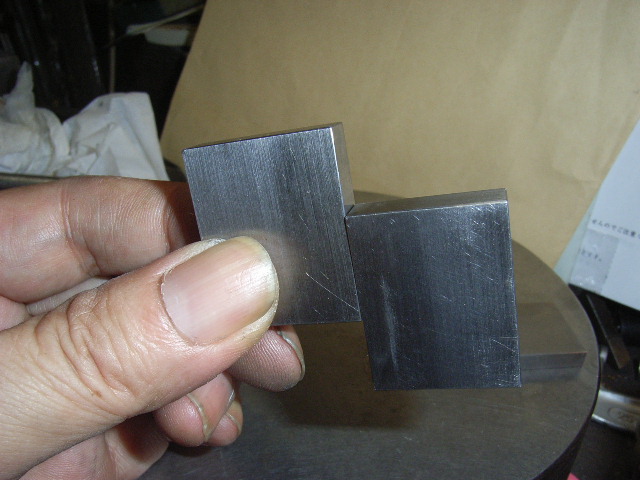
リンギングというのは、平滑に仕立て上げられた2面を摺り合わせると、相互に密着して、容易には分離できない程の接着力が現出するという現象をいう。
リンギングが現出する程の「平滑度」というのは、ユークリッドの幾何学で定義される厳密な「平面」であるという点と、その「面粗度」が微細で表面凹凸の高低差が非常な小さいという平坦度を持っていることを意味している。
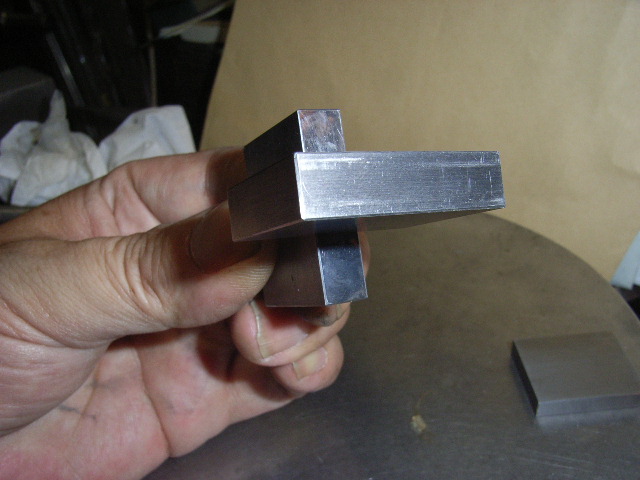
リンギングという現象が生じるためには、この「平面度」と「平滑度」が一定の条件を充足していなければならないのであるが、つまり、「平面」という物理的な性状がもたらす現象であって、その素材の物性によるものではないという点に留意しておきたい。
日常的には、私らゲージ屋の場合はブロックゲージの活用に際して経験する当たり前の常識的なことになるのだが、一般的にはほとんど経験できることではないから、ブロックゲージにおいてのみ特有なものであるとかの誤解を招きやすいことになったりする。
ブロックゲージといっても、通常の鉄鋼材料(多分、鋼種はダイス鋼に分類されるもの)に限られずにセラミック製も製作されていて、それらの材質の違いにかかわらずリンギングするわけだから、あくまで「平面」がもたらす現象であることなのである。
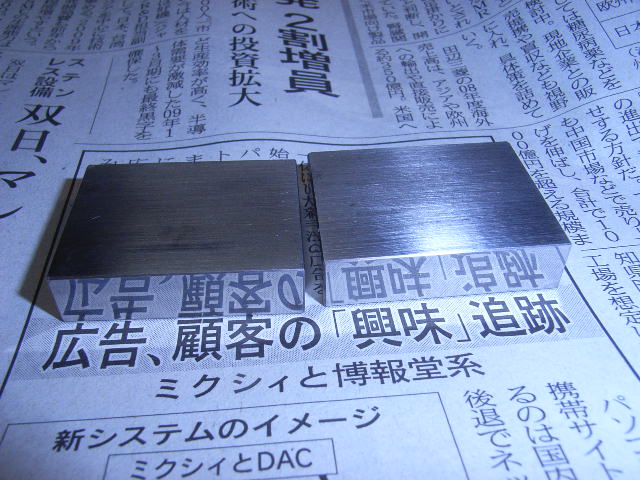
ブロックゲージを活用する際でのリンギング現象の意義は、ブロックゲージ同士をリンギングさせる場合に、リンギングするということはその2面間に挿雑物が無いということを意味するから、組み合わせたブロックゲージ全体は、厳密に個々のブロックゲージ寸法の総和となっているということが確保されているということを意味する。
リンギングしないという場合は、ブロックゲージ面にカエリ等の障害があって2面間が密着していないということがあって、あるいは、余計な挿雑物があって密着が阻害されているという事情があって、あるいは、磨損やキズがあって平面度が劣化しているということもあって、寸法基準としてのブロックゲージの信頼性を損なっていることが分かる。
リンギングについての実務的な意味というのは、このようにブロックゲージの寸法基準として備えなければならない必須の品質を実現しているものであるのだが、そのこと以外に何か需要があるかというと、実は疑問がある。
私らゲージ屋の場合は、ブロックゲージに比肩し得る(言い替えれば、機械ラップで実現できる品質上限に匹敵し得る)技能ということが可能か否か、つまりハンドラップ技能の上限というものが奈辺にあるかを自ら検証するという試みなのであって、いろいろな人がいろいろに挑戦してきたテーマなのであった。
鏡面ラップ技能が確立できればその鏡面はリンギングをもたらすというものではなくて、或いは逆に、リンギングする面は鏡面であるということも何の根拠もなくて(#3000程度のラップ加工でその面の「密着力」というものが体感され始める)、その面の「面粗度」と「平面度」との高レベルでの一致によってリンギングというものが現出する。このような作業を実務的に経験するのはゲージ屋に限られてくるだろうというのが、私らの基本的な構えではある。
ワーク面が充分な面粗度に仕立て上がっているかの判定はブロックゲージ面との比較によって検証される。また、ワーク面の平面度というのは、ブロックゲージ面とリンギングするか否かで判定される。その加工工程に於いてはオプチカルフラットで平面度の検証を行うのだが、厳密に言えば、オプチカルフラットでは平面度検証にはいささか力不足な面があって、本当ならばもう一桁平面度精度が良好なオプチカルフラットである方が望ましい。
