染料と染色に関する総合技術サイト
20. 繊維用助剤
 繊維製品には、染色用の助剤も含めて多くの助剤が使われています。
この章では、染色前の準備工程から機能加工を含めた仕上工程まで広い範囲に渡って使用される助剤について説明して行きます。
繊維製品には、染色用の助剤も含めて多くの助剤が使われています。
この章では、染色前の準備工程から機能加工を含めた仕上工程まで広い範囲に渡って使用される助剤について説明して行きます。
右の図では、それぞれのステップで、どの様な目的で助剤を使うのかをまとめてみました。
染色準備工程用助剤
綿やウールの精練/漂白については既に個々の章で説明しましたのでそちらを参考にして下さい。
この項では、精練や漂白に使う界面活性剤から話を進めて行きます。
染色の準備工程で目指すのは、被染物から染料の浸透を妨げる疎水性の不純物や、織りや編みに使用する油分を均一に、且つ、
出来るだけ取り除く事にあります。ご存知の様に、水と油を一緒にしても、そのままでは決して混ざりません。
この時にその境にできる面を「界面」と言います。この「界面」に作用して、両者を混ぜてやる働きをするのが「界面活性剤」です。
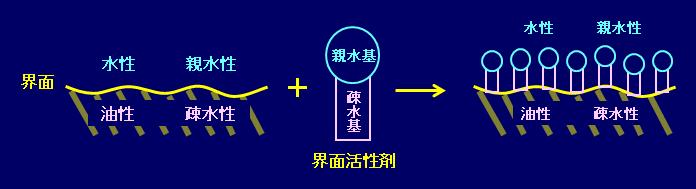
界面活性剤の分子は、疎水性の胴体に親水性の頭がついた「こけし人形」の様な形をしています。
この「こけし人形」を、分離状態にある水と油の混合物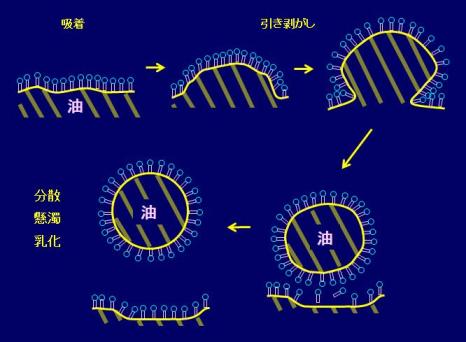 中に
放り込んでやると、疎水性の胴体は疎水性の油を求めて水の中を移動し、
界面に立ちあがった状態でくっつきます。
こうして、多くの「こけし人形」が同じ方向で隙間なく並ぶ(=配向)とどうなるでしょう?
液体状態での水の分子には、「ブラウン運動」と言って自由に動き回る性質があります。
このブラウン運動は、それに呼応する(親水性の)こけしの頭にエネルギーを与え続けます。
一方で、胴体は油に固定されたままですので、丁度、地面につきささった杭をゆすりながら抜こうとしている様な状態になります。
これが、表面に並んだ人形の全てに起こりますので、その結果、油表面のエネルギー状態が静から動へと変わります。
つまり、表面張力が大きく崩れその「界面」が「活性化」される訳です。
この時温度が高くなって水の分子運動が活発になると活性化は一層促進されます。
詰まる所この杭は、それが着いた部分をつけたまま引き抜け新たな油分の塊を作ります。
この現象が起こり続けると、油分はより小さい塊となり表面の活性剤と共に水中を自由に動き回ります。
この状態が、「分散」や「懸濁」や「乳化」と呼ばれる状態です。
中に
放り込んでやると、疎水性の胴体は疎水性の油を求めて水の中を移動し、
界面に立ちあがった状態でくっつきます。
こうして、多くの「こけし人形」が同じ方向で隙間なく並ぶ(=配向)とどうなるでしょう?
液体状態での水の分子には、「ブラウン運動」と言って自由に動き回る性質があります。
このブラウン運動は、それに呼応する(親水性の)こけしの頭にエネルギーを与え続けます。
一方で、胴体は油に固定されたままですので、丁度、地面につきささった杭をゆすりながら抜こうとしている様な状態になります。
これが、表面に並んだ人形の全てに起こりますので、その結果、油表面のエネルギー状態が静から動へと変わります。
つまり、表面張力が大きく崩れその「界面」が「活性化」される訳です。
この時温度が高くなって水の分子運動が活発になると活性化は一層促進されます。
詰まる所この杭は、それが着いた部分をつけたまま引き抜け新たな油分の塊を作ります。
この現象が起こり続けると、油分はより小さい塊となり表面の活性剤と共に水中を自由に動き回ります。
この状態が、「分散」や「懸濁」や「乳化」と呼ばれる状態です。
*分散(ぶんさん:Dispersion)-液体の中を、固体粒子が凝集することなく自由に動き回っている状態。
*懸濁(けんだく:Suspension)-広義には「分散」と同じ。0.1〜10μm
程度の固体微粒子やコロイド粒子の分散液としている説明もある 。
*乳化(にゅうか:emulsion)-疎水性の液体の中を、親水性の液体粒子が凝集することなく自由に動き回っている状態。または、逆。
界面活性剤には、陰イオン-アニオン、陽イオン-カチオン、非イオン、そして両性のものがあります。
一般に、酸やアルカリに安定ですが、エステル型の親水基を持つものは耐酸性が悪くなり、
疎水基の中にエステル結合を持つものは耐アルカリ性が悪くなります。
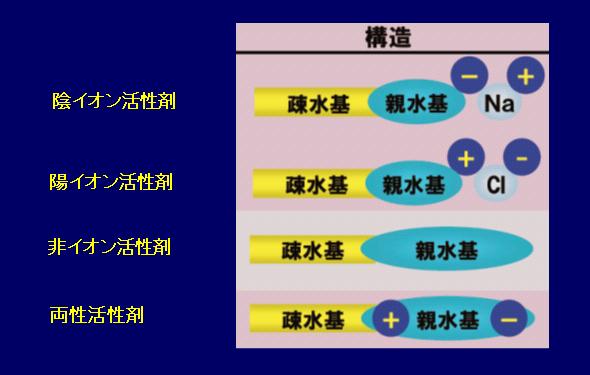
・陰イオン活性剤は、水に溶けるとアニオンとしての性質を示します。性能が優れ使いやすく価格も安いので、大きいシェアを占めています。
若干の毒性が認められるものもありますが、排水処理でほぼ100%除去できます。ただし、CODが高くなります。
アニオン性の染料とは相性上の問題はありませんが起泡性が高いのが欠点です。
・陽イオン活性剤は、通常の界面活性剤の様に使われる事はほとんどありません。
しかし、繊維用柔軟剤、撥水剤、帯電防止剤、殺菌消毒剤として副次的に重要な役目を果たしています。
ただし、陰イオン活性剤との併用は、沈殿を生じるためできません。また、一部の物質にアレルギー性や毒性が問題となるケースも出てきています。
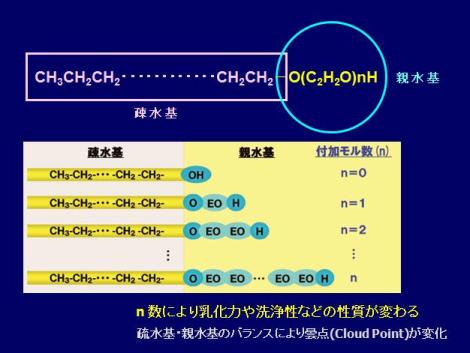
・非イオン活性剤は、親水基にエーテル結合や解離しない水酸基を持つことで水との水素結合を増やし、水中でイオン化することなく親水性を発揮します。
この型の活性剤は、活性剤本来の性質を色濃く持っていますので、多くの用途に使われており陰イオン活性剤と並ぶシェアを持っています。
同浴にある染・薬のイオン性を問わないメリットがありますが、残留により分散染料の染め足を抑えたり、サーマルマイグレーションを助長します。
また、フタロシアニンをベースとするアニオン染料の凝集を招きます。
右に示したのがその構造の概要ですが、EO=エチレンオキサイドの長さが長くなるほど水になじみやすくなります。
しかし、余り親水性が大きくなると、疎水性物質へ吸着して行く力が無くなってしまいます。
一方で、余り短すぎると引き剥がし効果や分散保持効果が足りなくなります。
つまり、相手とする疎水性物質、界面活性の目的に合わせて最適の付加数が決まってきます。
この親水性と疎水性のバランスを表わす指標に HLB (Hydrophile-Lipophile Balance)があります。
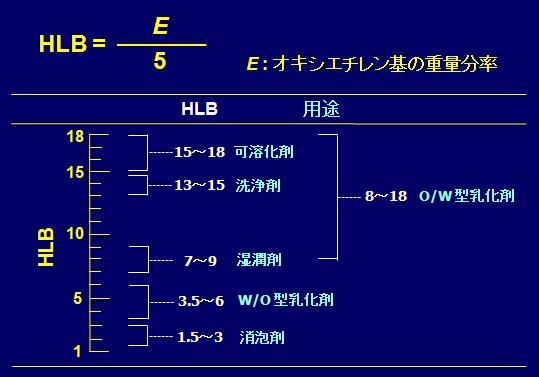 親水基にエチレンオキサイドだけを含む非イオン活性剤のHLBは、
右の式で表わされ、その大きさにより使用用途が決まってきます。
(他のイオン性の活性剤でも、計算式は変わりますが、それぞれに固有のHLBを持っています。
そのHLBを知る事により右図に従って用途特定が可能となります。)
親水基にエチレンオキサイドだけを含む非イオン活性剤のHLBは、
右の式で表わされ、その大きさにより使用用途が決まってきます。
(他のイオン性の活性剤でも、計算式は変わりますが、それぞれに固有のHLBを持っています。
そのHLBを知る事により右図に従って用途特定が可能となります。)
非イオン活性剤の溶解液を加熱して行くと、ある温度で急に透明性が失われる事があります。
これは、温度上昇で水との水素結合が切れ溶解度が下がってしまうためです。この温度の事を曇点(どんてん cloud
point)と言います。曇点は、HLBが大きくなると上がってきます。また、溶解度を下げる塩類が入ってくると下がります。
