染料と染色に関する総合技術サイト
16. ポリエステル/綿の連続染色
かつて日本には多くの連続染色を行なう染色工場がありました。連続染色とはその名の通り連続的にどんどん生地を染めて行く方法です。
その速度は、持っている設備や生地や染料にもよりますが、最速で250m/分にも達します。かつて、日本の繊維製品が世界を席巻していた頃には、1
ロットで数万メーターと言う様なオーダーも珍しくありませんでした。しかし、今では、1000mの受注さえおぼつきません。
もし、分速200mでこれを染ると、染色条件が安定するまでに染色が終わってしまいます。
こうした状況に都市部にあった連染工場を始めとして多くの染工場がその舞台から降りてしまいました。
しかし、今なお、連続染色が、重要な染色技法であり、今後も残る技術であろう事は間違いありません。
皆さんが実際に連続染色を行なう機会があるとは思いませんが、
繊維・染色に携わる人間として、この章で挙げる位の知識は持っておくに越したことはありません。
連続染色の対象とする生地の殆どは、綿織物及びポリエステル/綿の混紡織物です。
この章では、内容をより理解しやすい様、先ずは、綿の連続染色について説明します。
綿の連続染色
 綿の連続染色に主として使われる染料は、二種類 - バット染料と反応染料です。
綿の連続染色に主として使われる染料は、二種類 - バット染料と反応染料です。
この内バット染料は、日光堅牢度や塩素堅牢度を要求するワーキングウェアに主として使われます。
以前は、同じく高い日光堅牢度を要求する屋外使用のテントや天幕、リュックサックなどの用途にも広く使われていましたが、
現在では、軽くて堅牢度も良好な合成繊維にとって代わられました。しかし、堅牢度以外にも、アース色等の微妙な三次色の色出しでは、
三原色の組み合わせで行なう反応染料に比べて色再現性の面で大きなメリットがあります。
これに対し、反応染料のメリットは、バットでは得られない鮮明な色が得られる事です。また、濃色への色出しでは、コスト的にも有利です。
堅牢度的に、日光、塩素の点でバット染料に及びませんが、塩素堅牢度については、樹脂加工により、かなり改善出来ます。
こうした理由で、反応染料は、カジュアルウェア分野に主として使われてきました。
しかし、基本的に、連続染色では、織物地を扱いますので、こうした分野がニット地に流れることでその生産量は大きく減じました。
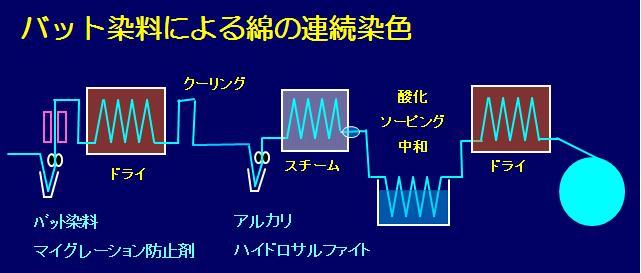
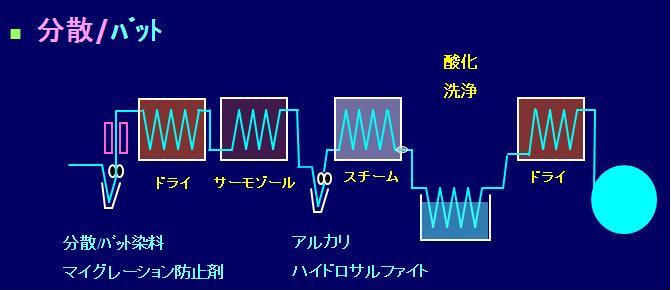
