染料と染色に関する総合技術サイト
3. “染める” と言うこと
ここからいよいよ染料を使って染める工程に入っていきます。実際の染色は色々な工程を経て行われます。
それはここで説明する幾つもの段階を経ることが必要だからです。
これらの段階は使用する染料が代わっても大きく変わることはありません。
染色対象となる繊維の形状
私たちは日常の生活の中で様々な繊維製品を使っています。
 一番身近な製品は、皆さんが今着ている衣服ですが、それ以外にも、
カーテンや家具などのインテリア、
タオルやランチョンマットなどの日用雑貨、あるいは、車や列車、飛行機、天幕などに使われている産業資材等々あらゆる所に繊維製品が存在しています。
一番身近な製品は、皆さんが今着ている衣服ですが、それ以外にも、
カーテンや家具などのインテリア、
タオルやランチョンマットなどの日用雑貨、あるいは、車や列車、飛行機、天幕などに使われている産業資材等々あらゆる所に繊維製品が存在しています。
それらの中には、染めずに白いまま使われているものも多くありますが、同様に着色したものも数多い筈です。
その着色のための大きな手段が “染色” です。
繊維は右の様に色々な形状を持っています。
全ての繊維は元はバラバラの綿(わた)の状態ですが、これを糸につむぎ、更に、織ったり、編んだりして強度を高め実用に供します。
これらの染色は、いずれの形態であっても、これからお話しする様な段階を経て着色に至ります。
“染める”
ために必要なこと
 ここからいよいよのこのホームページで
本題となる染色の話に入っていきます。
ここからいよいよのこのホームページで
本題となる染色の話に入っていきます。
この分野にあまりなじみのない方々も多いと思いますので、わかりやすく、
私たち自身を “染料” に置き換えて、日常生活の出来事として説明してみましょう。
右の図の、一番左端にいるのが、私= “染料” です。右に
“繊維” =町があるのですが、初めて訪れた土地であるためその存在に気がつきません。
さて、何がおこるでしょう?
 「何も起こらない。」
と言うのがここでの答えです。”染料” は町に気付かず去ってしまいます。
染料が繊維に入っていくためにまずは第一にそれに近づかなくてはなりません。
「何も起こらない。」
と言うのがここでの答えです。”染料” は町に気付かず去ってしまいます。
染料が繊維に入っていくためにまずは第一にそれに近づかなくてはなりません。
ここで、撹拌(かくはん)=混ぜること が必要になってきます。
さて、あなたもそうである様に、初めての場所に一人で入って行くのは勇気がいる事です。
この時仲間と一緒に行きたい、それも出来るだけ多い方が良いと思うのが人情です。
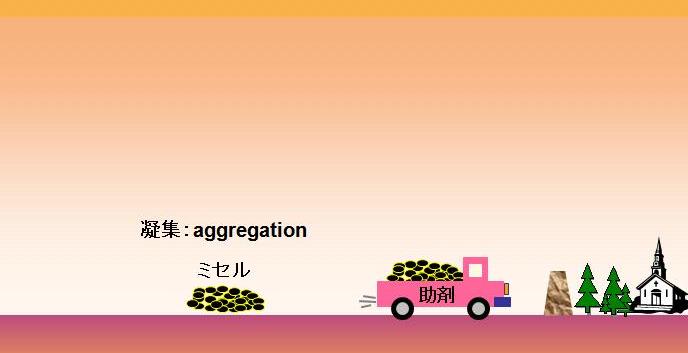 染料も同じで彼らも徒党を組んで近づいて行きます。
この徒党(かたまり)を “ミセル” と言い、そうした “ミセル=集合体” を作ることを
“凝集= aggregation(アグリゲーション)” と言います。
染料も同じで彼らも徒党を組んで近づいて行きます。
この徒党(かたまり)を “ミセル” と言い、そうした “ミセル=集合体” を作ることを
“凝集= aggregation(アグリゲーション)” と言います。
しかし、大勢の人間(ここでは “染料” ですが)が、一時に素早く近づくのはなかなか難しいことです。