この曇点や、溶解度とHLB 値の関係は下の様に表わす事が出来ます。
| 曇点とHLBの関係 |
|
水溶性 | HLB範囲 | |
| 曇点 (℃) | HLB値 | |
分散せず | 1〜3 |
| 40℃以下 | 13以下 | 僅かに分散 | 3〜6 | |
| 約65℃ | 14 |
強力なかきまぜで ミルク状に分散 | 6〜8 | |
| 約82℃ | 15 |
安定なミルク状分 散 | 8〜10 | |
| 約94℃ | 16 |
半透明ないし透明 な分散 | 10〜13 | |
| 100℃以上 | 17以上 | 透明に溶解 | 13+ | |
非イオン活性剤の排水処理での除去率は
高くはありません。
かつては、構造中にフェノールを持つ非イオン活性剤が良く使われていましたが、
環境ホルモンの問題を回避するため高級アルコールベースの活性剤に代わっています。
・両性活性剤は、親水基に陽イオンと陰イオンの両方を持っており、等電点を境にして、等電点以下のpHでは陽イオンとして、等電点以上のpHでは陰イオン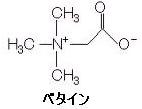 として作用します。
親水基の中の陽イオン性と陰イオン性のどちらを強くするかで等電点は変わってきますが、
使用上の制約も大きくなってきますので通常 7,0 で等電点となる様バランスを採っています。
等電点付近では、非イオン性を示し、溶解度、表面活性度が悪くなってきます。ベタイン型のものはこの欠点が少ないため主要な原料になっています。
価格が高いのが大きな欠点ですが、他の型の活性剤との併用性が高く、
使用pH範囲も広い事から、一部毒性が問題となる陽イオンに代えて柔軟剤や帯電防止剤、殺菌剤などとして使われています。
(陰イオンの時に洗浄力を、陽イオンの時に殺菌力を有します。)
として作用します。
親水基の中の陽イオン性と陰イオン性のどちらを強くするかで等電点は変わってきますが、
使用上の制約も大きくなってきますので通常 7,0 で等電点となる様バランスを採っています。
等電点付近では、非イオン性を示し、溶解度、表面活性度が悪くなってきます。ベタイン型のものはこの欠点が少ないため主要な原料になっています。
価格が高いのが大きな欠点ですが、他の型の活性剤との併用性が高く、
使用pH範囲も広い事から、一部毒性が問題となる陽イオンに代えて柔軟剤や帯電防止剤、殺菌剤などとして使われています。
(陰イオンの時に洗浄力を、陽イオンの時に殺菌力を有します。)
<追補>
近年「ライオン」が “ナノ洗浄” と謳い大々的に台所用新洗剤 “Magica” を宣伝しています。
示されているデーターを見ると、その効果は、従来の洗剤と比べ格段に優れている様に思われます。
この洗剤は、界面活性成分として植物由来の「MEE = メチルエチルエトキシレート(非イオン)」を用いているのですが、
MEE の優れた特性は、これまで使われてきた AE = アルコールエトキシレートとの立体構造の違いによるものだと解き明かしています
これを、
先のたとえに直すと、I 字 = 杭型の AE
に対し、MEE は、L 字 = 鍬(くわ)型をしており、より小さい塊でより強力に引き剥がすと言う事になります。
同社の関連サイトでは、この MEE にプラスして、タンパク質の疎水部位に働く酵素と、親水部位に働く酵素を共に使用する事で、
頑固な疎水性タンパク質による汚れもナノレベルに分解除去出来るとの事です。
染色用助剤
 染色作業の中でも、
多くの助剤が使われています。
その目的は様々だと思いますが、
使用により期待したい効果をまとめてみると左の様になります。
染色作業の中でも、
多くの助剤が使われています。
その目的は様々だと思いますが、
使用により期待したい効果をまとめてみると左の様になります。
(機械的に難点が無い場合には、各染料の染色メカニズムに対して正しい知識を持ち、
それを最善に保つ処方さえ組めば使用する助剤は最小限に出来ると思います。
よくやる過ちは、不必要な助剤を使い、その欠点をカバーするために、更に違う助剤を使ってしまう事です。
何かが起こったら、自分勝手に判断せず、先ず原点に帰り、染料メーカーの推奨処方をもう一度じっくり見直す事をお勧めします。)
 さて、それでは、
これら期待する効果を得るためにどの様な助剤が使われているでしょうか。
さて、それでは、
これら期待する効果を得るためにどの様な助剤が使われているでしょうか。
・浸透/脱気剤 -糸染めや、製品染めで強力な縫い目部分がある場合には、減圧や高温による炊きみが有効ですが、
それが十分有効でない場合には脱気/浸透剤を使用します。アニオン性・非イオン性・両性のものを含めて様々な浸透剤が販売されています。
・消泡剤には、破泡型のものと抑泡型のものがあります。破泡型のものはその都度最小限の量を加え、抑泡型のものは染色の最初から入れておきます。
前者には通常シリコーンエマルジョンを使いますが、
エマルジョンが壊れていると染料を吸着しスポット状のシミ汚れを生じたり染色機に付着し擦れ汚れの原因となります。
後者には、アルコール系(例.ポリオキシアルキレングリコールとその誘導体)があります。
抑泡型の使用量は、破泡型に比べて数十〜数百倍ですが、
効果が持続するため工程の管理が簡単になります。スポット汚れの心配もありません。
・浴中柔軟剤 -染浴中のロープしわによるムラを抑えるために、ポリアミド系高分子界面活性剤、ポリエチレンオキサイドラノリンエーテル、
ポリエチレンオキサイド脂肪酸エステル等が浴中柔軟剤として使われます。
また、湿潤時に硬くなる生地や製品染めの場合、生地同士、あるいは生地と機械が擦れ合って部分的な損傷が起こる場合があります。
こうした損傷が出来ると、大きい分子量や大きなミセルを作る染料(例.フタロシアニン構造を持つターキス)の染色性が変わってきます。
被染物を詰め込まない注意が必要ですが、表面平滑性を与える浴中柔軟剤の使用も有効です。
この場合には、浴中柔軟剤を精練・漂白工程から使わなくてはいけません。
また、その柔軟効果が、生地-生地型なのか、生地-機械(メタル)型なのか知っておく事も重要です。
・均染剤 -酸性染料やカチオン染料には、繊維親和型または染料親和型およびその両方の均染剤がありますが、
基本的には緩染効果を因にして均染を計ります。その使い過ぎは吸尽不足を招きますので注意する事が必要です。
反応染料に対しては、元々小さい親和性しか持っていませんので、有効な均染剤はありません。
その反応基に応じて、塩やアルカリ添加を含めた染色工程を工夫して下さい。
いずれにしましても、全ての染料に共通して言えるのは、染料選択と染色工程(温度/時間/流速・生地の回転速度)の組み方が最重要だと言う事です。
(これまでの章で行なった、染料毎の説明も参考にする事をお勧めします。
染色機械そのものも重要なファクターですがこちらの方は染色機の専門家におまかせします。)
分散染料用分散剤については、若干補足しておきます。
粉体または顆粒状の分散染料には、通常重量比で50%以上の分散剤が含まれています。
この分散剤は、製造工程に不可欠で、染色工程での初期分散にも重要な役目を果たしています。
しかし、分散染料の染色工程では二次的に起こってくる染料の凝集にも備えなければいけません。
ここで、染め浴に予めプラスしておく分散剤の効果が出てきます。
染料製造現場での代表的な分散剤は、製紙産業で副次的に得られるリグニンを原料とするリグニンスルホン酸塩と
アルキルナフタレンスルホン酸塩ホルマリン縮合物(慣用的に「タモール」と呼ばれる事も多い。平均縮合率3〜5。)の二つです。
前者は、安価ですが元々の褐色の色が繊維に着色する可能性があります。
