三輪測範製作所(2014/07/09)
ブロックゲージによる寸法検定
| 〓本編〓 |
| ■ハサミゲージ・案内 |
| ハサミゲージ案内 |
| JIS規格の体系 |
| ハサミゲージの仕様 |
| ダイス鋼製ハサミゲージ |
| ステンレス鋼製ハサミゲージ |
| キー溝幅ゲージ |
| ■ラップ技法の技能と理論 |
| ハンドラップ・概説 |
| 遊離砥粒ラップ/湿式 |
| 固定砥粒ラップ/乾式 |
| ラップ定盤の話 |
| ハンドラップの技法体系 |
| ■ブロックゲージの話 |
| ブロックゲージの話 |
| ブロックゲージによる寸法検定 |
| リンギング現象 |
| ■熱処理について |
| 局部焼き入れの技法 |
①基準側を仕立てる



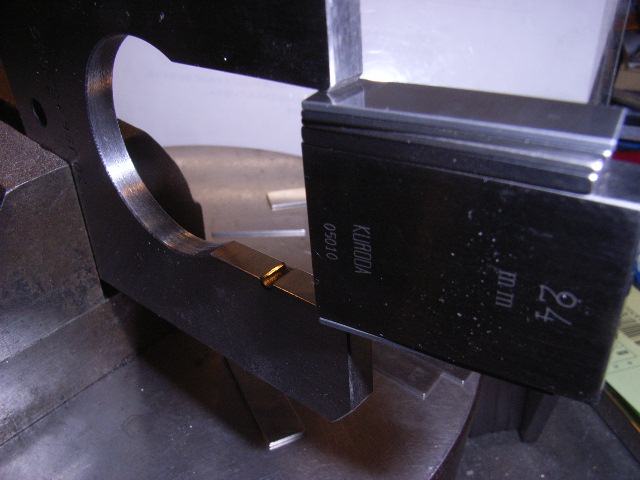
②測定部にブロックゲージを差し込む。
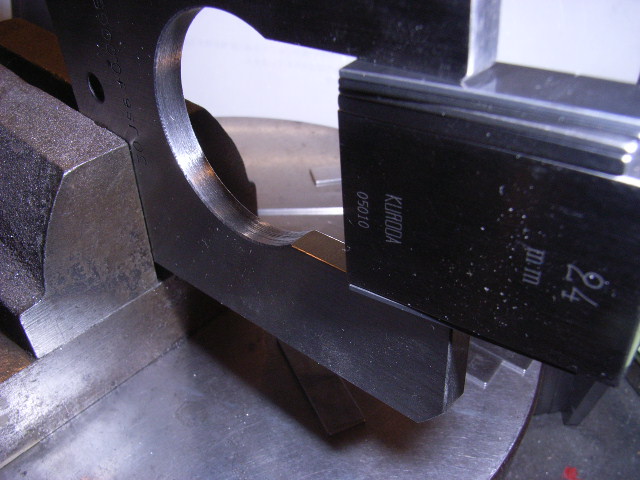
③奥まで差し込む際に、全体の当たり方を確認する。
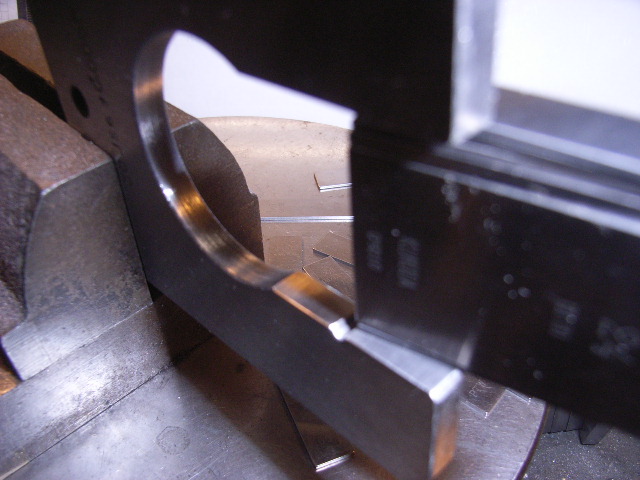
④奥に突き当たったら90゜回転させる。
⑤そのまま入り口側まで引き抜いてくる。

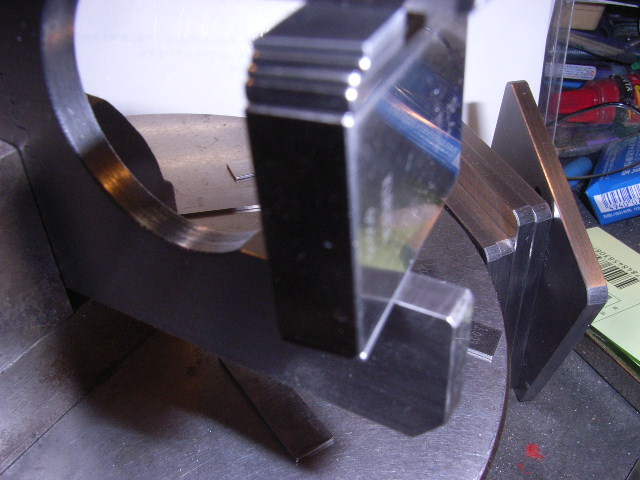
⑥両サイドから差し込む。
⑦両サイドから差し込む。
→このページの先頭に戻る
シフロキシン
ブロックゲージによる寸法検定
| 細目次 | ●ブロックゲージの寸法値 | → |
| ●測定・検定・校正の意味 | → |
|
| ●ブロックゲージによる測定の特質 | → |
|
| ●ブロックゲージによる寸法測定手順 | → |
●ブロックゲージの寸法値
21.0 + 1.9 + 1.09 + 1.008 47個+9個セット 4個で組み合わせる。
または、
24.0 + 0.998 47個+9個セット 2個で組み合わされる。
通常、103個セットを用いると47個セットに比べて1個少ない数で寸法を組み合わせることが出来るから、寸法基準としてブロックゲージを組み合わせる場合は、出来るだけ組み合わせるべき数個が少なく済むようにする。
このことは、ブロックゲージの一個一個に「公差」が認められているからで、名目呼称寸法に対して幾分かの製作公差があるものを組み合わせた場合、その総体の寸法値と平行度について誤差が累積していくわけだから、例えば複数個組み合わせて30mmになっているはずというものを1個の30mmのブロックゲージと比較校正した場合、必ずしも一致しているとは限らないということなのである。
この点について、「ブロックゲージセットにはそれぞれ個性がある」という言い方をしているのだが、JIS0級もしくは1級のブロックゲージにあっては、磨損がない限りは心配するべきような問題は生じない。
なお、複数個のブロックゲージを組み合わせた場合の全体の寸法値がどうなっているかを確認したいという場合、そのブロックゲージの「校正証明書」に記載された実測寸法値のそれぞれの中央値の算術和を求めるという意見があるのだが、累積していくのはそれぞれのブロックゲージ単体の持つ平行度の乱れだから、このような方法ではあまり意味がない。