次に具体的な染法ですが。バット染料では、Pad-dry-chemical
pad-steam の工程が採られます。
最初のPadding
は、バット染料とバット染料が乾燥時に不均一に動くのを防ぐマイグレーション防止剤を入れて行ないます。
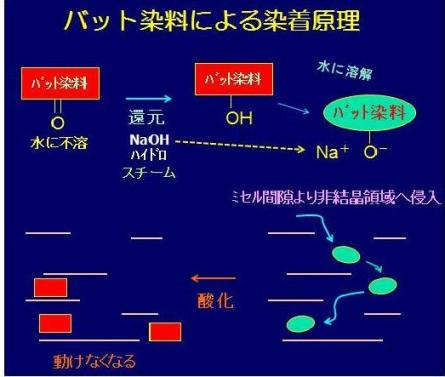
このままでは、水に不溶なバット染料が繊維表面に乗っているだけですので、続く工程で、これを水溶性にし、
繊維中に移行・拡散させるためハイドロサルファイトと苛性ソーダを使って還元してやります。
 |
 |
バット染料の連染にお
ける染色は、ほぼすべて上の方法が採られます。
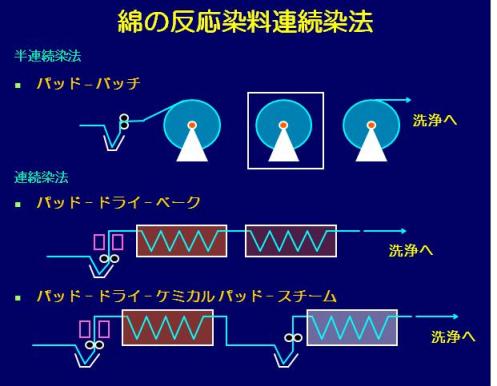
これに対し反応染料を使った連染では、Pad-batch、Pad-dry-bake、Pad-dry- chemical
pad-steam の三つの染法が採られます。
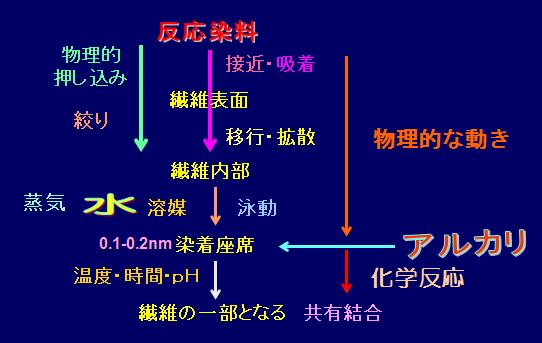
Pad-batch法
では、パディング後乾燥を伴なわずに、染料+アルカリを含んだ状態で、最大一昼夜放置 (Batching)
します。そのため、この方法は、半連続染法と呼ばれます。
Pad-batch
では、染料の反応性により、使用するアルカリが変わります。かつては、置換型の染料では、苛性ソーダやソーダ灰、付加型の染料では、水ガラス=珪酸ソーダ
+苛性ソーダを使用していましたが、排水負荷の軽減から、珪酸ソーダが使われなくなってきました。
強いアルカリを利用する事で、放置時間を短くする事が出来ますが、反面、空気中のニ酸化炭素がアルカリに吸収されバッファー効果により耳部の pH
が下がり固着不足を起こする可能性があります。
逆に、作業のサイクルに合わせるため、アルカリ条件を弱くする事もできますが、この場合には、未固着の染料が染液と共に下方へ移動するSea Page
と言う現象が起こるリスクがありますので、巻き取った生地を、ゆっくり回転させ続けます。
季節により再現性が落ちるのを防ぐためには、一定の温度の部屋で、Batching
する方法が有効です。この場合には、部屋の換気ダクトにニ酸化炭素を吸収するフィルターを付けておけば、
ニ酸化炭素によるバッファー効果が生じるのを防ぐ事が出来ます。
 Pad-batch
の場合には、パッドの後、乾燥工程を経ませんので、反応染料の移行・拡散は、batching
時間中に生地に含まれた染液(=水)の中で行なわれます。そのため、使う染料は十分な溶解度を持っていなければなりません。