また、分子構造中に還元性構造基を持っているためアゾ染料を還元変色させる可能性があります。
後者は、それに比べると割高ですが高温や塩類の添加に対しても優れた分散安定性を示します。
これらの分散安定機構はイオン的な反発力と立体効果による二次凝集の防止にありますが、タモールは、イオン反発力が、
リグニンではイオン反発力に加えて立体効果が働きます。
染色浴用の分散剤としてはこれらに加えて、(より高価な)カルボン酸塩系(例.ポリアクリル酸塩、スチレン等ビニル化合物とマレイン酸との共重合物等)や
ポリリン酸塩などが販売されています。しかし、通常のメーカーの分散染料を使い通常の染色を行なう場合には、前記二つの分散剤があれば十分です。
もし分散性の問題が出てもいたずらに分散剤をいじるのではなく、初期分散の方法や、何か分散を壊すものをいれていないか検討する事をお勧めします。
上にあげたアニオン性分散剤には、若干の起泡性があります。その点、非イオン系の分散剤は、起泡性は少ないですが、
(可溶化による)緩染効果が出るのと、後に残り分散染料の堅牢度を落とす可能性がありますので余りお勧めしません。
使うのなら、アニオン分散剤の補助として少量に限るべきだと思います。(染料の可溶化については、染料単独の時と比較して、アニオン系分散剤では数倍、
ノニオン系分散剤では最高40倍の増進効果があります。強過ぎる可溶化能は時として吸尽を落とします。)
・pHスライド剤 -主として酸性染料用に、初期にやや高めのpHで染料の吸収をおさえ、温度が高くなるとpHを下げる事で高吸尽を達成します。
pHが高い目の中和塩(例.酢酸ナトリウム)で出発し、酢酸や蟻酸を追酸して行く方法や、不揮発性の酸と揮発性の塩基の組み合わせ
(例.硫酸アンモニウム、
リン酸化合物+アンモニア 等)で行なう方法もありますが、市場に多く出回っているpHスライド剤を使う手もあります。
(分散染料を使用している場合には、分散剤を損なう可能性がありますので蟻酸は避けた方が無難です。)
ポリエステルのオリゴマー問題を解決する手段として、アルカリ性で行なうアルカリ染色が有効ですが、この場合、
ソーダ灰や酢酸ソーダなど通常のpH調整剤を使うと染料や分散剤の安定性を損ないます。この染色に使用するpH調整剤としてDiaserver
PH95がよく使われますが、同薬剤は実際はpHスライド効果を持つ特殊アルカリで、
分散染料が分解されやすい高温領域ではpHが低くなり影響を抑えています。
・pH 調整剤 -染色時、通常使われるpH調整剤は、酢酸、蟻酸(分散染料との併用は避ける)、酢酸ソーダ、硫安、
ソーダ灰(反応染料の固着アルカリとして)です。
これに加えて、重曹、苛性ソーダも稀にですが使われます。これらのpH調整剤は、単独でも使いますが、混合して使用すると、バッファー効果により、
より安定したpHを得る事が出来ます。
(試験室的には、与えられるpHが安定なリン酸塩もよく使われますが、現場では、コストと排水処理の両面から避ける傾向があります。)
・還元防止剤 -高温タイプの反応染料、ポリエステル/ウールの高温染色、
アルカリ可溶型で還元分解するチォフェン構造の青色分散染料及びその混合物を使用する時に使用します。
アルカリ条件下で起こる還元には、ニトロベンゼンスルホン酸ソーダを、酸性条件下で起こる還元には、ヨウ素酸カリウムを使用します。
両者共、液状下での安定性や消防法への対応を考えるとメーカーで予め調整されたものを使う方が良いかもしれません。
助剤を使って染着量を上げる事は出来ません。各メーカーの推奨染色処方は、染着を最大限にする事を旨として作られています。
助剤を不必要に追加すると、均染が悪くなったり、染着量がかえって下がったりします。
それでもどうしても染着量を上げたければ、物理的な方法を検討してみる事をお勧めします。
具体的には、機械的に無理のない範囲で、浴比を下げる事です。
助剤の使用で、染色温度を下げたり、染色時間を短くしたいと言うのもよく聞く話です。
分散染料にキャリアーを使うと言うのは昔はやった手ですが、作業環境や堅牢度への悪影響を考えれば現実的ではありません。
「急がば回れ」と言うのが正解です。染色は料理によく似ています。素材を厳選し、料理の仕方(染め方)を適切にすれば、
調味料(助剤)に頼らなくても良い料理になります。調味料の使い過ぎは、かえって全てを無駄にしてしまいます。
浸染で一般的に使用される染色助剤を挙げておきます。
| 繊維 | 染料 | 染色助剤 | 界面活性剤 |
| セルロース繊維 | 直接 | 湿潤浸透剤 | アルキル硫酸エステル 塩、 アルキルベンゼンスルホン塩、ジアルキルスルホこはく酸塩、 POEアルキルフェニルエーテル硫酸エステル塩、POEアルキルフェニルエーテル |
| 硫化 | 浸透均染剤 | 中性油硫酸化油、 アルキル硫酸エステル塩、POEアルキルフェニルエーテル 硫酸エステル塩 | |
| バット | 浸透均染剤 | アルキル硫酸エステル 塩、 POEアルキルフェニルエーテル硫酸エステル塩、POEアルキルフェニルエーテル | |
| 反応 | 湿潤浸透剤 | アルキル硫酸エステル 塩、 POEアルキルフェニルエーテル硫酸エステル塩 | |
| ウール | 酸性 | 均染剤 | 中性油硫酸化油、 アルキル硫酸エステル塩、POEアルキルフェニルエーテル |
| 絹 | 含金 | 均染剤 | アルキル硫酸エステル 塩、 POEアルキルフェニルエーテル硫酸エステル塩、 POEアルキルフェニルエーテル、POEアルキルアミン、ポリオキシエチレンポリオキシプロピレンブロック重合物 |
| アセテート | 分散 | 分散剤 | リグニンスルホン酸塩、
ナフタレンスルホン酸塩ホルマリン縮合物、
POEアルキルフェニルエーテル硫酸エステル塩、POEアルキルフェニルエーテル |
| ポリエステル繊維 | 分散 | 分散剤 |
リグニンスルホン酸塩、 ナフタリンスルホン酸塩ホルマリン縮合物、 POEアルキルフェニルエーテル硫酸エステル塩、 POEアルキルフェニルエーテル、PEOオルソフェニルエーテル硫酸エステル塩 |
| ポリアミド繊維 | 酸性 | 均染剤 | 中性油硫酸化油、 アルキル硫酸エステル塩、POEアルキルフェニルエーテル |
| 含金 | 均染剤 | POE アルキルフェニルエーテル、 POEアルキルアミン | |
| 分散 | 分散剤 | アセテートに準じる | |
| アクリル繊維 | カチオン | 緩染剤 | アルキルジメチルベンジ ルアンモニウムクロリド |
| 移染剤 均染剤 |
アルキルピリジウムクロ
リド、ベンジルピリジニウムクロリド、 POEアルキルフェニル |
洗浄工程用助剤
洗浄工程の目的は、
次の二つです。(1) 表面に付着している染料・助剤を除去。
(2) 反応染料では、繊維中の未固着染料の除去。
これに加えて、アニオン性を持つ水溶性染料では、(3)
洗浄・乾燥後に繊維内部の染料(反応染料の場合は未固着染料)が出て来るのを防ぐ。=FIX処理
と言う工程が入ってきます。
(1) より (3) を染料毎にまとめると、下の表の様になります。
| 染料 | (1) | (2) |
(3) FIX処理 |
| 直接染料 | 軽洗浄 水・ぬるま湯洗い | − | 必要に応じて行なう |
| 酸性染料 | 軽洗浄 水・ぬるま湯洗い | − | 必要に応じて行なう |
| カチオン染料 | 軽洗浄 水・ぬるま湯洗い | − | (必要に応じて行なう) |
| 反応染料 | 軽洗浄 水・ぬるま湯洗い | 強洗浄 ボイル洗い | 必要に応じて行なう |
| 分 散染料 | 還元洗浄 70-80℃ | − | − |
 軽洗浄には、通常助剤は使いません。ただし、水質が悪く、
カルシウムやマグネシウムが多い硬水を使わざるを得ない場合には、