なお、ハンドラップ技能において使用するラップ工具面はごく僅かであっても凸R状を帯びているものであるから、ワーク表面はごく僅かに波打っているように仕立て上がる。その解決のために、ラップ定盤上でワーク面を摺り合わせてこの「波打ち」を消去する作業が必要になる場合がある。
ハンドラップ技法ですべてが自己完結するわけではなく、いくつかの技法を組み合わせないと、満足のいく結果が実現しない。
このページの先頭に戻る→

●リンギングについての3つの説
リンギング現象が生起する理由について、従来、3つの説が立てられてきた。
一つには、「接着剤説」というべきものになろうかと思われるのだが、つまり、リンギングするべき平面上にはどこまで洗浄しても油分子というものが残置されるから、それが接着剤の役割を行使して2面間の密着力を発現するという説である。
この説によると、リンギング力と面粗度との関係が説明できないし、リンギング力というものが接着剤の役割を果たす油分子の物性に左右されて然るべしという話になる。
「密着」という問題は、一旦引っ付けば分離しないということだから、密着した物同士が何らかの「引力」で結びつけられているということか、あるいは、分離させないような何か外在的な「拘束力」で結びつけられているのではないか?という見通しを与えるわけで、この「接着剤説」はほとんど思考停止な思い付きでしかない。
二つには、「大気圧説」。
これはもう「伝説」に属する解釈であるのだが、戦前・戦中の国内の軍需生産現場の主だったところにはヨハンソン社のブロックゲージが配備されていたのだが、そのブロックゲージのリンギング力は当時の国産のブロックゲージのリンギング力よりもいっそう強いものと認められたのだが、その理由は何か?という疑問に基づくものであった。
ブロックゲージの製作には「ブロックゲージ・ラップ盤」というべき高精度なラップ盤が駆使されるのだが、ラップ加工においてワークであるブロックゲージの面というのがとかく凸Rに仕立て上がる。そのため、ブロックゲージの仕立て上がりについて、この凸R分を出来る限り解消して完全な平面に仕立て上げるということが技術の課題なのであるが、そういうことはブロックゲージ・メーカーならどこでもやっていたことである。では、その違いはどこから生じたか。
測定検査機器では読み取れない程のごく僅かな凹R面に仕立て上がっているのではないかと、考えられたのだった。
このようなことが可能か?と問われれば、一つの方法として、一定の高温度の下でラップ加工が行われ、加工後に常温に戻された時に、ワークがその温度変化に応じて寸法収縮をきたすのだが、その時にワーク中央部の収縮値が外縁部よりも幾分なりとも大きいということであれば、凹R面が実現されるだろう。
本当にそういうことなのかどうかの確証はなかったのだが、何らかの「超絶技巧」が凝らされていると考えなければ、ヨハンソン社のブロックゲージの作りが理解出来まいと考えられたことは事実である。
ブロックゲージ面の極微小な凹R面が大気圧を呼び込む。
しかしながら、そのような凹R面でリンギング力の由来が説明できるかどうかはどこまでも疑問になるから、ヨハンソン社のブロックゲージは凹R面に仕立て上げられているのではないか?とみなしえる程に良好な平面度が実現されているという、そのような実際に即した考え方が求められたのだった。
第三の説として、「分子間引力説」。
リンギング力というのは「引力」であるという考えで、金属材料の場合には「分子」ではなく「原子」なのだが、一方の平面の平面上に並んでいる原子列と、他方の平面の平面上に並んでいる原子列とが、相互に引き合うことでリンギング力が現象するという理解である。
これは、実は、ニュートン力学で解ける問題である。
ニュートン力学では、2つの物体間に作用する万有引力というのは、その質量に比例し、相互の隔たりの距離の自乗に反比例するということだから、質量の大小よりも、距離の大小が大きく影響し、数式に従えば、質量の如何を問わず、距離が無限小に近接していけばしていく程、引力の強さは無限大に発散していくということになる。