もし、溶解度が不足している場合には、50g/L程度までの尿素を添加します。
ただし、付加型の染料の一部には尿素添加で固着が阻害されるものもありますので注意が必要です。
Pad-batch
の場合には、パッドの後、乾燥工程を経ませんので、反応染料の移行・拡散は、batching
時間中に生地に含まれた染液(=水)の中で行なわれます。そのため、使う染料は十分な溶解度を持っていなければなりません。
もし、溶解度が不足している場合には、50g/L程度までの尿素を添加します。
ただし、付加型の染料の一部には尿素添加で固着が阻害されるものもありますので注意が必要です。
Batching 時間を短縮するために高温でのBatching
も可能です。具体的には、パッディング後マイクロウエーブで加熱し、直ちに巻き取った後、ビニールでカバーし、
50〜60℃の温室でBatchingします。
Batching 時間が終われば、水洗・ソーピングを行ないます。Batching
時間を必要以上に長く行なう必要はありません。VSタイプの場合、染料によっては、反応が終了した後もBatching
を続けると、アルカリ加水分解により濃度が下がってくる可能性があります。
Pad-batch
による染色は、以前は少数の染工場で、ニット製品の染色に使われていましたが、ロットサイズが小さくなるにつれほとんど行なわれなくなってしまいました。
(現在では、低温漂白の手法としてコールドブリーチに残るのみです。)
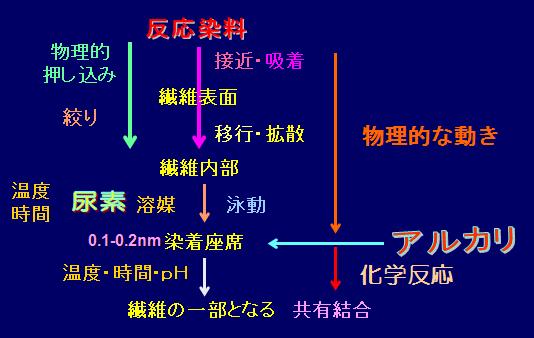
Pad-dry-bake
は、染料/尿素/ソーダ灰(+マイグレーション防止剤)をパッドし、乾燥後、ベーキング工程(通常150-160℃X3分)で染料を固着させる方法です。
この方法では、乾燥後、ベーキング工程で、尿素が熱で溶けその中を染料が溶解し拡散することで繊維素の染着座席と反応します。
固着条件の安定化が容易で設備的にも簡単なため、かつては日本で広く行なわれていました。しかし、ベーキングの工程で、最大200g/L
使用する尿素の一部が分解し煙が立つため、都市部の工場では使えなくなってしまいました。ちなみに、この工程では、置換型染料が使われます。
付加型染料は、尿素との反応で不活性化してしまうため使えなかったのです。
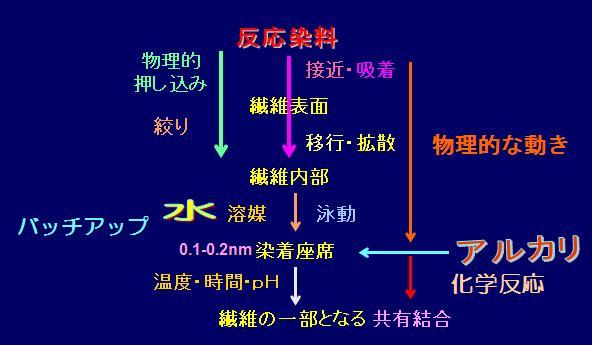
 最後の、Pad-dry-chemical pad-steam が、現在、日本で綿の連染で行なわれている最も一般的な染法です。染色生地は、染料を