金属封鎖剤を使うことで、表面で凝集付着している染料を解離させその除去を簡単にします。
反応染料の洗浄のキーポイントは、未固着染料の親和性を下げるための(1)軽洗浄での「塩類の除去」と、
(2)強洗浄における「染料の熱拡散」による繊維からの排出です。「塩類の除去」を決定するのは、浴比と回数です。
(アルカリ耐性のある置換型の染料では、塩の溶解を助けるぬるま湯の使用が効果的です。)
「染料の熱拡散」を決定するのは、洗浄の温度です。高温であるほど染料の分子拡散力が高まります。
(アルカリ耐性の低い付加型染料では、残留アルカリによる分解を防ぐため軽洗浄の工程で、中和工程を入れます。)
つまり、いわゆる「洗浄剤」は必要ありません。
敢えて入れるとするならば、染料の二次凝集を防ぐキレート効果を持つ薬剤ですが、軟水を使い「塩類の除去」がうまく出来ていれば不要です。
(アルカリ耐性のある置換型の染料では、1g/L 低度の少量のソーダ灰を添加することで、
繊維の表面電化を上げ、排出された未固着染料が再び繊維に入って行くのを防ぎます。
また、この添加は、染料の凝集を防ぐ事にも有効に働きます。)分散染料の洗浄工程として行なう、還元染料(または、酸化洗浄)では、
分解した染料残渣物を分散し繊維に再付着するのを防ぐため非イオン活性剤を使います。
この時、繊維との親和性の高すぎるものは、残留により分散染料の後セット後の堅牢度を落とす可能性があり危険です。
その意味では、還元洗浄後のアニオン洗いは、残量分解物の除去だけでなく、非イオン活性剤の除去にも役立ちます。
アニオン洗いは、アニオン性の洗浄剤を使い、還元洗浄より10℃低い温度で10-15分程度行ないます。
軽洗浄には、通常助剤は使いません。ただし、水質が悪く、
カルシウムやマグネシウムが多い硬水を使わざるを得ない場合には、
金属封鎖剤を使うことで、表面で凝集付着している染料を解離させその除去を簡単にします。
反応染料の洗浄のキーポイントは、未固着染料の親和性を下げるための(1)軽洗浄での「塩類の除去」と、
(2)強洗浄における「染料の熱拡散」による繊維からの排出です。「塩類の除去」を決定するのは、浴比と回数です。
(アルカリ耐性のある置換型の染料では、塩の溶解を助けるぬるま湯の使用が効果的です。)
「染料の熱拡散」を決定するのは、洗浄の温度です。高温であるほど染料の分子拡散力が高まります。
(アルカリ耐性の低い付加型染料では、残留アルカリによる分解を防ぐため軽洗浄の工程で、中和工程を入れます。)
つまり、いわゆる「洗浄剤」は必要ありません。
敢えて入れるとするならば、染料の二次凝集を防ぐキレート効果を持つ薬剤ですが、軟水を使い「塩類の除去」がうまく出来ていれば不要です。
(アルカリ耐性のある置換型の染料では、1g/L 低度の少量のソーダ灰を添加することで、
繊維の表面電化を上げ、排出された未固着染料が再び繊維に入って行くのを防ぎます。
また、この添加は、染料の凝集を防ぐ事にも有効に働きます。)分散染料の洗浄工程として行なう、還元染料(または、酸化洗浄)では、
分解した染料残渣物を分散し繊維に再付着するのを防ぐため非イオン活性剤を使います。
この時、繊維との親和性の高すぎるものは、残留により分散染料の後セット後の堅牢度を落とす可能性があり危険です。
その意味では、還元洗浄後のアニオン洗いは、残量分解物の除去だけでなく、非イオン活性剤の除去にも役立ちます。
アニオン洗いは、アニオン性の洗浄剤を使い、還元洗浄より10℃低い温度で10-15分程度行ないます。
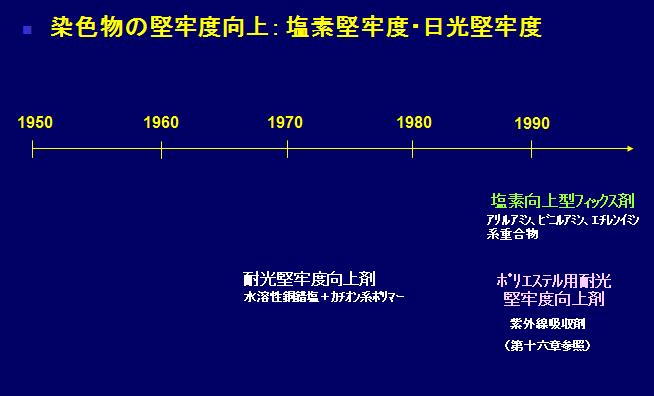
FIX処理剤
 綿用のFIX剤は、
アニオン性を持つ直接染料にカチオン性を持つ高分子をイオン結合させV der W 力と水素結合を増す所から始まりました。
しかし、この手法では染料の構造へ直接結びつきますので、大きく変色させたり、光への耐性が下がったりします。
また、この目的に主として使われてきたジシアンジアミドやジエチレントリアミンの持つアミノ基は、活性塩素を好んで補足するため活性塩素の蓄積が起こり、
塩素堅牢度の低下を引き起こす結果となりました。こうしたFIX剤は、その強いFIX効果を利用すため直接染料には今なお広く使われていますが、
色要求・堅牢度要求が高い分野には、繊維表面を広く覆う事で、染料を中に封じ込めるポリカチオン型のFIX剤が開発されました。
この型のFIX剤は、染料に直接結びつく訳ではありませんので、大きな色変や堅牢度低下は起こりません。
綿用のFIX剤は、
アニオン性を持つ直接染料にカチオン性を持つ高分子をイオン結合させV der W 力と水素結合を増す所から始まりました。
しかし、この手法では染料の構造へ直接結びつきますので、大きく変色させたり、光への耐性が下がったりします。
また、この目的に主として使われてきたジシアンジアミドやジエチレントリアミンの持つアミノ基は、活性塩素を好んで補足するため活性塩素の蓄積が起こり、
塩素堅牢度の低下を引き起こす結果となりました。こうしたFIX剤は、その強いFIX効果を利用すため直接染料には今なお広く使われていますが、
色要求・堅牢度要求が高い分野には、繊維表面を広く覆う事で、染料を中に封じ込めるポリカチオン型のFIX剤が開発されました。
この型のFIX剤は、染料に直接結びつく訳ではありませんので、大きな色変や堅牢度低下は起こりません。
ナイロンの堅牢度向上には通常タンニン処理が行なわれます。この時主として使われるタンニンは、アニオンですが、非常に大きい高分子で、
処理により水に不溶性の物質となりナイロンの表面を覆うと共に繊維自体の細隙を塞ぎます。
結果的にアニオン性を持つ酸性染料の外側をアニオン被膜で覆い、アニオン同士の反発力で染料が出て来るのを抑え込みます。
風合いが硬くなるのが欠点ですが、ナイロンの濃色染めには良く行なう処理です。以前は、植物から抽出したタンニンを、
酒石酸で不溶化する二浴法が行なわれていましたが、現在では、一浴処理で済む合成タンニン主体の一剤型配合品に移行しています。
カチオン染料の場合には、染料の選択を正しく行なえば、通常FIX処理を行なう必要はありませんが、湿潤堅牢度をより完全にしたければ、
アニオン性の多価フェノール誘導体がFIX 剤として販売されています。(例.カチオンフィックス3A(センカ))
その他のFIX処理として塩素堅牢度を向上させるものがありますが、FIX処理と称しているものの染料の湿潤堅牢度を上げる作用はありません。
具体的には、カチオン性を持つ第ニ級アミンのポリマーを使用します。
このポリマーは、自らが塩素分解することで活性塩素を殺しますが、それ故に永続性はありません。
日光堅牢度を向上させる紫外線吸収剤については、既に前章で説明しましたのでここでは省きます。
繊維用後加工剤
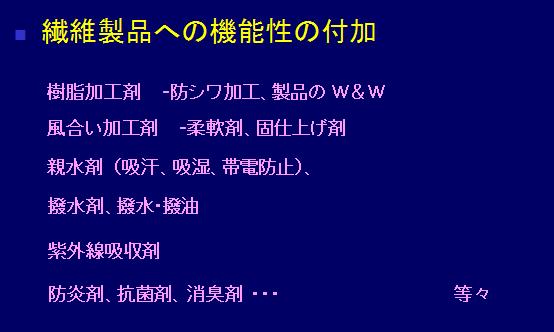 現在市場で販売されている衣服には、
ほぼすべてと言ってよい程何らかの機能加工が施されています。
その種類を上げ出したらきりはありませんが、主なものを抜き出しただけでも左の様なリストが出来上がります。
この内幾つかについては更に説明して行きたいと思います。
現在市場で販売されている衣服には、
ほぼすべてと言ってよい程何らかの機能加工が施されています。
その種類を上げ出したらきりはありませんが、主なものを抜き出しただけでも左の様なリストが出来上がります。
この内幾つかについては更に説明して行きたいと思います。
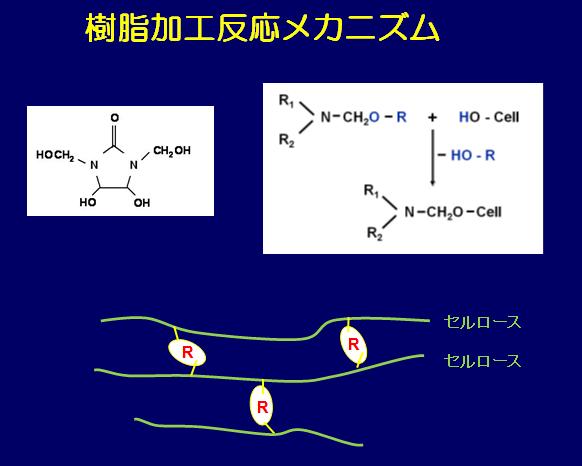
樹脂加工剤
繊維製品の品位を上げるため防シワ性は重要なファクターです。