そこで、トラックを利用します。このトラックに当たるのが、“染色助剤” です。
トラックをライトバンにしたりスポーツカーにしたりすると、
当然ながら、運べる人数やスピードが変わります。染色助剤も同じように、種類や量を変えると働き方が変わって来ます。
 いよいよ近くまでやって来ました。しかし、普通、乱暴なよそ者を入れないために町の外には頑丈な塀が築かれています。
いよいよ近くまでやって来ました。しかし、普通、乱暴なよそ者を入れないために町の外には頑丈な塀が築かれています。
町に入っていくためには、先ず、この塀を壊さなくてはなりません。繊維にも同じような塀が存在します。
特に天然繊維の場合は、雨や風から身を守るため簡単にはとれない疎水性のバリアー物質(木質やWAX成分)が囲んでいます。
合成繊維の場合にも織りや編みを容易にするために使われている油成分ががっちり付着しています。
そこで、先ずこれを壊し取ります。染色では、この作業を、”精練” =SCOUR と呼びます。
さて、知らないよそ者が、町の塀を壊しました。どうなるでしょう?
 ガードマンが飛んできますね。
繊維の場合にも、こうしたガードマンが存在します。それがむき出しの繊維が水にふれて発生する − (マイナス)電荷です。
染料も水に溶けている時には −(マイナス)電荷を帯びているため電気的な
反発が起き繊維の中に入って行くことができません。
ガードマンが飛んできますね。
繊維の場合にも、こうしたガードマンが存在します。それがむき出しの繊維が水にふれて発生する − (マイナス)電荷です。
染料も水に溶けている時には −(マイナス)電荷を帯びているため電気的な
反発が起き繊維の中に入って行くことができません。
ここで採る手段は二つに分かれます。
先ず、第一の手段はあくまで強硬突破、即ち、高い温度で、分子の動きを活発にする事でこのバリアーを突破します。
あるいは、もっと、直接的に、絞りローラーやゴムべらを使って染料を押し込んだりします。
第二の手段は、懐柔策です。助剤(例えば、中性の塩)を与えることにより、繊維の −(マイナス)電荷の働きを弱めてやります。
(注:アクリル繊維の場合は、例外的に+電荷を帯びています。このため、染料の染着を抑えてやらないと、繊維全体に均一に回る前に、
ムラ染めを起こしてしまいます。これを防ぐためには、染まって行くのを抑える助剤(緩染剤)を使用します。)
繊維内部への拡散と染着
次に上げるのは連続染色と言う方法です。
実際の染色作業については、下の二枚のスライドに示した通りです。ここには、染色工程のみを抜粋してまとめていますが、
染色前の工程としては、精練や漂白が入ってきます。
また、綿織物の連染や捺染の場合には、精練の前に糊抜きという工程が入り、*精練/漂白の後には、シルケットと言う工程が入ります。
(シルケットについては、6.反応染料の所で詳細に説明しますので、参考にして下さい。) *現在では、精練や漂白のために、
様々な処法や助剤が示されていますが、参考として従来行なわれて来た標準処法を上げておきます。
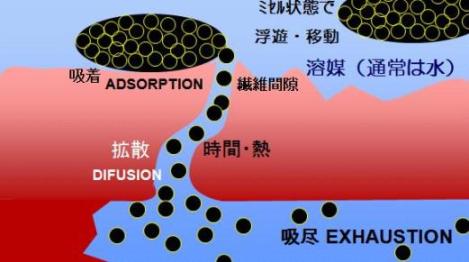 さて、染料は、いよいよ、繊維の中に入っていきます。
さて、染料は、いよいよ、繊維の中に入っていきます。