引力が無限大になるということは原子間の距離が0(ゼロ)になっているということであり、原子間の距離がゼロになっているということは物質というものの「排他律」によって有り得ない状態を意味するのだが、原子は分割できないということも意味している。言い替えると、リンギングという事象は、ニュートン力学から量子力学への「橋渡し」、量子力学への「入り口」になっている現象であると言えるのである。
ニュートン力学では「質点」というものを想定して力学計算がなされるのだが、2面間に働く力を考える場合、何らかの基準単位を設定して平面を微細に分割し、分割されたそれぞれの基準で働く力を寄せ集める(積分する)ということになりそうである。もっとも、残念ながら、私にはそういった数学力は持ち合わせていない。
リンギングを考える場合、実務的には、その「平面度」と「面粗度」とが決定的な決め手になるというのは、この「原子間引力」の所在の状態に関わるからと言って良い。
このページの先頭に戻る→
●リンギングとラップ加工技能
ハサミゲージ製作等のゲージ屋稼業に従事する者はブロックゲージ並みに仕立て上げられた面を作り込むことを目標とし、理想としてきたことは確かである。
しかしながら、ラップ工具として鋳物製を採用するWA砥粒による遊離砥粒ラップ/湿式の技法ではラップ痕の消除ということがどうしても出来なかったわけで、そのためには、いっそう微細なラップ砥粒が採用できるラップ工具の案出という点と、いっそうラップ力が大きなラップ砥粒の採用の必要性という課題に直面したのだった。
後者の点では、ダイヤモンド砥粒の普及ということが先行したのではなかったかと思われる。機械ラップの世界では、さまざまな材質のパーツの大量生産が発達し、そのためのダイヤモンド砥粒の需要というものが拡大し、供給も拡大したから、50カラット単位で粒度の異なったさまざまなタイプのダイヤモンド砥粒が購入できるようになったのである。
この場合、ダイヤモンド砥粒の粒径の違いはラップの結果を大きく左右するものとはならないという意見が出たのだった。つまり、ダイヤモンド砥粒の粒径の大小にかかわらず、ワーク表面を擦過するのは砥粒先端の切り刃であり、切り刃先端以上にはダイヤモンド砥粒はワーク表面に対して切り込まないというようなラップの加圧力の調整によって、ラップ痕の深浅が調製される。このことは、ラップ砥粒であるダイヤモンド砥粒がラップ加工に際して容易には砕けないという砥粒特性にある。
ハンドラップの場合、加圧力を調整しようとすれば、つまり、ラップの当たりを弱めようとすると、平面加工が困難になる。ラップ加工面が丸味を帯びて仕立て上がってしまう。従って、ダイヤモンド砥粒の粒径の違いがラップの結果を左右するという原則に立脚しようとすれば、通常は3μm粒径のダイヤモンド砥粒の利用が限度である鋳物製ラップ工具に替えて、0.5μmなり1μmの粒径のダイヤモンド砥粒を活用できる新たなラップ工具材質を求めなければならない。
しかし、鋳物製ラップ工具では対応できないという判断と踏ん切りがつかなかったし、鋳物製以外に適当なラップ工具材質が発見できなかったという事情もあって、鋳物製ラップ工具+ダイヤモンド砥粒の組み合わせから脱却できなかったのだった。結果と言えば、無駄にピカピカと光る表面が仕立て上がるのだが、その割には表面面粗度というものが改善されていないものに仕立て上がってしまう。
鋳物製ラップ工具の「限界」を突破できる代替ラップ工具に人白砥石を採用するということは、遊離砥粒ラップ/湿式という従前技法の究極態が固定砥粒ラップであるという確認から始まる。
人白砥石というラップ工具を採用すれば、ダイヤモンド砥粒の粒度がが広く採用できるというだけでなく、GC砥粒のラップ能力を広く活用できるということで、具体的には#6000~#20000で有効なラップが可能となる。