熱可塑性を持つポリエステルやナイロンの場合には、染色後のヒートセットでこれに対応する事が出来ます。
そして、一度ヒートセットすれば、その条件を超えるエネルギーが加わらない限り、洗濯後も防シワ性が持続します。
しかし、綿製品ではヒートセットの効果はありません。
これに代わるのが樹脂加工です。既に説明しましたが、綿の繊維中では、セルロースの高分子鎖が、V der W
力や、水素結合によって、ある程度の間隔を持って一定方向に並んでいます。
洗濯により、この隙間に沢山の水分子が入ってくると、そうした結合力が失われます。
そして、乾燥により水が出て行った時には、元とは違う近くの繊維素同士で固まってしまいます。つまり、乾燥時のシワがそのまま残ってしまう訳です。
こうした現象を予防するのが樹脂加工です。
樹脂加工のメカニズムは、右下に示した通りで、セルロースに反応する樹脂を使い、
隣り合う分子鎖の間を架橋する事によりその動きを止める事で成り立っています。
一般的な加工方法としては、パディング法で樹脂液とそれを反応させるための触媒を生地に配し、乾燥後乾熱処理で、樹脂と繊維との反応を完了します。
通常の条件は、150〜160℃X2〜3分です。
以前はジメチロール樹脂が良く使われていましたが、同樹脂では樹脂化触媒にホルマリンを使うため経時分解でホルマリンが発生してしまいます。
このため、ホルマリン規制を避けがたい分野にはグリオキザールを触媒に使うジメチロールヒドロキシエチレン尿素樹脂が使われています。
一般的にこうした樹脂加工を行なうと樹脂の硬化と繊維構造の固定により、どうしても風合いが硬くなってしまいます。
これを改善するため、湿潤した状態やある程度水分を残した状態で長時間かけて長い架橋結合を作る方法も見出されています。
 |
 |
その他にも繊維製品に使われる様々な樹脂がありますが、価格も含めそれぞれに特徴を持っています。
主なメリットとデメリットをその構造式と共に上げておきます。
これらの樹脂は、繊維と反応するのではなく、接着剤の様に固まる事で、繊維の動きを封じます。
樹脂加工剤で窒素を有するものの多くでは加工により塩素堅牢度が向上します。これも、樹脂加工の大きなメリットです。
 これらの樹脂加工を行なう時、様々な機能を与える後加工剤が併用されます。次にそれらの後加工剤の主なものを紹介します。
これらの樹脂加工を行なう時、様々な機能を与える後加工剤が併用されます。次にそれらの後加工剤の主なものを紹介します。
先程、樹脂加工で風合いが硬くなる理由を説明しました。使用用途によって、これを改良あるいは更なる柔軟効果を与えるために左の様な柔軟剤を追加します。
 左に上げた後加工剤は、生地に平滑性を与えます。
左に上げた後加工剤は、生地に平滑性を与えます。
平滑性を与えられた生地は、柔軟でなめらかな風合いになります。摩擦堅牢度の向上も見られます。
綿は乾燥状態では、幾分硬い風合いを持っています。それを改良し、柔らかな風合いを与えるため、柔軟剤が多用されます。
こうした柔軟剤は、家庭洗濯用にも広く使われていますが、その特徴は、左に示した通りです。
(近年、カチオン性の柔軟剤は、アレルギーやアトピーの問題を起こす可能性(=感作性)があるため避けられる傾向があります。
これに代わり両性の柔軟剤が出てきました。
処理は、上に挙げた連続法でも行なわれますが、吸尽染色では、FIX処理と同浴、もしくは、FIX処理の後、水洗を兼ねて別浴で行ないます。
親水加工剤
主として、
疎水性を持つ合成繊維に使用する助剤です。
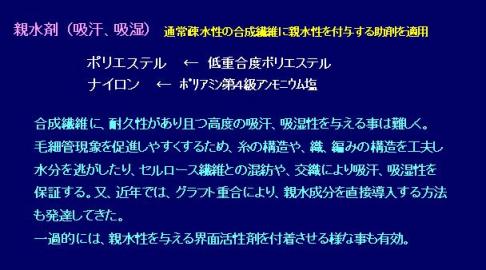
親水加工を行なう事により、単に吸水性が改善されるだけではなく、一般的に帯電性を緩和したり、
洗濯時の*汚れ落ちを良くしたり、**落ちた汚れの再付着を防止したりする効果が現れます。
連続法や吸尽法で適用できますが、ポリエステルでは分散染料での染色工程に添加する事も可能です。
この場合には、染料の凝集を招かないため染法に工夫が必要です。
また、還元洗浄に苛性ソーダを使用するとケン化し効果が失われるため、ソーダ灰もしくはアンモニアを使います。
ナイロンは、繊維に含むアミノ基に親水性があり、ポリエステルよりは良好な親水性を持っています。
この親水性を更に高めるためポリアミン処理が行なわれます。
この処理においても、感作性リスクを回避するため、カチオン性のアミン化合物から、ノニオン性のポリアミン誘導体に変わってきました。
また、更に高級ゾーンでは、より人間の皮膚に優しい生体親和性を持つリン脂質物質(例.リピジュア(日油(株))も使われています。
*防汚加工(SR加工 Soil Release) **防汚加工(SR加工 Soil Redeposition)
(ちなみに、汚れを付き難くする加工も防汚加工と呼ばれる。この加工に当たる英語は、Soil
Resistantで、やはりSR加工と呼ばれる。)
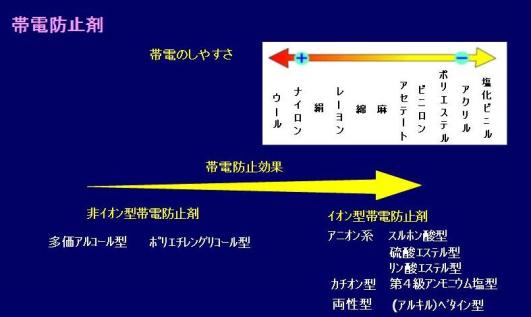 親水性加工剤は、帯電性も防止しますが、
帯電防止効果だけに焦点を当てた加工助剤も多く市販されており、
対象となる繊維、価格、効果、持続性など要求に合わせて選ぶ事が出来ます。
この中で非イオン性の防止剤は、
分散染料のサーマルマイグレーションを亢進しヒートセット後の湿潤堅牢度を落としますので、使用する時は事前確認が必要です。
親水性加工剤は、帯電性も防止しますが、
帯電防止効果だけに焦点を当てた加工助剤も多く市販されており、
対象となる繊維、価格、効果、持続性など要求に合わせて選ぶ事が出来ます。
この中で非イオン性の防止剤は、
分散染料のサーマルマイグレーションを亢進しヒートセット後の湿潤堅牢度を落としますので、使用する時は事前確認が必要です。
紫外線吸収剤
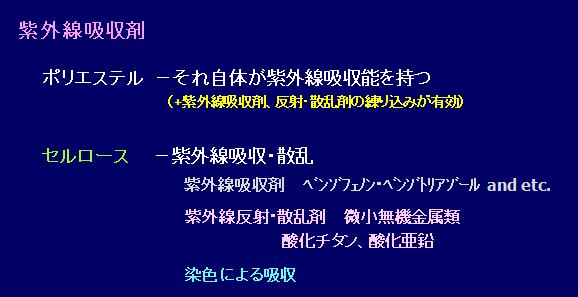 染料の日光堅牢度を上げるためではなく、
人間の皮膚への紫外線の影響を軽減するため、
紫外線吸収剤を繊維につける紫外線吸収加工があり通常UVカット加工と呼ばれます。
ポリエステルの場合は構造中のベンゼン核に紫外線を吸収する効果がありますので、加工の必要はありません。
(PLAの様な脂肪族ポリエステルは別です。)綿やナイロンなどには、ポリエステルにも使う耐光用紫外線吸収剤を、樹脂剤と併用して熱固着します。
ノニオン性のものだけではなく、アニオン性のものもカチオン性のものもありますので、様々な繊維に応用可能です。
ちなみにカチオン性のものは、綿、ウール、シルクなどアニオン性の繊維に、樹脂なしに連続法または吸尽法で耐久性のあるUVカット効果を与えます。
(例.シャインガード W-51 ニュー (センカ(株))
染料の日光堅牢度を上げるためではなく、
人間の皮膚への紫外線の影響を軽減するため、
紫外線吸収剤を繊維につける紫外線吸収加工があり通常UVカット加工と呼ばれます。
ポリエステルの場合は構造中のベンゼン核に紫外線を吸収する効果がありますので、加工の必要はありません。
(PLAの様な脂肪族ポリエステルは別です。)綿やナイロンなどには、ポリエステルにも使う耐光用紫外線吸収剤を、樹脂剤と併用して熱固着します。
ノニオン性のものだけではなく、アニオン性のものもカチオン性のものもありますので、様々な繊維に応用可能です。
ちなみにカチオン性のものは、綿、ウール、シルクなどアニオン性の繊維に、樹脂なしに連続法または吸尽法で耐久性のあるUVカット効果を与えます。
(例.シャインガード W-51 ニュー (センカ(株))
酸化チタンの一部の結晶形を持つもの(アナターゼ型)は、紫外線を吸収して活性酸素を作る触媒効果があります。この効果によりUVカット効果を与えます。
ただし、それ自体は繊維に親和性を持ちませんので顔料と同じ様に樹脂で留めなくてはいけません。