(その前段階として、凝集した染料ミセルが繊維表面にくっつくことを専門的には、吸着=adsorption と言います。)
互いにくっつきあい強固に集合している繊維にも、所どころゆるんだ隙間があります。
この隙間を通って、繊維表面に吸着しているミセルから、一つずつの染料が次々に繊維の内部へ侵入して行きます。
こうして、染料が繊維内部に吸われていくことを、吸尽= exhaustion と言います。
染料のミセルから染料が飛び出し、拡散し吸尽が進むのは、すべて分子の運動の力です。
そして、その分子の運動を促進するのが、熱と撹拌です。(つまり、“撹拌”
は、染料が繊維に近づくのに必要なだけではなく、染料が繊維の内部へ吸尽するのにも必須なのです。)
さて、繊維の中に入り込んだ染料は、自分が一番落ち着ける場所(=染着座席)を探してさ迷います。そしてそれが見つかるとゴールインです。

これで、染色は完了しました。この状態を “染着” と呼びます。
そして、そのためにさ迷い歩く事を、移行(=migration)や拡散
(=diffusion) と言う言葉で表わします。
つまり、この「ゴールイン」の数を最大限に引き上げ、且つ、最短の時間で行うことを目指して染色工程の時間・温度管理が行われます。
補足としてつけ加えますが、染料の吸尽が進んでくると、外側に残っている染液の濃度に比べて、繊維内の染料濃度がどんどん高まって来ます。
このため、染料の中には繊維の中から再び染液の中へ飛び出してくる物も現れます。
こうして、入っていく染料の数と、出てくる染料の数の染料が同じになると、もはや見掛けの濃度は変わらなくなります。
この状態を、平衡(へいこう)= equilibrium であると言います。そして、そのポイントが染色を終了するタイミングとなります。
平衡は、染料分子の動きによって引き起こされますので、染色温度の高低や染料の動きを左右する助剤の量により変化します。
 染料と繊維の間が、イオン結合、共有結合、
配位結合の様に化学的な力で結ばれる場合には、
染料は、繊維に取り込まれその一部となってしまいます。共有結合を伴う反応染料の場合、この状態を 固着= Fixation
と呼びます。
染料と繊維の間が、イオン結合、共有結合、
配位結合の様に化学的な力で結ばれる場合には、
染料は、繊維に取り込まれその一部となってしまいます。共有結合を伴う反応染料の場合、この状態を 固着= Fixation
と呼びます。
繊維に取り込まれた染料はもはや動くことはありませんので、平衡からは外れます。このため、吸尽は化学結合の伸長に従って更に進んで行きます。
実用染色における三分野
 ここまで、染色の原理について詳しく説明してきました。
ここまで、染色の原理について詳しく説明してきました。
こうした、原理に基づく実際の染色には、大きく分けて三つの方法があります。
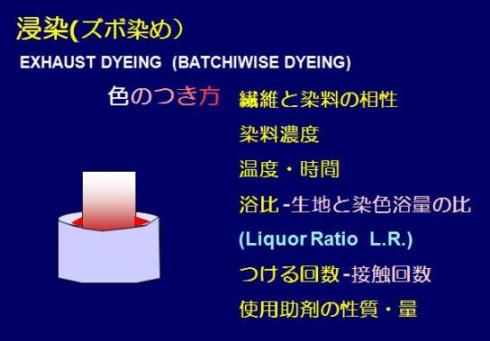
先ず第一に挙げるのは、最も一般的な染色法 “浸染” (しんぜん)です。
これは、用意した染色浴に染色物を繰り返し漬け込むことにより染色する方法で、上で説明したメカニズムがそのまま当てはまります。
また、生地を動かすのではなく、液を動かすことにより、綿(わた)状の素材、糸にも対応出来ますので、
総合的にほとんどの形状の素材に対応できる強みがあります。