このような考えだと、ブロックゲージセットのそれぞれのブロックゲージに、あるものは公差のプラス目に、あるものはマイナス目にと混在している場合、複数個組み合わせた場合にプラスとマイナスが相殺しあって全体精度が良好になるということになるはずなのだが、そんな公差のバラツキでブロックゲージが作られて良いはずがない。
私の場合は、便宜的なことなのだが、誤差論でいう「最小二乗法」で計算してみている。
このページの先頭に戻る→

●測定・検定・校正の意味
寸法の「測定」というのは、何らかの被測定物の特定の2点間の隔たりを何らか特定の測定方法を用いて計測することをいう。
特定の測定方法を用いるわけだから、何を測定方法として採用するかは時機に応じて任意のものである。従って、例えばノギスで25.00mmという測定結果値を得た場合、同じくマイクロメータで測定した場合に25.00mmの測定結果値を得た場合、この被測定物の被測定個所の寸法値は25.00mmで間違いないと判断されることになりそうなのだが、測定の実際にあっては、同じ25.00mmという数値であっても、それぞれの測定方法によってその結果値の意味が違っている。
それぞれの測定方法には、それぞれにおける寸法測定の寸法分解能が固有され、あるいは、寸法測定に際しての曖昧さが随伴されるものであるから、そのような誤差要因が含まれているのが測定結果値なのである。
そのため、それぞれの測定結果値を評価する場合に、25.10mmではなく24.90mmでもなく正しく25.00mmであるとどうして言えるのか、あるいは、25.01mmではなく24.99mmでもなく正しく25.00mmであるとどうして言えるのか、測定方法の精度分解能と測定の曖昧さを踏まえての結果評価になる。
こういった場合に、寸法測定における測定方法の選択の問題がある。
どこまでの精度で寸法測定結果を求めるか、そのための適切な寸法測定方法は何か、という点である。何であろうと結果数値が出せれば良いという問題ではない。
通常は、求めるべき測定結果の精度分解能に対してもう1桁詳細な精度分解能を発揮できる測定方法が選択される。
「検定」というのは、何らかの統一的な寸法基準を元にして、対象非検定物の計測寸法のその基準からの隔たりを検証する測定作業である。
ある特定ワークの寸法値が25.00mmでなければならないという規定があって、実際の測定値が24.99mmという結果を得た場合に、このワーク寸法のあり方として25.00mm±0.05mmであれば「合格」だという基準が設けられているならば、この測定結果は合格を意味する。25.06mmであったなら、もちろん不合格となる。
このように、検定という場合の測定作業は、測定結果値が何らかの合否判定基準を充足しているか否かの判断を伴うものであって、そのためには、合意判定基準の寸法幅に対して少なくとももう1桁詳細な測定分解能を発揮できるべき測定方法に基づかなければならないということになる。