この時、樹脂自体にも活性酸素の作用が及びますので堅牢な樹脂を使う必要があります。
酸化亜鉛にもそうした触媒効果がありますが酸化チタン程は強くありません。
酸化チタンの一般的な結晶形(ルチル型)では、触媒効果はほとんどありませんが、それでもなお、光の散乱効果で、ある程度のUVカット効果を与えます。
いずれにせよ、白色を持つ金属酸化物の微小粒子は、紫外線を散乱し皮膚に届く量を少なくします。
理屈では、紫外線を吸収する染料(例えば蛍光染料)で染色すれば、紫外線吸収効果が出ると考えられますが、そうした染料は少なく、
量的にもUVカット効果を得る程使う事はありません。
(通常の合成紫外線吸収剤については、前章でも説明しています。)
撥水・撥油
 メチル基などそれ自身疎水性の高い置換基を
ムカデの足の様に多く持つ助剤で繊維表面を覆うと、
水が容易に近付けなくなり撥水性が出てきます。
メチル基などそれ自身疎水性の高い置換基を
ムカデの足の様に多く持つ助剤で繊維表面を覆うと、
水が容易に近付けなくなり撥水性が出てきます。
パーフルオロアルキルを持つフッ素化合物は、水や油など一般的な液体の中で一番低い表面張力を持っています。
このため他の水や油が来てもこの化合物の層で跳ね返してしまいます。
透湿撥水は、水の単分子である水蒸気は通すが、雨水の様な大きい水の塊は通さない構造を繊維生地に与える事で成り立ちます。
これは、極細の疎水性繊維で糸を作り密度を高くした織物を作る事で達成できますが、
一般に販売されているレインウェアの多くは、撥水加工に加えてコーティングやボンディング法も応用して防水/透湿/撥水を達成しています。

ボンディングマシーン
Bonding
Machine
こうした、透湿撥水加工で最も有名で実績のある製品が「ゴアテックス」です。
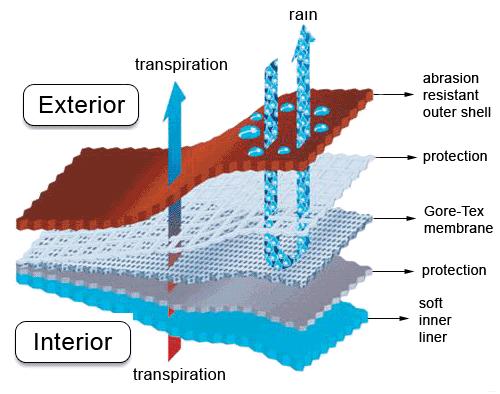 左が「ゴアテックス」の基本構造として公開されている展開図ですが、見て分かる様に、
ボンディングを駆使した5層構造となっています。
左が「ゴアテックス」の基本構造として公開されている展開図ですが、見て分かる様に、
ボンディングを駆使した5層構造となっています。
難燃・防炎加工
通常の衣服に
*難燃加工や*防炎加工を施す事はそれ程多くありませんが、
カーペットやカーテンなどのインテリア、
車の内装材へ向けた繊維製品ではごくありふれた加工となっています。
また、最近では一部の寝具、パジャマなどにも難燃処理を行なう場合があります。
「難燃」と「防炎」の違いは明確ではありません。
これらの言葉のルーツをたどると、「難燃」は建築基準法に、「防炎」は消防法に行きつきます。
英語では、「難燃」は、resistance to flame = 火に対する耐性、「防炎」は、fire prevention = 火災防止
ですからこれもうなずけます。
慣用的には、酸素消費量が元々大きく燃えない素材を「難燃」、「防炎」とは素材に手を加えて自己消火性を与えたものと言う風に解釈されていますが、
「防炎加工」で燃え難くなった素材も「難燃」である事は間違いありません。いずれにせよそれ程はっきりした区別はないと言う事です。
御存知の様に物が燃えると言う事は、可燃性の物質が酸素と結び付き熱と光を出しながら次々連鎖・拡大して行く事です。
これに対して、高分子物質の燃焼を一つの化学反応として捉えると、熱による分解→ラジカル生成反応の連鎖・拡大と捉えられます。
従って、何らかの方法でこの連鎖を断ってやれば、燃焼は止まります。
具体的に、繊維の難燃性を達成するには、右の三つのファクターです。
その為に使われる助剤と、難燃を与えるメカニズムを、右に示します。
現在、環境問題から、効果の高いノンハロゲン難燃剤をより安全な加工剤へ切り替えるための試行錯誤が繰り返されています。
これらの助剤の適用では、後加工により、繊維に付与する他、車の内装材では、分散染料での染色時に併用添加します。
ただし、この同浴使用の場合には、染料も含めた分散管理が必要です。
また、染料によっては変色を起こすのものも多いので事前チェックを行ない、適切な染料を選ばなくてはなりません。
こうした、難燃剤以外にも、不燃性の無機物を単純に乗せるだけの加工も用途によっては有効です。
天然繊維も難燃加工を行なう場合があります。
例えば、現在は、アラミドなど難燃素材が使われる防火服の分野でも、以前はプロバン加工が広く行なわれていました。
これらプロバン加工やピロバテックス加工では、ハロゲン物質を全く使用しないため、最近になって再び脚光が当たっています。
その処理は、染色の後加工として Pad-dry-bake
で行ないますが、染色には処理で変色が少ない染料を選択する事が必要です。
難燃素材で、指定された試験機関で特定の、「防炎」や「難燃」試験をクリアできれば、申請→審査の過程を踏まえた上で認証ラベルが与えられます。
こうした認証ラベルは、人が多く集まる公共的な建物へのインテリア素材の販売には重要なポイントとなっています。
How
Its Made - Fire/Heat Resistant Clothing
その他の機能加工
 その他多くの機能加工があり、
思いつくままに挙げて行ったらあっという間に左のスライドが出来上がりました。
中には、繊維自体に機能剤を練り込んで得る効果も多々ありますが、染色時、あるいは、染色後様々な手段で施す加工も数多くあります。
使う助剤も、高度な合成化学物質から、トルマリンなどの鉱物(マイナスイオン加工に使われる)、植物抽出物のキシリトール(涼感加工に使われる)、
エビやカニなどの甲殻類を原料とするキチン・キトサン(殺菌作用)など広範に渡っています。
こうした機能付与に近年広く使用されるのが、マイクロカプセルです。
”マイクロカプセル” と聞くと小さなカプセルの中にどの様にして成分を閉じ込めるのか不思議な感じがしますが、
実際には、油溶成分なら水溶性モノマーと、水溶成分なら油溶性モノマーを使いエマルジョンを作り、
それを蒸発乾固させる事で微細カプセルにします。
モノマーの選定や乾固技術にノウハウは必要ですが、技術そのものはそれ程特殊な物ではありません。
マイクロカプセルを利用すると機能剤の効果はカブセルの破壊と共に現れるので、徐放性が必要な香料や長期的な抗菌性保持等に有効です。
その他多くの機能加工があり、
思いつくままに挙げて行ったらあっという間に左のスライドが出来上がりました。
中には、繊維自体に機能剤を練り込んで得る効果も多々ありますが、染色時、あるいは、染色後様々な手段で施す加工も数多くあります。
使う助剤も、高度な合成化学物質から、トルマリンなどの鉱物(マイナスイオン加工に使われる)、植物抽出物のキシリトール(涼感加工に使われる)、
エビやカニなどの甲殻類を原料とするキチン・キトサン(殺菌作用)など広範に渡っています。
こうした機能付与に近年広く使用されるのが、マイクロカプセルです。
”マイクロカプセル” と聞くと小さなカプセルの中にどの様にして成分を閉じ込めるのか不思議な感じがしますが、
実際には、油溶成分なら水溶性モノマーと、水溶成分なら油溶性モノマーを使いエマルジョンを作り、
それを蒸発乾固させる事で微細カプセルにします。
モノマーの選定や乾固技術にノウハウは必要ですが、技術そのものはそれ程特殊な物ではありません。
マイクロカプセルを利用すると機能剤の効果はカブセルの破壊と共に現れるので、徐放性が必要な香料や長期的な抗菌性保持等に有効です。
<追補 1>
「機能加工」として捉えられるものの一つに “吸湿発熱” があり、多くの「機能性繊維」にそれを示すラベルが付けられています。
ウールが元々そうした機能を備えている事は「7.