この染法で色のつき方(=染着濃度)を決定するのは、染料の濃度だけではありません。
右の図で示した様に多くのファクターが複雑に絡み合っているのです。
しかし、染色に於いて、いつも同じ結果を得るためには、それらの全てを捕捉し管理しなくてはなりません。
ウインス染
色機
(ニット、織物)
ジッガー染
色機(織物)
パッケージ
染色機(糸、綿、バラ毛)
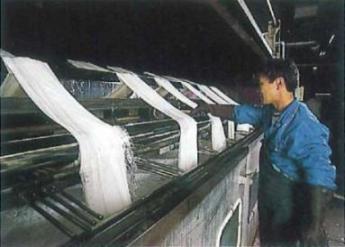



この染法では、一定方向に強く引っ張りながら染めなければなりませんので、糸や綿(わた)状の素材には向いていません。
しかし、被染物をマングル=絞りロールの間に通し、染料を強制的に繊維に押し込む事で、
染料が染着座席にゴールインするまでにかかる時間を大幅に短縮する事ができます。
つまり、連続染法は、大量の繊維を連続的に素早く染めて行くのに最適の方法です。しかし、そのためには、大きな設備が必要となってきます。
過去、大量生産の時代には、国内にも多くの連続染色の工場がありましたが、今では、限られた工場でしか行われていません。
しかし、今なおワーキングウェアのようなワンロットで大量の染色を行う場合には非常に有用な染法です。
この方法で、染色濃度を決定する大きなファクターが、生地の絞り方= “絞り率” です。
(“連続染法” については、(16)で
詳しく説明します。)


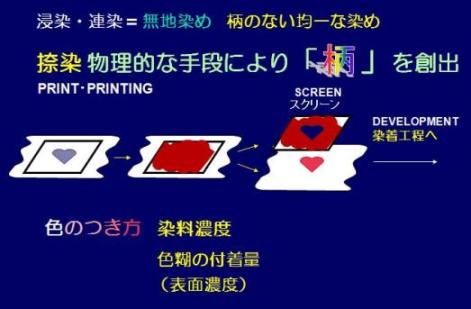 最後に上げるのが、捺染です。
最後に上げるのが、捺染です。
前の二つの染法が、柄(がら)のない均一な染色物として上がるのに対し、捺染は 「スクリーン=紗」 を使い特定の柄を与えるための方法です。
通常、捺染物においては、柄のはっきりしている方を表として使用しますので、その柄領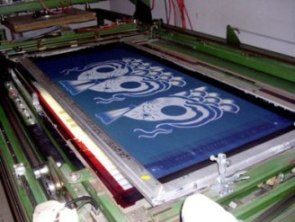 域における表面濃度が問題となります。
域における表面濃度が問題となります。
このため、使用する染料の濃度や、色糊としての付着量だけではなく、付着の仕方も管理しなくてはなり ません。
近年この捺染の分野で大きな革新が起こりつつあります。それは、従来のスクリーンを使う「有版捺染」から、版を使わないデジタル方式への移行です。
(捺染についても、(17)で通常
の有版捺染、(18)でデジタル捺
染として最新
のインクジェット方式に
ついて詳しく述べます。)
染色作業の進め方
繊 維 名
精 練 法
コットン
苛性ソーダ 2〜3% o.w.f.
アニオン活性剤 1〜2g/L
95〜100℃ 2〜3時間後湯洗い
ウール
アニオン(非イオン活性剤) 1〜2g/L
50〜60℃X20〜30分
シルク
石鹸 6%(o.w.f.)
重曹 6%
金属イオン封鎖剤 1%
煮沸2時間 脱液後
ハイドロサルファイト 1%
湯練り 煮沸1時間
アセテー
ト
非イオン活性剤 1〜2g/L
60℃ 15〜20分
ポリエステル
ナイロン
非イオン活性剤 1〜2g/L
80℃ 15〜20分
汚れがひどい場合
非イオン活性剤 2g/L
ソーダ灰 2g/L
70〜90℃ 30〜60分
アクリル
非イオン活性剤 1〜2g/L
60〜80℃ 30〜60分
漂 白 剤
処 理 浴
温度・時間
適用繊維
過酸化水素
過酸化水素
(35%) 10〜15%(o.w.f.)