Pad した後、一度は乾燥させますが、発色工程のためにもう一度、今度は、アルカリ液で、Pad
してから、スチーム固着させます。歴史的に、この工程に使用する染料は付加型染料でした。また、アルカリ液としては、水ガラスを使っていました。
これは、初期Padで、生地の上に乗っている染料を、アルカリ液の中にブリードさせないために極めて有効でした。
しかし、ここでも水ガラスの使用が難しくなったため、各工場では、苛性ソーダ/ソーダ灰/中性塩を組み合わせて対応しています。
また、非珪酸系の専用アルカリを独自開発し推奨しているメーカーもあります。
最後の、Pad-dry-chemical pad-steam が、現在、日本で綿の連染で行なわれている最も一般的な染法です。染色生地は、染料を
Pad した後、一度は乾燥させますが、発色工程のためにもう一度、今度は、アルカリ液で、Pad
してから、スチーム固着させます。歴史的に、この工程に使用する染料は付加型染料でした。また、アルカリ液としては、水ガラスを使っていました。
これは、初期Padで、生地の上に乗っている染料を、アルカリ液の中にブリードさせないために極めて有効でした。
しかし、ここでも水ガラスの使用が難しくなったため、各工場では、苛性ソーダ/ソーダ灰/中性塩を組み合わせて対応しています。
また、非珪酸系の専用アルカリを独自開発し推奨しているメーカーもあります。
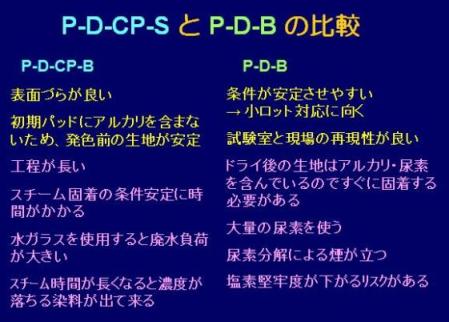 左が、Pad-dry-chemical pad-steam (PDCPS) 染法と、Pad-dry-bake (PDB)
法の比較です。それぞれに一長一短がありますが、先に説明した様に、今ではPDCPS法が、大勢を占めています。
左が、Pad-dry-chemical pad-steam (PDCPS) 染法と、Pad-dry-bake (PDB)
法の比較です。それぞれに一長一短がありますが、先に説明した様に、今ではPDCPS法が、大勢を占めています。
尿素からの煙以外に、日本で、PDCPS法が勝ち残ったもう一つの理由は、Pad-steamer
が、綿での連染でのもう一つの主要染法であるバット染料の発色に必須であるからです。つまり、加工数量の減少に伴い、どちらかの染法に統合するとなると、
baking machine を止める他ありません。
連続染色では設備更新に大きな投資を伴うため、新しい染法はほとんど紹介されません。そんな中で、近年脚光を浴びているのが、Monforts
(モンファ(伊)のEcontrol (エコントロール)法です。この Econtrol
