
日本食文化の醤油を知る -筆名:村岡 祥次-

| 第3章 天然醸造醤油とは | ||
|
第3章 天然醸造しょうゆ |
||
|
「天然醸造しょうゆ」とは ■天然醸造しょうゆ(本醸造) 昔ながらの製法である天然醸造は、多くの手間と数年という時間をかけて造られます。だから、本物のしょうゆと言えるのです。 春夏秋冬の四季の移り変わりに任せて自然な環境の温度変化に任せて行う醤油づくりを天然醸造法と言い、昔ながらの醤油は一年から三年かけて麹菌など醸造に利用されている有用微生物(麹菌、醤油酵母、醤油乳酸菌)を活用するという伝統的手法で、微生物の代謝及びつくり出す酵素によって発酵・熟成されます。醤油の旨みを深めるには、2年くらいの熟成期間が必要なのです。 醸造微生物である麹菌、乳酸菌、酵母の働きでつくられた醤油は、天然醤油本来の「ふくよかな香り」が強くあらわれ、「甘、酸、鹹、苦、旨味のバランスのとれた味」、「澄んだ美しい赤みをおびた色」を備えています。 ■近年、食品の自然志向・本物志向の広がり 現在、醤油の製造には大量生産に向いた脱脂加工大豆がタンパク質原料の主流となっています。ところが近年食品の自然食・天然食志向、さらには本物志向の波が広がり、醤油の場合も丸大豆・天然仕込みが徐々にではあるが全国各地でなされるようになってきました。 丸大豆仕込みは脱脂加工大豆仕込みに比較して、作業性の面や経営的面において不利な面が多いといえます。しかし、成分的にはアルコールとグリセロール(グリセリン)の生成量が多くて、しかも諸味(もろみ)中からの揮発性成分の逸散が極めて緩慢で、発酵の持続性も良好です。したがって官能的に、はなやかですっきりした香りとまろやかな味が特徴の醤油にできあがります。 ■原料の大豆が、「脱脂加工大豆」ではなくて「丸大豆」である 醤油の原材料としての大豆には、大豆に含まれている油脂分を取り除き大量生産に向く「脱脂加工大豆」と何ら加工していない大豆そのものの「丸大豆」があります。 大豆は約20%の油脂分と約35%のタンパク質で構成されています。「脱脂加工大豆」とは、醤油の原料用として大豆から、醤油製造上必要なタンパク質を残し、あまり必要のない油脂分をとりのぞいた大豆のことを言います。大豆そのままのものを「丸大豆」と呼びます。丸大豆は成分的には国内産が外国産よりも全窒素、全糖ともにやや多く、形状も一定で優れています。  一般的に醤油の原料の大豆は、大豆の脂肪を抜いた「脱脂加工大豆」と、大豆を丸ごと使用した「丸大豆」があります。脱脂加工大豆はフレーク状になっていて、丸大豆より少ない量で醤油を造ることができ、微生物の分解が早く、4ヶ月~6ヶ月といった短い発酵熟成期間で醤油を造ることができます。それに比べて丸大豆は微生物の分解が緩やかなので、それだけ長い発酵熟成期間を必要としますが、色、味が濃い醤油が出来上がります。
伝統的な本醸造は、大豆・小麦・塩・水から、麹菌や酵母、乳酸菌などによる分解・発酵により熟成されゆっくり時間をかけて造られ、醤油本来の色・味・香りが生まれます。製造過程でもアミノ酸液や酵素分解調味液、食品添加物を含まない、天然醸造が本来の製法です。 本醸造方式は、大豆、小麦に種麹を加えて「麹(こうじ)」を造り、塩水を加え「諸味(もろみ)」を造り、麹菌や酵母、乳酸菌などによる分解・発酵により熟成されゆっくり時間をかけて造られ、醤油本来の色・味・香りが生まれます。 発酵を支える微生物のうち、麹菌は味、乳酸菌は香味や色、酵母菌は香りの決め手となります。