珪酸ソーダ 2〜3%
苛性ソーダ 1%
界面活性剤 1%
90〜100℃
30〜60分
綿
過酸化水素(35%) 10〜15%(o.w.f.)
ピロリン酸ナトリウム 2%
50℃
4時間〜1昼夜
シルク
ウール
次塩素酸
ナトリウム
次亜塩素酸ナトリウム
有効塩素 2〜3g/L
(処理後 亜硫酸水素ナトリウム
又は過酸化水素処理)
室温
2〜4時間
綿
亜塩素酸
ナトリウム
亜塩素酸ナトリウム
2〜3g/L
酢酸(またはギ酸) 2〜3g/L
浸透剤 1g/L
(処理後 亜硫酸水素ナトリウム
又は過酸化水素処理)90〜100℃
30〜60分
綿
アセテート
ナイロン
アクリル
ポリエステル
ハイドロサルファイト
ハイドロサルファイト 1〜2g/L
(ソーダ灰 1g/L)
処理後酸処理
60〜80℃
30〜60分
シルク
ウール
ナイロン
まとめ
この章では、
染色というものを分かりやすく理解してもらうために、染料を擬人化して、染料が溶液の中にから、繊維の中に入り込むのにいかなる障害があるか、
更にはそれを克服するのにどのような工程・助けが必要かを説明しました。ここで、覚えておいて頂きたいのは、全ての染色は、吸着 →
拡散を経て染着に至ると言うことです。そのためには液の撹拌が何にも増して重要です。
言い換えれば、染料を溶かした染液に生地を放り込んだだけでは染着は起こりません。引き上げて洗えば取れてしまいます。
染色には、絶え間ない撹拌と、加えて、時間、温度が必要となります。
各染料のより詳しい染色処方について、また、ここで述べた、染色前の精練などについては、この後の各章で触れたいと思います。
Appendix 1
混紡品の染色
先の章で、
繊維と染料の間にある “相性” の説明をしました。
一方、私達の身の回りの衣料品の多くは、ポリエステルと綿や、ポリエステルとウールなど様々な繊維が組み合わさって出来ています。
こうした素材を、混紡(blended fabric, blends)や交織(union fabric)
などの名で呼びます。
混紡の多くは、通常二種のコンポーネントで構成されていますが、更に、少量の第三成分(ストレッチヤーン等)が加えられている場合もあります。
これらの染色には次の様な方法があります。
1. 各繊維を綿や糸の状態で別々に染色し、その後紡績や、織り、編みの段階で組み合わせる。
“先染め” (loose dyeing, yarn dyeing) と呼ばれる方法がこれに当たります。
(この方法の利点は、各繊維を最適の方法で染められ、得られる堅牢度も、想定の範囲に収まる事です。
又、得られる色やパターンの設定も紡績や織りの段階で自由に変えられます。
欠点は、最終製品を作り出すまでに長い時間がかかる事です。)
(合成繊維では、大量企画されるカーペットやカーテンなどインテリア用途に、一つの色の原糸を様々に使い分ける事が普通に行なわれます。
こうした場合には、糸にしてから染色するのではなく、糸の原料となるポリマーに微粒化した顔料や染料を入れ紡糸(spinning)し、
着色原糸とする事も多くあります。この着色手法を、原料着色
(略して “原着”)、英語では ゲルダイ gel dyeing
と呼びます。)
2.