このように、検定という場合は合否判断を伴うものであるから、その検定方法に過大な誤差要因が伏在している場合には、合意判断の前提条件が成り立たなくなってしまう。そのために、検定に際して採用されるべき検定方法の精度条件がが、寸法についての国家基準と結びつけられている必要がある。
このように、検定の場合の、その検定方法(検定手段、測定機器)に国家標準との繋がりが保証されているという条件が付加されているのが「校正」である。
「校正」という場合、通例では、寸法基準であるブロックゲージの校正をいうのだが、国家標準との繋がりが保証された測定手段を用いての測定作業も校正である。
但し、測定手段が校正されたものであるからその測定結果は常に絶対的に正しいと言えるものではないのであって、「測定における誤差要因」というのはいかなる測定の場合にも随伴するものであるから、その後作用院を出来るだけ除却する、あるいは、誤差要因の測定結果に対する影響を正しく見積もっていくということは不断に留意すべきことなのである。
このページの先頭に戻る→
●ブロックゲージによる測定の特質
ブロックゲージで寸法を組み合わせた場合、その全体は直方体になっており、その測定面(端面)間は平行になっているということが先ずその特質となっている。よくブロックゲージのことを「端度器」と指称され、両端面間の寸法値のみが強調されるのであるが、それでは不十分であろう。
JIS B 7420 でブロックゲージによるハサミゲージの寸法検定の方法が説示されているのだが、それによると、寸法値については、ハサミゲージにブロックゲージを挟み、ハサミゲージの作動荷重だけでちょうど通り抜けるときのブロックゲージの最大寸法をハサミゲージの寸法とする(ブロックゲージ法)。つまり、挟みゲージの測定面に対してはいわゆる測定圧の負荷が掛かってはいけないということであって、併せて、挟みゲージの測定部の弾性が測定に影響しないように留意するという意味を含む。また、ハサミゲージの測定部の平行度については、ブロックゲージ法で求めたゲージ部の寸法に平行度許容差を加えたブロックゲージが、ハサミゲージの作動荷重で、いずれの方向から入れてもゲージ面間に入り込まないことを確認する。なお、この寸法は最大許容寸法を超えてはならない。
つまり、この平行度の乱れというのはハサミゲージ測定面の「倒れ」のことをいうわけなのだが、この「倒れ」が認められる場合のハサミゲージの寸法値というのはその最小値のことをいうことになる。
以上の規定に基づいて、ブロックゲージによるのではなく例えば測長機等で2点間の寸法計測する場合、ハサミゲージ測定部のそれぞれについて5点もしくは8点での寸法計測をしないと、その平行度は確証されないことになる。それに対して、ブロックゲージによる場合、ゲージ測定面の「倒れ」を含め、寸法値及び平行度を明確に検証できる。
このページの先頭に戻る→
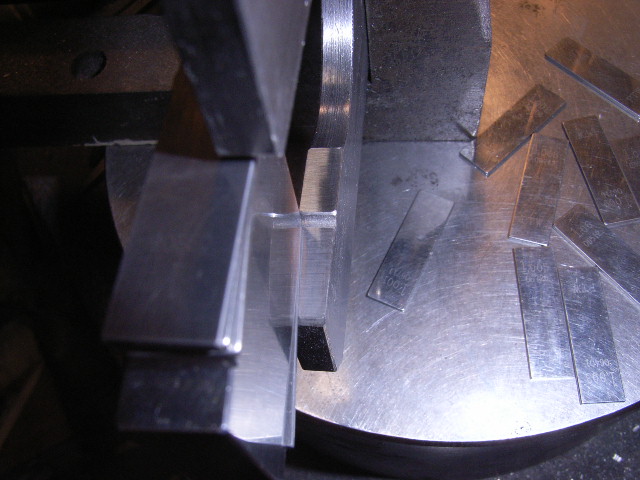
●ブロックゲージによる寸法測定手順