法は、元々反応染料の中で最も反応性の高いジクロルトリアジン型染料(DCT)を利用して、pad
の後のドライ工程(120℃X2分)で、乾燥と固着を同時に行う染法でした。そのジクロルトリアジン染料の製造元のICI と、Monforts
が組んで処方を確立しました。ちなみに、Pad 液には、DCT染料と10g/Lの重曹しか入れません。
 |
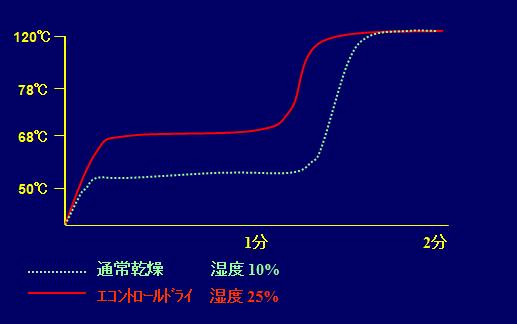 |
Econtrol
の原理は極めて簡単です。通常、pad
した生地を、乾燥機に入れますと、生地に含まれている水が温められ蒸発します。
そしてこの蒸発で熱が奪われるため、ある程度水分が飛ぶまでは、いくら回りの温度が高くても、生地の温度が60℃
以上に上がる事はありません(上図破線)。そこで、その乾燥機中に、湿度が25%まで上がるまで蒸気を与えてやると、
与えられた蒸気のため生地からの水分の蒸発が抑えられます。その結果、水分の蒸発で奪われる熱量が少なくなり、生地の温度が68℃に上がります。この後、
その湿度(=25%)が与えられ続けると、生地の温度は68℃に上がったまま保たれます。
その先、“乾燥” へ進むのは、ある程度生地の水が無くなってからとなります(図中赤線)。
つまり、反応性の高い、ジクロルトリアジンの反応染料は、この68℃X1分程の時間で反応してしまう訳です。
何か、不思議な感じがしますが、これは、極めて小浴比で染色を行なっているのと同じです。
既にセルロースの染着座席は、反応染料の反応基のすぐそばにあります。
後は、重曹が分解してソーダ灰=アルカリとなり、68℃の熱エネルギーが与えられ続ける事で、繊維と反応します。
実は、こうした原理は、随分前から分かっていました。昔現場テストでこれを立証するために、「湿球温度計をにらみながら蒸気バルブを開閉した。」と、
ICI の技術者であったGreg
Thomson氏から聞いています。しかし、現在では、湿球温度と乾球温度の差をモニターしながら供給蒸気の制御を行なう事が PC
により簡単に出来るようになりました。
ヘキストがブルックナーと共に研究していた ECO-Steam法も類似の染色法ですが、使用する染料の反応性が DCT
より低いため、重曹よりも強いアルカリ条件と高い雰囲気温度が必要でした。
連続染色における分散染料の挙動
快適性が高いけれども
価格も高い綿と、
扱いやすく価格の安いポリエステルを組み合わせたポリエステル/綿混紡素材は、現在最も一般的に使われている繊維の一つです。