現在の衣料品の市場では、ファッションシーズンにこまめに対応し、なお且つ、販売への在庫を減らすため、
リードタイムを少しでも縮める事が要求されます。このためには、先染めでは、なく “後染め・反染め(たんぞめ)” (piece
dyeing)
、或いは更に進んで製品の状態で染色する “製品染め" (Garment dyeing) を行なう事が必要となって来ます。
 こうした場合、
右の表に従って染料を混ぜて使えば良いと思われるかも
しれませんが、実際は、そう簡単なものではありません。学問的には可能でも、日々現場で行なう染色としては、
最低限次の七つの要件を満たさなくてはなりません。
こうした場合、
右の表に従って染料を混ぜて使えば良いと思われるかも
しれませんが、実際は、そう簡単なものではありません。学問的には可能でも、日々現場で行なう染色としては、
最低限次の七つの要件を満たさなくてはなりません。
A. 現場の染色機で対応出来る事。
B. 染色工程や洗浄工程が、組み合わせる他の繊維に大きなダメージを与えない事。
C. 使用する染料が、他の繊維に染まらない事。 或いは、汚染しない事。
(染まる(汚染する)場合には、色相、濃度、堅牢度がコントロール出来る事。)
D. 異なった部族の染料を使用する場合には、染料同士が相互作用を持たない事。
(相互作用がある場合には、それを避ける手段がある事。)
E. 染め上がりにムラがなく再現性がある事。
F. 商品企画の色・濃度・堅牢度に合致する仕上がりになる事。
そして、何よりも、 G. 加工賃に見合う事。
3. 混紡品の染色の分け方には、下の三つのケースがあります。
a) 片染め(reserve dyeing) - 一方の繊維だけを染色する事。 (例. グレーの霜降り、裏白のリバーシブル)。
通常、主となる繊維、又は、表面に主として出ている繊維の方を染めます。
b) 同色染め(solid (shade) dyeing) - 含まれる繊維を全て同じ色・濃度に染める事。
c) 異色染め(cross dyeing, differential dyeing) -
使われる繊維のそれぞれを別の色に染める事。
例えば、綿とナイロン、ウールとポリエステルの様に全く違う繊維を組み合わせる場合もありますし、
同種の繊維で染色性の違うもの、例えば、66ナイロンと6ナイロン、
ポリエステルとカチオン可染ポリエステルの組み合わせなど様々なケースがあります。
いずれの場合も、(2) の A 〜 G
を十分に検討した上で最適の染色処方を立てる事が肝心です。
4. 染め方としては、次の三つの染法が挙げられます。
・Two bath method
-一つの繊維の染色と洗浄を行なった後、別浴を仕立て残りの繊維を染色する染法。
・One bath method -異なる部族の染料を一つの条件で染色する染法。
・One bath two stage method
-異なる部族の染料を同じ浴に入れ、一方の固着条件を与えた後、染色条件(温度やpH) を変え残りの染料を固着する染法。
こうした、混紡品の染色処方についていくつかの代表的な処方を、以後の章で取り上げます。
<追補>
 現在では、異種繊維を単に組み合わせた混紡や交織、
交編から更に進んで、
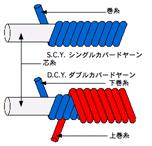
紡糸段階で組織的に繊維を組み合わせたコンジュゲート繊維・コアヤーン・カバードヤーンや、
更に進んで異種ポリマーをアロイ化した新複合繊維など、多種多様の新しい繊維が生み出されています。
その内幾つ位の繊維が定番化するかは分かりませんが、いずれにしても、新素材用の新染料が次々出て来ない以上、
染色面から出来るアプローチには限りがあります。それぞれの染料の特性をしっかりと捉え、
max “染着” >> “汚染” ≒ 0
を成すべく、現有の染色システムで対応出来るベストの処方を見出す事が肝心です。その時には、浸染、捺染、連染の垣根にこだわる必要はありません。