左欄の写真を参照して欲しいのだが、実際には左手でワークであるハサミゲージを保持し、右手で組み合わせたブロックゲージを操作して寸法測定を行う。写真に撮るためにワーク・ゲージをヴァイスに固定しているのだが、手順要領は明確だと思う。
①基準側を仕立てる。
平面度はオプチカル・フラットで検証し、その面の直角度は模範でチェックする。この仕立てが徹底されないと、ゲージ全体の精度要件が曖昧になる。
②測定部にブロックゲージを差し込む。
ブロックゲージ寸法に対してワーク・ゲージ寸法が小さな場合、ブロックゲージが挿入され得ない。
③奥まで差し込む際に、全体の当たり方を確認する。
ワーク・ゲージの平行度が確保されているけれども僅かにブロックゲージ寸法が大きな場合、差し込みが奥に至るにつれて固く感じるようになる。
④奥に突き当たったら90゜回転させる。
⑤そのまま入り口側まで引き抜いてくる。
この④⑤で何を見るかというと、測定面が「丸み」を帯びているかどうかの判断である。オプチカル・フラットが有効なのは、ダイス鋼製ハサミゲージの場合、概ね#1500程度なcBNラップ工具でラップしている場合なので、常にオプチカルフラットで検証できるわけではない。「透き見」で判定できるのは、概ね2μmまでの面の乱れである。
なお、ブロックゲージ寸法がワーク・ゲージ寸法よりも大きな場合、つまりこの場合はブロックゲージがワーク・ゲージを押し広げるような力を作用させているわけだから、ブロックゲージをワークゲージから引き抜いた場合、ワーク・ゲージの弾性によって「ピ~~ン」という音(振動)が生じる。これによって、ブロックゲージとワークゲージとの寸法差を判断できるというのも、ブロックゲージによる寸法測定の特質である。
また、ワーク・ゲージの測定面に「丸み」や「倒れ」がある場合、ブロックゲージはその乱れた面の最小値個所を頂点として回転する(全体が当たっていない)から、こういった側面からもワーク・ゲージの仕立て上がり状態が判読される。
⑥両サイドから差し込む。
⑦両サイドから差し込む。
②~⑤の手順によって、ワーク・ゲージの寸法値と平行度は検証できるのだが、念のためという意味合いもあって、ワーク・ゲージの両サイドからブロックゲージを差し込んでみる。
以上の手順によってワーク・ゲージの寸法値と平行度は検証できるのだが、その「平面度」と「面粗度」は判定できない。
こういう場合、ワーク・ゲージの測定面の仕立て上がりがブロックゲージ面とリンギングするという程度にまで仕立て上げられていれば、それが最も好ましい最上の仕立て上がりであるし、その検証のための特殊な測定機を用意しなければならないということにもならない。
ワーク・ゲージ面とブロックゲージ面とがリンギングしている場合、そのワーク・ゲージの寸法というのはブロックゲージ寸法に対して1μm小さいと判断される事例が多いのだが、であれば、実際にそうかと確認するために11μm小さい寸法にブロックゲージを組み直して検定してみれば良いだけのことなのだが、その場合にはブロックゲージはワーク・ゲージに対して「スコスコ」になることが分かる。それだけの「抵抗感覚」が生じるということである。
このページの先頭に戻る→