蔵にもともとあった酵母菌は、その蔵独自のしょうゆの香りに影響します。このため、伝統的な製法を守るしょうゆ蔵では、製造の過程で蔵に付着した酵母の助けを受けた醤油ができます。 本醸造の中でも、酵素を添加しないで醤油麹のみで作られている、化学的に合成された食品添加物を使用していない、という条件を満たして製造されているものに、「天然醸造」の表示が許可されています。伝統的な製法=天然醸造が本来の醤油の作り方です。 ◇「天然醸造」とは人工的な温度管理をせず、自然の力のみで発酵させます。 原料の「大豆=丸大豆」「小麦」等に「こうじ菌」をつけ、食塩水とともに仕込んだものを「醤油もろみ」といいます。その「醤油もろみ」を発酵させて熟成させる醸造期間において、発酵を促進するセルラーゼなどの酵素などの『発酵促進剤』、他には『酵母』『酵素』『乳酸菌』などの添加物を一切使用せず、さらに人工の加温もせずに四季の寒暖のみで自然熟成させた本醸造醤油を特別に、 「天然醸造醤油」とJAS法で定義されています。 熟成環境を人工的にコントロールして発酵を促進する方法と違い、天然醸造醤油は春~夏、冬を経て翌年までじっくりと発酵させ、最低1年以上は寝かせます。仕込んで1年経ったものは「香り良し」といい、2年経つと「味良し」3年で「コク」が出ると言われています。大規模工場の生産ではない、一般に手造りと言われる醤油は、この長い工程を経て出荷されます。 醤油「こうじ菌」と「酵母」 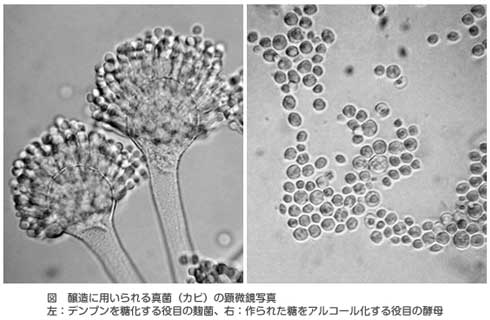 ◇天然醸造醤油には食品添加物、保存料が入っていない 天然醸造醤油の原材料は、大豆、小麦、塩、麹、水だけです。食品衛生法で決められた科学的に合成された食品添加物は使用していません。 現在、大量生産されている一般の醤油には添加物として、甘味料(D-ソルビトール等)、着色料(カラメル等)、保存料(安息香酸トリウム等)、増粘安定剤(キサンタンガム等)、酸味料(クエン酸等)、調味料(アミノ酸等)、日持向上剤(チアミンラウリル硫酸塩)、pH調製剤(乳酸)があります。本来の製法では、必要ありませんが、大量に早く安く製造するために使われているのが大半です。 しょうゆ製造における微生物の働き (参考文献:ソルト・サイエンス・シンポジウム 2011 「しょうゆの科学と歴史」/田上秀男、おいしさを科学する「発酵」/著者不詳、醤油製造技術の系統化調査「JASと日本の醤油」/小栗朋之、しょうゆづくりの歩みと麹菌の関わり/松島健一朗、醤油と味噌の微生物/小熊哲哉、醤油醸造での醤油乳酸菌の働きとその影響/田中昭光) しょうゆ醸造は、麹菌・酵母・乳酸菌等、色々な微生物が関与するので、その発酵過程は複雑である。しょうゆづくりにおける麹菌の役割を端的に言えば、タンパク質の分解ということになる。調味料として旨味を醸すためには、大豆などの穀物由来のタンパク質を分解して、可溶性ペプチド・アミノ酸を生成し、うまみの素であるグルタミン酸含量を増加させることが重要である。 こいくちしょうゆの主原料は大豆、小麦、食塩であり、大豆はタンパク質、小麦はデンプンとタンパク質の供給源である。食塩は塩味の素であり、しょうゆ醸造中の腐敗を防止する重要な役割を担う。大豆及び小麦を加熱処理することにより原料を殺菌、変性し、原料成分のタンパク質と炭水化物の酵素分解を促進させる。 丸大豆を醤油の原料として用いる場合には、先ずこれを水に浸漬し、圧力をかけて蒸煮する。