例えば、捺染手法であるインクジェットで染料を布上に付け、連染の発色条件を参考に染着条件を与え、
洗浄工程を兼ね浸染法で残る繊維を染める等、比較的少ない投資で新しい可能性を追求してみても面白いかもしれません。
現在では、異種繊維を単に組み合わせた混紡や交織、
交編から更に進んで、
紡糸段階で組織的に繊維を組み合わせたコンジュゲート繊維・コアヤーン・カバードヤーンや、
更に進んで異種ポリマーをアロイ化した新複合繊維など、多種多様の新しい繊維が生み出されています。
その内幾つ位の繊維が定番化するかは分かりませんが、いずれにしても、新素材用の新染料が次々出て来ない以上、
染色面から出来るアプローチには限りがあります。それぞれの染料の特性をしっかりと捉え、
max “染着” >> “汚染” ≒ 0
を成すべく、現有の染色システムで対応出来るベストの処方を見出す事が肝心です。その時には、浸染、捺染、連染の垣根にこだわる必要はありません。
例えば、捺染手法であるインクジェットで染料を布上に付け、連染の発色条件を参考に染着条件を与え、
洗浄工程を兼ね浸染法で残る繊維を染める等、比較的少ない投資で新しい可能性を追求してみても面白いかもしれません。
Appendix
2
染色機の色々
現在
YouTube で、
様々な染色機を動画で見る事が出来ます。この Appedix 2 では、染色現場でよく見られる染色機を探し解説付きで紹介します。
短時間で見て頂ける様、出来るだけ短いものから選びました。ちなみに、すべて、海外でアップロードされたものです。
先ず挙げるのが、綿(わた)状やバラ毛状の繊維を染める時に使うパッケージ染色機(Package dyeing
machine)、綿をかごに詰めた状態で染めていきます。 パッケージ染色機ワタ染め
この状態で染めた綿を任意に混紡して紡糸すると混ぜる相手や割合で色や濃度を調整する事が出来ますし、メランジ効果を持つ糸を作る事も自由です。
次の動画では、同じパッケージ染色機で、糸をカートリッジに巻き付けチーズ(cheese 円錐型)やコーン(corn
円柱型)にし染めています。
パッケージ染色機イラスト
現場パッケージ染色機
横型パッケージ染色機
コーンやチーズではなく、綛(かせ)の状態の糸を染める綛染機(Hank dyeing machine)
もあります。下に示すのは懸垂型(hanging type)と呼ばれる染色機です。 懸垂型染色機(横ドア式)
綛の詰め方イラスト
懸垂型
(上部挿入式)
日本でよく見る綛染機には、もう一つ 噴射式(spray type)
もしくは、スミス式と呼ばれるものがあります。
これは、孔があいたスピンドル(管)に綛を懸け綛を回転させながら孔から噴射する染液で染色を進める構造になっています。
噴射式綛染機
噴射式
液の流れ
こうして染めた糸を他と組み合わせて、
混織や交織、交編する事により様々な色や模様を持つ生地が出来上がります。
次の例では、ウールのワタ染めから、製品として出荷されるまでの全工程が10分の動画にまとめられています。
Pendleton
Woolen Mills Tour
上の様に糸の状態でで染めるのではなく、
糸で織った織物を染める機械として最もシンプルな構造の染色機がビーム染色機(Beam dyeing
machine)です。このビーム染色機では、メッシュ状の円筒に生地を巻き付け、その円筒から染液を吹き出し生地に通す事で染色していきます。
ビーム染色機
ビーム染色機では生地自体は動きませんので、折り痕が付いてしまう生地、生地組織がフェルト化し易い生地、嵩が高く物理的に動かし難い生地
等の染色に向いています。
ジッガー Jigger も非常にシンプルなメカニズムの染色機です。 ジッガー染色機イラスト
高圧ジッガー
一方の芯に巻き付けた生地を、染液を潜らせながらもう片方へ巻いて行き、端まで来たら巻き戻します。これを何度か繰り返し染色を完成させる訳です。
これもまた、拡布状で染色が行なわれますのでムラや折り目が問題なる生地に向いています。また、ビーム染色では、染液の通り難い、密度の高い生地、