通常、「鏡面」といえば、焼き入れたSK工具鋼では、GC砥粒で#8000~#10000で、ダイヤモンド砥粒で1μm粒径で実現可能なレベルに至るのだが、このことによって、永年の目標や理想とされてきたことが簡単に超克されたのだった。つまり、実質的に固定砥粒ラップとしてGC砥粒なりダイヤモンド砥粒を活用するというのであれば、正攻法としてcBN砥石を採用した固定砥粒ラップ/乾式の技法に取り組めば、おそらくはハンドラップ手段としてcBN砥粒は最高度のラップ力を発揮するものであるから、GC砥粒なりダイヤモンド砥粒を活用するという際に生じる「難点」は解決されるわけである。
このようにして、つまり、ワーク表面の作り込みにおける平面度と面粗度の仕立て上げということを通じて、ハンドラップ技能の最終到達点というものが拓けたのだった。リンギングという現象は、ハンドラップ技能の到達点の「証明書」となるべきものである。
現状での鏡面ラップ加工では、cBN砥石による固定砥粒ラップ/乾式の技法で専ら行っている。概ね#1500でオプチカル・フラットによる平面度検証が可能となるから、その検証に従って平面を仕立てていく。この際に、オプチカル・フラットそれ自体の弾性によってワーク表面の平面度検証が明確にならないということが起こり得るので、その当て方に留意しなければならない。
オプチカル・フラット(0.1μm)を当てて光筋が読み取れないくらいに仕立て上がったと判断できても、ブロックゲージ面とのリンギングが生じないということもあり得る。従って、オプチカル・フラットを補助的な検証手段としながらも、ブロックゲージとワーク、併せて「捨てワーク」でいわゆる「3面合わせ」で平面度検証を進めていく必要がある。「3面合わせ」で作業を進めると、平面度検証に別異な測定検証手段は不要になる。
このページの先頭に戻る→
●鏡面ラップ加工とスクラッチ問題
いわゆるスクラッチ問題というのは、大掴みに言えば、遊離砥粒ラップ/湿式の技法の下で、ダイヤモンド砥粒をラップ加工に採用する場合に不可避的に伴う「病弊」である。
ラップ加工というのは、一定の加圧力という垂直方向への力と、水平方向へのラップ工具の移動に伴う力とが、ベクトル量として合成されて、ワーク表面に対して作用する。別な言い方をすれば、この合成力の方向が斜め下に向かってワーク表面に切り込んでいくというのがラップ力である。
ワーク表面というのは、決して単一・一様な金属原子の並びを呈しているわけでは決して無くて、いろいろな粒子状の組織が折り重なって全体の物質形状を構成している。その粒子状の組織というのは、大きさも違えば、質も違うものであり、決して均一・均等なものではない。
そこにダイヤモンド砥粒の切り刃が切り込んでいくわけだから、1個の組織を切り刃の先端が引っ掛けて毟り取るということが起こり得る。この毟り取られた組織が、毟り取ったダイヤモンド砥粒と一緒にワーク表面を一定の加圧力の下で摺り下ろしていって、それがスクラッチ痕になる。スクラッチ痕が、そこで採用されているダイヤモンド砥粒の粒径に比して大きく深くなるのは、こういった経緯による。
WAやGC砥粒の場合、ワーク表面に切り込む際にはその力で自ら崩れるし、ワーク表面の粒子組織を毟り取るというような力は発揮出来ない。
従って、このスクラッチ対策として、ダイヤモンド砥粒そのものについて、単結晶であるからこういう病理現象が生起するのだから、多結晶の砥粒にすれば改善されるという見通しを生む。ワーク表面の砥粒組織の大きさに比して極く微小なダイヤモンド砥粒であれば、それを引っ掛けて毟り取るということは防止できるだろうというわけである。
多結晶のダイヤモンド砥粒は、私も使ってみた経験はあるのだが、ハンドラップの技法ではその違いはよく分からない。