この素材において、綿側の染色には、バット染料や反応染料が使われますが、ポリエステル側の染色には例外なく分散染料が使用されます。
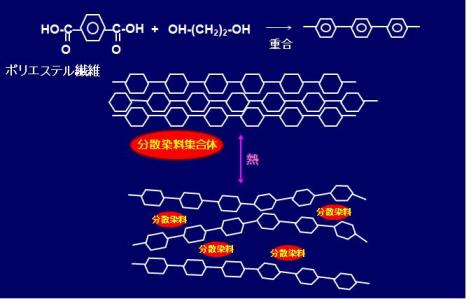
一般的な吸尽染法での分散染料の染着メカニズムは、水に単分子溶解することによる繊維内への移行拡散ですが、
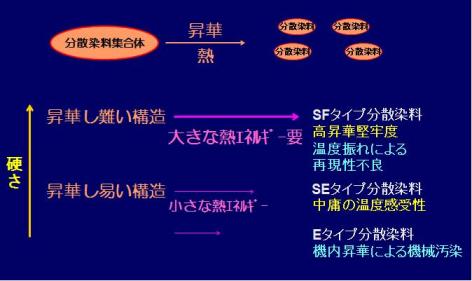
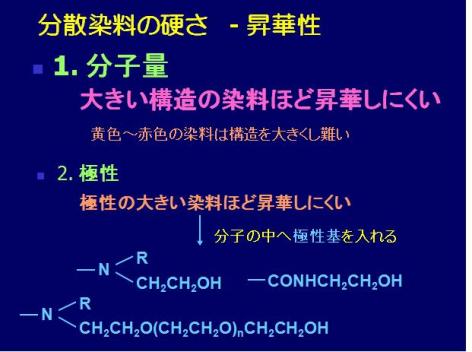
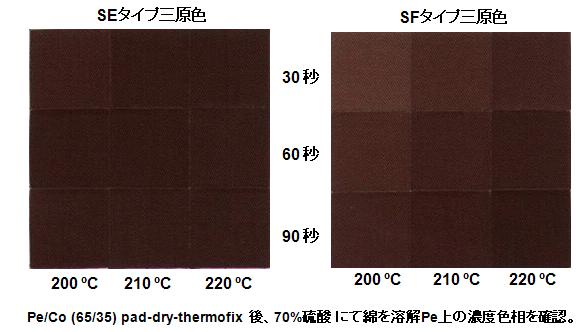
連染工程では、昇華しガス状になって繊維内への移行拡散が進みます。その昇華性は、基本的には分子構造の大きさにより決定されます。
余り昇華性の低いものは、熱移行の途中で、機械に付着し次の染色物へ汚染染着したり、
後加工の時にサーマルマイグレーションにより湿潤堅牢度を落としたりします。
 |
 |
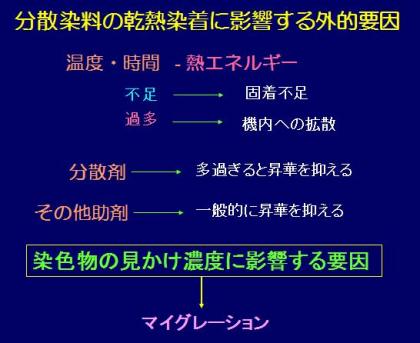
分散染料の熱固着条件
は、染料の持つ昇華性により変わりますが、条件が不足すると固着不足を招き再現性が悪くなります。
逆に条件が強過ぎると機内昇華が起こります。
液体に色々なものが入ってくると「沸点上昇」が起こる事は良くご存じだと思いますが、同じ様な事が染料にも起こります。
例えば、同じ染料で同じ純分使用しても、リキッド品と粉体品では、リキッド品の方が濃く染まります。
これは、粉体品には分散剤が多く含まれそれが染料の昇華を抑えるからです。逆に言えば、昇華堅牢度を上げる助剤はありません。
昇華性は、染料の性質由来のものですが、Padding 工程で、見かけ濃度により大きく影響するのが、乾燥工程におけるマイグレーション性です。
 |
 |
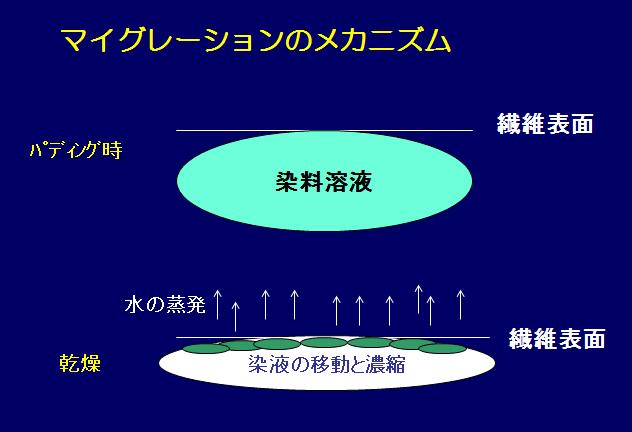
乾燥機
(ホットフルー)は、ドライヤーと同じく、熱風により濡れたものを乾かします。つまり、染料を含む濡れた生地が乾燥機に入ると、
その表面に熱風が当たり水分を蒸発させます。この蒸発した水分は、順次、内部の水により補われます。
つまり、乾燥工程では常に生地の内側から表面に向かい水の移動が起こります。この時、水と一緒に染料が動くのがマイグレーション(Migration)
と呼ばれる現象です。染着前の粒子状態にある分散染料は、顔料と同じ様に繊維に対して親和性を持っていませんので、
水の物理的な動きがそのまま染料のマイグレーションとして現れます。
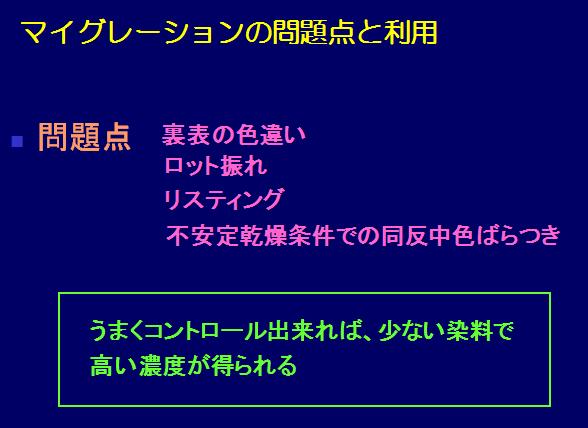