酸性染料」の章で述べましたが、それについて分かりやすく説明して欲しいとの要望がありましたので、ここで説明します。
水を加熱すると蒸気になる事は誰でも知っています。つまり、液体状態にある水分子が、与えられた熱エネルギーを
運動エネルギーに代え空中を自由に飛び回る訳です。これを、目で見える式にすると、 水分子 +
熱エネルギー
⇔ 水分子 + 運動エネルギー (蒸気)
と言う関係になります。
この事は、 “蒸気” を動けなくすると、熱エネルギーが取り出せると言う事を意味しています。
(シリンダー乾燥器を思い浮かべて下さい。シリンダーに蒸気を吹き込むと、蒸気はドレンとなり水に戻りますが、その結果としてシリンダーが熱せられます。
スケールは違いますが、繊維の “吸湿発熱” も同じです。)
これを、ウールの “吸湿発熱” に当てはめて考えてみましょう。第 7 章で述べた様に、
ウールはそのクリンプ(縮れ)構造により大量の空気を繊維中に取り込む事が出来ます。
この事は、蒸気が入り込める空間も十分に大きい事も意味しています。体から発散された蒸気がここに入り込むと、
繊維の細胞間を満たしている親水性充填物質に取り込まれ=固定される訳です。この時、それの持つ運動エネルギーが繊維に転化され “発熱”
現象が起こります。
合成繊維でもこの原理を利用すれば “吸湿発熱” させる事が出来ます。
具体的には、1. 繊維を嵩高くし蒸気を多く取り込む。 2. 蒸気と繊維を接触させる機会を増やす。 3.
繊維に出来るだけ多くの蒸気を固定する。
の3つが鍵になります。この内(1)と(2)は、マイクロファイーバー化した繊維を、嵩高く織ったり編んだりする事で可能となります。
吸湿性の大きい繊維と組み合わしたり、その編み・織りの中に対流構造を与えたりすれば効果はより大きくなります。
(ちなみに、ここでの “嵩高さ” は、単純な生地の “厚さ” ではなく、繊維構造の立体性を意味します。)
(3)は、繊維構造中に、親水性の極性基
(-OH, -NH2, -COOH, -COONa,
-CONH2 等)を多く与える事により達成されポリアクリレート繊維がよく使われます。
これと、上の “透湿撥水” を組み合わせれば水に濡れても吸湿発熱性は損なわれません。
もちろん、極性基の数は有限ですので、発熱がいつまでも続く訳ではありません。
効果を再現する為には、衣服を乾燥し吸着された水分を飛ばす必要があります。
こうした、物質の相変化を利用して衣服の温度を後加工で調整しようとする技術の一つが、
“アウトラスト” です。
“アウトラスト” では、 ワックス
(固体)
+ 熱エネルギー ⇔
ワックス
+
運動エネルギー
(液体) と言う関係を利用します。 具体的に言うと、
着用温度領域で融解する特性を持つパラフィンワックスを
マイクロカプセル に閉じ込め繊維に固定します。この加工をした衣服を着て、暖かい室内から寒い戸外へ出ると、ワックスが固化し発熱します。
逆にエアコンで冷やされた室内から、暑い戸外へ出るとワックスが液化し熱を奪います。
ちなみに、こうした物質は相変換物質(PCM=Phase Change Material)と呼ばれます。
“吸湿発熱” と同じく、後加工による “機能” ではありませんが、湿式紡糸や溶融紡糸の技術を利用し、
太陽光を熱エネルギーに変換する光熱変換粒子(例.光触媒反応を起こすため極く微量のアンチモンを入れ込んだ酸化錫)や、
石焼き芋の原理に従って熱吸収→ 遠赤放射効果のあるセラミックを練り込んだ繊維等も特許化されています。
更には、単純に、繊維そのものの伸縮・伸長で起こる分子間の摩擦により発熱する繊維も特許化されています。(例. 旭化成 ストレッチエナジー)
この場合には、繊維そのものへの運動エネルギーを熱エネルギーに変える訳です。
ところで、昨今“保温・保湿”が、当たり前になり、その心地良さから日常の
みならず、就寝時にまで着続けるライフスタイルが、
当たり前になっています。しかし、そうした習慣で、背中に“カビ”が発生し、ニキビ状の赤斑を生じる事は意外に知られていません。
ご注意の程!!
<追補 2>
昨年都内でヒトスジシマ蚊を媒介とするデング熱騒動が起こり、それが瞬く間に日本全国へ飛び火しました。
地球温暖化が進む今日こうした騒動はこれからもより頻繁に起こるものと思われます。そんな中、
使用繊維に防蚊(ぼうぶん)性を持たせた衣服が脚光を浴びています。この加工は、
2011年8月に改訂された経済産業省の文書では、「紡織又は編んだ布地に防蚊剤を打ち込むことにより、人体に蚊が寄りつくことを防ぐ最終加工」
とされています。つまり、繊維に後加工を施す事により蚊に刺されなくなる訳でアウトドアには格好の素材です。
除虫菊から作った蚊取り線香に火を付ければ蚊を追い払える、あるいはやっつけられる事は誰しも知る事ですが、その歴史は19世紀にまで遡ります。
除虫菊の煙が蚊に殺すのは、その中に含まれるピレトリンが蚊の脳の働きに影響し、遂には死に至らしめる作用があるからと解明されています。
(つまり、彼らには神経毒として働く訳です。)このピレトリンを人工的に合成したものがピレスロイドで、多くの種類があり中には毒性の高いもの
-発がん性や環境ホルモンの疑いが持たれているものまであります。
 毒性の面でより安全とされている防蚊剤が、右の「ディート(DEET:
N,N-ジエチル-3-メチルベンズアミド)」と呼ばれる化学物質です。
このDEETは、第二次世界大戦で蚊の多い熱帯ジャングルで戦う事になったアメリカ陸軍により、
何千何万という化学物質の中から、
人体に安全で、なお且つ、防蚊効果を示すものとして見出されました。
毒性の面でより安全とされている防蚊剤が、右の「ディート(DEET:
N,N-ジエチル-3-メチルベンズアミド)」と呼ばれる化学物質です。
このDEETは、第二次世界大戦で蚊の多い熱帯ジャングルで戦う事になったアメリカ陸軍により、
何千何万という化学物質の中から、
人体に安全で、なお且つ、防蚊効果を示すものとして見出されました。
DEETの、防蚊作用については、下の様に幾つかの説が挙げられています。
蒸散し 1. 蚊の触角に入り込むことで、炭酸ガスを感知させない作用をする。
2.
蚊の湿度感覚器の穴をふさいでしまい人から出る水蒸気が感知出来なくなる。
3. 蚊が反応する人の臭気成分を消してしまう。
4. 人の臭気を感知する細胞に結び付き、人を感知出来なくする。
しかし、その発見が実際的な取捨選択の結果であった事から、はっきりした決着はまだ着いていません。
(いずれにしろ、DEET が蚊に働くと、我々は透明人間となってしまう様です。)
それでは、テキスタイル分野で働く我々が、「防蚊加工」を行なう時留意すべき点を考えてみます。
1.