これは加熱殺菌と生のタンパク質の分解性をよくするためである。一方、小麦は妙って割砕する。小麦は炒るのは加熱殺菌とデンプンの分解性向上、そして割砕しやすくするためである。 この様に処理した大豆と小麦を略等量ずつ混合し、これに麹菌 Aspergillus sojae の胞子を植えつけると麹菌が繁殖、3~4日後にはしょうゆ麹(こうじ)が出来上る。麹の中には、麹菌によってしょうゆづくりに必要な多量の酵素(プロテアーゼやアミラーゼ、セルラーゼなど)が生産、蓄積されている。主要な酵素はタンパク質からアミノ酸を作るプロテアーゼ及びペプチダーゼ、 デンプンからブドウ糖を作るアミラーゼなどである。 このしょうゆ麹を、食塩水と共に木桶や大きなタンクの中に入れて混合する。これを諸味(もろみ)と云う。諸味は、17~18%の高い食塩濃度下で酵素分解と耐塩性乳酸菌、酵母の発酵を低温(30℃以下)で長期間かけておこなわせる。大豆や小麦のタンパク質やデンプンは、製麹時に麹菌が生産するプロテアーゼやアミラーゼなどの酵素の作用により、諸味中でアミノ酸や糖にまで分解される。 諸味の中では醤油乳酸菌( Tetragenococcus halophilus )と醤油酵母が働いている。麹菌以外の微生物には諸味中で働く耐塩性乳酸菌、耐塩性酵母があり、醤油酵母には主発酵酵母Zygosaccharomyces rouxii と熟成酵母のCandida属( Candida versatilis , Candida etchdsii 等)がある。乳酸菌と言えばヨーグルトやチーズなどの乳製品を思い浮かべるが、しょうゆ作りにもそれとは異なる乳酸菌が関与する。一般的な乳酸菌の性質と大きく異なる点は耐塩性であり、生育にもっとも適した食塩濃度は5~10%であるが、24%の食塩濃度でも生育が可能である。 大豆たんぱく質は、諸味の中でプロテアーゼ及びペプチダーゼの酵素の作用を受け、約20種類のアミノ酸にまで分解する。これらのアミノ酸の中で、グルタミン酸は強力な"旨味"を持ったアミノ酸、アラニンやグリシンは甘味を持ったアミノ酸である。また、大豆の中の脂質は麹菌の出すリパーゼという脂質分解酵素によって、"甘み"を感じる物質グリセリンに分解される。 小麦のデンプンからは、微生物の働きにより糖類・グルコース(ブドウ糖)、グルタミン酸、乳酸、エチルアルコールなどの主要な香味物質が生成される。また、色物質やしょうゆに特有な香り成分も生成される。 しょうゆ醸造にかかわっている酵母は、清酒の酵母と同様、古くは野生の酵母が蔵付き酵母として仕込み桶に住み着いたものであり、それが醤油の特徴的な香りを生成することにより、各仕込み蔵特有の品質に大きく影響を及ぼしてきたといわれている。 しょうゆの醸造過程ではもともと、酵母によるアルコール発酵がおこなわれている。小麦と大豆のデンプンが糖に分解されて、その糖をエサに酵母がアルコールを作る。しょうゆに占める割合は2~3%くらいである。何れにしても、これらアミノ酸の混合物が醤油の味の基となる。一方、小麦の中のデンプン質も、諸味中で麹中の酵素アミラーゼによって分解されて糖類・グルコース(ブドウ糖)となる。 この糖類のグルコース(ブドウ糖)が微生物のエネルギー源となって乳酸菌( Tetragenococcus halophilus )や酵母( Zygosaccharomyces rouxii )が繁殖し、色々な成分が複雑に反応し合って、あの醤油独特の香味成分が出来上がるのである。