例えばパラシュート、テント用布帛も染める事が出来ます。ただし、生地重量対し染液の量が非常に少ない為、
生地が浸かる時間が短く、染料や助剤の入れ方、昇温にかける時間、巻き取り・巻き戻しのタイミング等をうまく調整しないと、
生地の両端の色や濃度が違ってしまいます。
織物や編物を染めるのに最も使われているのが、ウインス(Wince または、Winch)と呼ばれる染色機です。 ウインス
綿ニットの染色には通常この機械が使われます。染色メカニズムとしては、ロープ状に繋いだ生地をリールで繰りながら何度も染液に通し染めて行きます。
浴比(生地重量に対する染液の量)は、Jigger 染色の1:5 に対し1:20〜30 とかなり大きくなります。
ウインスがリールだけで生地を繰りながら染めるのに対し、液の流れを借りて生地を動かすのが液流染色機です。 横長型液流染色機
サーキュラー染色機(Circular dyeing machine)、あるいは、Overflow jet、Over jet、Jet
dyeing machine 等と呼ばれます。
日本ではポリエステル染色を主とする横長型が一般的ですが、綿染めにより適した縦型も数多く造られています。 縦型液流染色機 原理
このタイプの染色機では、染液自身が生地を動かすメディアですから、攪拌性が増し、ムラを作らずより短い時間で染色を行なう事が可能となります。ただし、
リールで物理的に引き上げるのではなく、染液によって流す訳ですから、厚手の綿素材の様に水を吸って重くなる生地には向いていません。
ポリエステル等の合繊やその混紡品が得意分野です。浴比は通常 1:10〜1:20です。
染色機の中には既に製品として出来上がっている製品を染めるものもあります。
製品
染め
次からの動画は、捺染機の色々です。
先ず最初に、現在の日本で最も一般的な、スクリーン捺染機です。 手捺染
Auto
Screen 捺染機 スクリーン捺染(マリメッコ)
面状のスクリーンを使うので、Flat Bed Screen Printer と呼びます。簡単にFlat Screen、あるいは、単に Auto
Screen とも呼ばれます。
日本では、スクリーンの色糊を掻くのにゴムべら(スキージ
squeegee)を使うのが一般的ですが、この動画のマリメッコでは、
磁石を捺染台の裏から作用させ金属製のローラースキージを動かし捺染しています。
小型のスクリーンを使い大がかりに T-シャツの製品捺染を行なっている例もあります。
T-シャツ製品捺染
外国でメインに使用されている捺染機は、シリンダー状のスクリーンを並べて使うロータリー捺染機です。
ロータリー捺染機
この捺染機では、捺染は連続的な回転運動として行なわれますので、上のスクリーン捺染機より生産効率は高まります。その反面、色数はFlat
Print程は増やせない、使うスクリーンが高価、捺染柄の幅がスクリーン捺染程広く出来ない等の制限があります。
上の二つの方式は、企画した柄を出す為予め作成したスクリーン(版)を使用する所から「有版捺染」と呼びます。
これに対して、インクジェットを使い、オンデマンドで柄を決めスクリーン無しにプリントを行なうのが、デジタル捺染(Digital
Print)で、代表的なシステムがインクジェット捺染です。 インク
ジェット捺染
この方法で、
Tシャツに直接顔料インクで捺染する事も行なわれています。
製品捺染
次は、大量の染色を短時間で行なう連続染色。
この染法では、生地を染料に浸け絞ることから始まります。 Padding
こうして絞った生地を、乾かす事なく巻き取った形のまま固着工程に入るのがバッドバッチです。 pad-batch
連染最後の動画は、工程が長い為少し長くなっていますが Pad-dry-chemicalpad-steam
と言う反応染料やバット染料で綿布を連続的に染色する機械です。
最後に、ポリエステルの、糸→紡織、精練→染色→最終セットまでを示した動画を紹介しておきます。
Polyester
fabric making