確かに防蚊性能が認められる事。 (これは、当たり前の事と思われるかもしれませんが、JISの様に公的に定められた試験法がある訳でなく、
評価を専門に請け負う機関もありませんので、自主的な基準を設け自社試験の結果で合否を判定しているのが現状です。
従って、誰が見ても、納得でき再現性もありそうな試験である事が重要です。)
2. 人に対して毒性を持たない事。 (接触毒性、吸引毒性、経口毒性、及び、それらによる蓄積毒性、感作性 等。
防蚊製品は、赤ちゃんや幼児に使用される事も多くこの点は特に重要です。)
3. 工場環境を損なわない事。 (引火性、発火性、爆発性、有毒ガスの発生、悪臭 等。)
4. 環境中に排出される事により環境汚染を引き起こさない事。 (着用後の廃棄による環境汚染や分解による汚染 等。)
5. 効果が長持ちする事。 (加工剤が、蒸散、あるいは、摩擦作用により短時間で失われない事。及び、繰り返し洗濯への耐性。)
更に、以下は他の繊維加工と同じです。
6. 素材の持つ快適さを損なわない事。
(風合いだけでなく、吸湿性や帯電性、あるいは、不快臭の発生など。)
染色布に対して応用する場合には、
7. 加工剤あるいは加工そのものにより着色しない事。
8. 染色堅牢度を落とさない事。
これと関連して、9. 他の機能加工の機能と相容する事。 等が挙げられます。
もちろん 10. 加工工程が簡単で再現性が良好な事。 11. コスト的に適合する事。 は言うまでもありません。
これまで繊維製品の防蚊加工にはほとんどの場合DEETが使われてきました。安全性の面からすると、天然抽出物の方がより安全そうですが、
そうした抽出物のほとんどは多成分が混ざったものであり、
種の違いばかりでなく生産地、生産時期によって性能がばらつく可能性があります。また、
一般的に防蚊効果の高い成分ほど蒸散性(揮発性)が高く忌避効果が時間の経過と共に急速に低下する事も欠点でした。
しかし、分留技術の進んだ進んだ今日では、天然物での成分調整もより簡単に行なえる様になり。更に、効果の持続性においても、
マイクロカプセルの使用で、ほぼ自由に調整する事が出来る様になりました。これが、今日天然由来の防蚊加工剤もよく見られる理由になっています。
この一方、市場には蒸散とは別のメカニズムで蚊を追い払う防蚊剤も現れました。
帝人ネステックスとアースが共同開発した有機エステル系化合物(シクロプロパンカルボン酸エステル等。特許実施例では、3-Phenoxylbenzyl
(1R)-cis/trans-chrysanthemate)がこれに当たります。この防蚊剤は不揮発性ですが、
蚊との接触により吸血行動を阻害するため、DEET
に比べ効果が長持ちする事を特徴としています。同社ではこの薬剤を乳化し樹脂バインダーと共に繊維に応用し、
スコーロンとして優れた風合いと耐洗濯性を確保しています。
ここで注意点を一つ、こうした防蚊剤は、ある程度選択的に働きますので、その使用に当たっては、
ターゲットとする種族の蚊に対する効果が本当にあるのか確認しておく事が必要です。
逆にペットとしての動物や魚類に対して悪影響がないかも確認しておかなければなりません。
悪影響がある場合には。その旨明記しておかないと消費者からのクレームに繋がる恐れがあります。こうした注意は、防ダニ加工についても同様です。
“防蚊”をキ―ワドに検索をかけると幾つものHPが出て来ます。
全てのHPを網羅する訳にはいきませんが、参考となりそうなものをリンクしておきます。
先ず、基礎的な知識です。ディートに対して否定的なHPも添付しておきます。こうした意見がある事も知っておいて損はありません。
安
全な忌避剤
(虫除け)の使用方法 み
んなで防ごう!デング熱 虫除け剤 ディート ピレスロイドの特長は?
こちらは、具体的な防蚊素材とそれを使ったウェアの例です。
防蚊加工モステクト素材 フー
ドタンクトップ 犬用
最後に、助剤メーカーが、扱っている防蚊剤もいくつか紹介しておきます。(この内ナインセクトは樹脂練り込み型の防蚊剤です。)
大和化学工業(株) マイクロコロンHYC、
アニンセン
CLC-3600S
東亞合成 ナインセクト MC-150
 最近この分野で、“ペルメトリン”
と言う化学物質が現れており、例えば、“米インセクトシールド(Insect sield)”
の製品にこの物質が使われています。このペルメトリンもピレスロイド系殺虫剤の一種で、上の「 ピレスロイドの特長は?
」の表にもその特徴と共に出て来ます。“インセクトシールド” の場合には、衣料用途への応用で、その安全性・効果については、
米国環境保護庁(EPA)にも登録されています。
一方、医薬・保健用途において世界の多くの国でシラミなどの外部寄生虫駆除用や疥癬の治療(ヒゼンダニの駆除)に用いられていますが、
日本では医薬品としての認可はありません。
最近この分野で、“ペルメトリン”
と言う化学物質が現れており、例えば、“米インセクトシールド(Insect sield)”
の製品にこの物質が使われています。このペルメトリンもピレスロイド系殺虫剤の一種で、上の「 ピレスロイドの特長は?
」の表にもその特徴と共に出て来ます。“インセクトシールド” の場合には、衣料用途への応用で、その安全性・効果については、
米国環境保護庁(EPA)にも登録されています。
一方、医薬・保健用途において世界の多くの国でシラミなどの外部寄生虫駆除用や疥癬の治療(ヒゼンダニの駆除)に用いられていますが、
日本では医薬品としての認可はありません。
<追補 3>
2019年暮から始まったコロナウイルスによる脅威は、それまでの人類による活動を根本的に変える程の大きなインパクトを与えました。
“アベノマスク”は、頗る愚かな企てでしたが、今なお日常的にマスクの着用から逃れられずワクチン接種を止めることも出来ません。
そうした中、市場には“抗ウイルス素材”やそれを使った“抗ウイルスマスク”が売られてます。
“抗ウイルス”効果を得るための加工は、大きく分けて 1. “銅”や“銀”等の無機系金属及びその錯塩が持つ殺菌性を利用したもの。
(光触媒作用のある酸化チタンもこのグループに入ります。) 2.
ウイルスが持つたんぱく質を変質させ、不活化するカチオンポリマー等の有機系抗ウイルス剤。 の二つに分かれます。
より詳しい資料として「抗ウイルス材料・表面に関する科学技術の最近の動向」の題で出された科学技術予測セン
ター 特別研究員
蒲生秀典 氏 の文献を紹介しておきます。
まとめ
この章の中ほどで、染色を料理に例えました。
そのたとえで行くと、料理の下ごしらえは、準備工程、料理は、染色工程となり、後加工は、仕上げ、
機能加工はさしずめトッピングと言う事になるでしょうか。
それぞれについてそれぞれの大切さがあります。それを十分理解してこなして行けば十分おいしい料理が出来上がる筈です。
染色工程では、助剤は調味料の様なものです。
料理に味が浸み込むのも、染料が繊維に染み込むのも、単純に言えば水の分子運動の結果です。
温度を低くしたり、時間を短くするために、訳の分からない調味料=助剤を使い過ぎるのは禁物です。
料理の世界は、圧力釜と電子レンジの登場で大きく変わりました。ポリエステルの染色で使う高温高圧染色機は、圧力釜と同じ原理で染色を行ないます。
連染で新たに登場したEcontrolプロセスや、ECO-Flashプロセスの原理は、スチーム付き電子レンジの考え方にきわめて似ています。
両者共、物理的なエネルギーで水の分子運動を高めたものです。そうした正攻法の手段を超えるだけの力は助剤にはありません。
後加工についても、本当に期待できる効果があるのか疑問に思われるものも多く、あったとしても、それがどうした? 私たちの生活に本当に必要なの?
と言わざるを得ないものが、現れては消え、消えては現れると言うのが現状ではないでしょうか。これでは、行き着く所がありません。
もちろん、病は気からと言いますので全てが無駄だとは言いませんが、正直、消費者は半信半疑を通り越して、無関心の状態になっていると思います。
デザイン、風合い、最小限の機能 そして日本発と言う確かな品質で勝負したいものです。
Appendix 機能素材検索
繊維関連の機能加工素材については、このHPの、別章「繊維商標・加工名称」にも挙げていますが、
手を替え品を替え似たようなものが発表される為リスト化しようにもきりがありません。
具体的な品目の検索に、取り敢えず Google等で検索したり、紡績/化繊メーカーのHPをチェックするのも手ですが、
ネット上にはそれらを幾つかまとめたサイトを紹介しておきます。 → 日本化学繊維協会編
「活躍する化学繊維」