更に、後熟酵母( Candida versatilis や Candida etchdsii )が増殖を始め、醤油香気である 4-エチルグアイアコール( 4-Ethylguaiacol ) や 4-エチルフェノール( 4-Ethylphenol ) の生成を初めとして、醤油の多様な"香り"を生成する。乳酸菌( Tetragenococcus halophilus )の役割は、乳酸を発酵生成することで、諸味のpHを低下させることであるが、さまざまな糖、アミノ酸資化性を示すことで、乳酸由来の"酸味"以外にも醤油に多様な風味を付与すると考えられている。 しょうゆの香りの成分は、約300種類の香気成分が確認されているが、その中でもしょうゆに特徴的な成分は主に酵母が生成する。しょうゆの香りを代表するメインの成分というものはなく、量的には少ないが100種類以上の香りの成分が集まって、全体として、あのしょうゆ独特の魅力的な香りを形成している。しょうゆの最大の魅力とも言える加熱時の香ばしい香りは、糖分とアミノ酸からアミノカルボニル反応で副生するピラジン化合物やアルデヒド化合物などである。 しょうゆの色はアミノカルボニル反応でできる「メラノイジン」という物質だが、これは非常に多数の似た構造で、大きさもまちまちの複合系である。諸味中での反応は弱酸性下にて還元状態で進行するため赤味のある"色"物質ができる。一方、製品になってからは空気中の酸素による酸化反応が主で黒色化する。 丸大豆中の大豆油は、しょうゆ醸造過程で醤油あぶらへと変化する。こうして、半年から1年たつと諸味の発酵が終了する。この熟成諸味を圧搾した「生しょうゆ(生揚げ醤油とも呼ぶ)」を静置しておくと下層にオリが沈降し、上層には醤油あぶらが浮上する。これらを分離除去する。 生しょうゆは、残存微生物の殺菌、酵素の失活、火香の生成、色の調整、滓(オリ)の発現等を目的に80℃内外の温度で加熱処理(火入れ)を行う。生じたオリを除いた後、容器に詰めたのが市販されている「醤油」である。醤油は腐敗しにくく、唯一、しょうゆ酵母の仲間である白い膜(通称,白カビ)の産膜酵母が醤油の表面に生えるが健康危害は生じない。 <しょうゆ製造における微生物の働き> 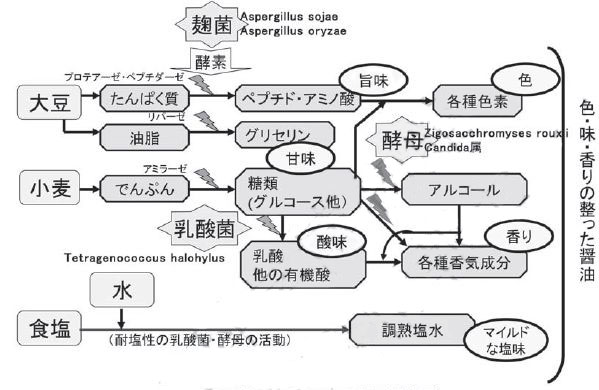 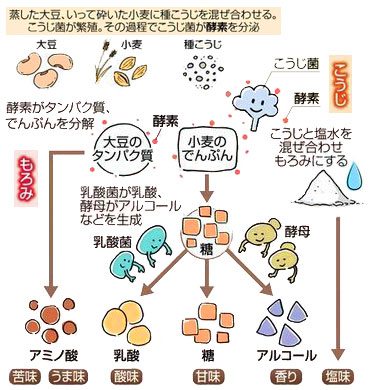 醤油製造の工程 伝統的な「本醸造」は、大豆、小麦・塩・水から、麹菌や酵母、乳酸菌などによる分解・発酵により熟成されゆっくり時間をかけて造られ、醤油本来の色・味・香りが生まれます。本醸造は江戸時代から続くシンプルな作りの醤油です。製造過程の「もろみ」の段階で、大豆のタンパク質を塩酸分解してつくったアミノ酸液や酵素分解調味液を混ぜてつくる方式を「混合醸造」方式といい、「もろみ」を搾った醤油(生揚げ醤油)にアミノ酸液を添加したものは、「混合」方式といいます。 現在の基準では、様々な食品添加物を「調味料(アミノ酸類)」とまとめて表示できるため、混合醸造や混合方式の醤油に、実際にどのような食品添加物が使われているのか、ラベルから判断することはできません。混合醸造や混合方式の醤油が良くないとは、一概には言えませんが、どのような食品添加物が使われているか、気になる方は本醸造醤油を選ばれることをお勧めします。 