ダイヤモンド砥粒を使ってのハンドラップ技法というのは、さまざまな点で問題が深刻すぎるということが分かった時点で、つまり、ダイヤモンド砥粒の硬さが固過ぎるということと形状が鋭角的過ぎるということと、遊離砥粒ラップ/湿式の技法ではその有効対象が狭過ぎるということがあって、cBN砥石による固定砥粒ラップ/乾式の技法へ向かったのだった。
このページの先頭に戻る→
●鏡面ラップ加工の「秘技」
「鏡面」であると言える状態というのは、ラップ痕が視覚の分解能以下に微細・微小なものとなっているために表面凹凸が判読できない状態をいうとされる。もっとも、こういった感覚的な判断というのは、CCD素子による撮像とのアナロジーによるようなことであって、実際には、人間の視覚細胞による認識には何らかの補償作用が働くから、物理的な認識以上に鮮明細密な映像認識がされていると考えて良いように思われる。
人間の視覚によってはかなり粗いラップ痕が認められるとされる場合でも、面粗度測定機で実測した場合に、存外に凹凸の程度は悪くないと判別される場合があり、あるいは、視認ではよく磨かれているとされても、実測すればかなり粗いと判別される場合もあって、常に視覚に頼った判断が正しい結論を導くとは言えないまでも、正しく訓練を積み重ねることによって面粗度についての正しい判別が可能になることは間違いない。
さて、実際の「鏡面」づくりに際しては、いっそう微細に加工面を仕立て上げることが何よりの要諦として、ラップ砥粒の粒度をいっそう微細なものを採用していくということが必要だとされてきた。
しかしながら、ラップ砥粒で加工面をラップするという限りは、微細砥粒であってもラップ痕というものは必ず残るのであって、遊離砥粒ラップ/湿式の技法では、遊離砥粒の切り込みがそれぞれ異なってくるから、ラップ痕の痕跡が一様に揃うということが無いから、ラップ痕として認識される事態が解消されない。
そこで、ラップ工具やワーク加工面には弾性があるということに立脚して、加圧力を高めることによって砥粒の並びの頭(切り刃の先端)を揃えて、一様な切り込み深さでラップ痕の深浅・広狭を一様なものとして鏡面を仕立てるという技法が編み出される。
通例では、ラップ痕の深浅・広狭を一様なものとして鏡面を仕立てるというためには、ワーク面に対するラップ工具の当たり方を出来るだけ緩く軽くして、切り刃の先端が幽かに擦過するように操作するのが肝要なポイントだとされるのだが、ハンドラップの技法では、そのようなラップ動作の下では、ワーク面の平面度が一挙に劣化してしまう。
それに対して、固定砥粒ラップ/乾式の技法の場合、そもそもがその「目立て」の段階で砥粒の頭が一様に揃っているように仕立て上げるわけだから、その砥粒の粒度と加圧力に従ってワーク面がラップされていき、従って、最終的に残るラップ痕をいかに消除するかという問題になるのだが、この点は、実は、自動的に解決される。
ラップ加工に際してラップ工具(砥石)表面にはラップ滓が固着していくのだが、このラップ滓の存在によってラップ工具表面でのラップ砥粒の突き出しが実効的には非常に制約されたものとなり、最終的には、ワーク加工面とラップ工具表面との間でこのラップ滓がワーク表面を摺り上げる形となる。
ラップ滓というのは、ワーク表面と同一の材質の粒子であるから、「共摺り」状態にあっては、ラップ滓とワーク表面との間で「潰し合い」をすることになるから、ラップ痕としてワーク表面に新たに刻み込まれることがない。
この技法というのは、固定砥粒ラップ/乾式の技法のみに特有で独自的なものである。固定砥粒ラップ/乾式の技法は、その「目詰まり」によるラップ力の低劣化が不可避的な欠陥(泣き所)であるとされているのだが、「鏡面」作りという側面からは大きなアドバンテージ(優位点)であるということは理解されて良い。
このページの先頭に戻る→
■特論 リンギング現象と鏡面ラップ技法
この特論ページへ進む→
このページの先頭に戻る→