本醸造の中でも、醸造を促進する酵素を添加しないで醤油麹のみで作られている、化学的に合成された食品添加物を使用していない、という条件を満たして製造されているものに、「天然醸造」の表示が許可されています。 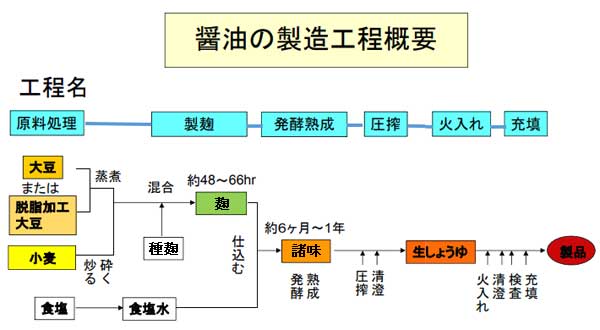  しょうゆの基本の原材料は、大豆・小麦・塩の3種類。まず、蒸した大豆(脱脂加工大豆)と炒った小麦をほぼ等量混合し、種麹を加えて「麹(こうじ)」をつくります。これに食塩水を加えて諸味(もろみ)を作ります。ときどき撹拌しながら発酵熟成させ、この諸味を搾ったものが「生しょうゆ(生揚げ醤油とも呼ぶ)」です。 さらに、上に浮かんだ油と底に沈殿した混濁物を取り除いて加熱(火入れと呼ばれます)をします。加熱によって殺菌だけでなく色、味、香りを整えます。最近では、火入れ殺菌せず、微細なフィルターで菌を除去する方式を採用するところもあります。
天然醸造と関連語の表示 「JAS法の品質表示基準」で、表示が厳しく規制されている用語があります。 各用語では以下の条件を満たす場合に限り“天然醸造”や“手造り”等の表示を許可しています。 【天然醸造】 しょうゆにおける天然醸造の表示に関して、「天然醸造」の表示ができる条件は下記の通りになります。
【手造り】 本醸造方式で酵素添加をせず、化学的に合成された食品添加物を使用していない「天然醸造」によるもので、麹(こうじ)は麹蓋(こうじぶた)あるいは箆(むしろ)で製麹(せいぎく)し、手入れは機械を使わず人の手で行っていて、さらに諸味(もろみ)の攪拌(かくはん)も手作業で行っているものは「手造り」などの用語を表示出来ます。
【蔵、木桶】 木桶仕込み天然醸造とは、長年の歳月を経て、木桶や蔵に住み着いた酵母菌と、天然の微生物、自然の力のみで発酵させ、醸造させた醤油を「木桶仕込み天然醸造醤油」といいます。 実際に蔵や木桶で仕込みが行われた場合は、「蔵」「木桶」などの用語を使用できます。「蔵」を表記する場合は諸味(もろみ)工程を行った蔵の名前も併記します。  【長熟・長期熟成】 本醸造方式で製造されたこいくちしょうゆ、たまりしょうゆ、さいしこみしようゆの場合、もろみの熟成期間が1年以上のものは「長期熟成」「長熟」の用語を使用できます。使用する場合は必ず醸造期間を「○年」と併記の上表示します。  【無添加】 「食品表示基準」で記載内容が定められており、単に「無添加」とだけ表示することは出来ません。また、特定の食品添加物のみを使用していない旨の表示は出来ません。 食品衛生法施行規則に定める食品添加物を、一切使用していない場合のみ、「食品添加物無添加」、「食品添加物は使用しておりません」、「食品添加物不使用」の用語を使用できます。 《生醤油(きじょうゆ・なましょうゆ)の違い》 「きじょうゆ」と「なましょうゆ」は漢字で書くと両方とも同じ「生醤油」となる。 この2つにはいくつかの違いがある。生(き)醤油と生(なま)醤油は製造過程が違います。
出典:「短期醸造法による丸大豆醤油の製造」,「醤油の品質と原料大豆-脱脂加工大豆醤油と丸大豆醤油との品質特性の比較-」,「国立化学博物館産業技術史資料情報センター」,「丸大豆と脱脂加工大豆」,「関西が造りあげた発酵食品・武庫川女子大学」,「においの豆知識・発酵食品のにおい-醤油の深秘-」,「しょうゆ情報センター」,「しょうゆの表示に関する公正競争規約及び施行規則:平成31年4月3日施行」,有限会社 北伊醤油 
|
