そのため、熱風の当たり方による裏表の違いや、ロット振れ、リスティング(生地の真ん中と両端の濃度違い)など様々な不上がりが生じます。
反面、マイグレーションをうまく利用できれば見かけ濃度を上げる事が出来るので、染料の使用量を減らす事ができます。
 |
 |
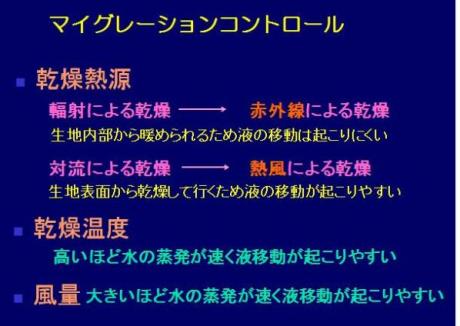
連続染色において再現良く染めるためにマイグレーションをコントロールする事は極めて重要です。熱風による乾燥は、水の移動が起こる「対流乾燥」です。
これに対し、輻射により生地全体の温度を上げて乾燥させるのが「輻射乾燥」です。
輻射による乾燥と言うのはイメージし難いですが、連続染色機に付属している赤外乾燥機(=IR
Dryer)は、赤外線を出すことで生地全体に熱を持たし暖めます。このため、生地を絞った後、
赤外乾燥機である程度生地温を上げてから熱風乾燥機に入れる事でマイグレーションを抑える事が出来ます。
(少し違いますが、電子レンジで物を暖めると、外側からではなく内側から温まります。
コップに入れた飲み物を暖めるとコップより中の液体が先に温まります。このイメージを当てはめると理解できるのではないでしょうか。)
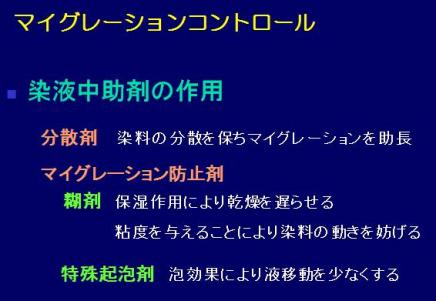
マイグレーションを抑えるもう一つの方法は、助剤を使う方法です。通常、アルギン酸ソーダなどの糊剤が使われます。
糊剤の役割は、粘度を与え染料の動きを鈍くする事と、保湿作用のため水の蒸発を遅らせる所にあります。
(水溶性染料の場合は、物理的な動き(=粘度)によるマイグレーション防止効果が望めないため、泡で繊維の表面を覆い、
乾燥時にその一つ一つが壊れる事によりマイグレーションを防止する助剤もあります。(次の(16.1 連続染色のチェックポイント)で説明。)
<補足>
先程、分散剤が分散染料の昇華を抑えると言いましたが、染料のマイグレーションを考えると、水中で染料の分散を促進する分散剤は、
乾燥時のマイグレーションを助長します。
このため、対流乾燥のファクターが大きい場合、粉体品の使用でリキッド品より濃度が上がる様に思われる場合があります。
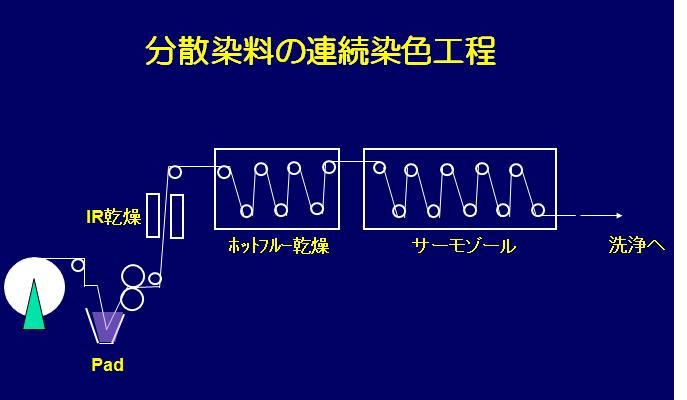
下の図は、ポリエステルの連続染色 Pad-dry-*thermosol (サーモゾール) を示す一般的な工程図です。padding
液の一般処方は、次の通りです、
X g/L 分散染料 + 1.0cc/L
酢酸(30%) + 1.0-2.0g/L アルギン酸ソーダ (又は、10g/L アクリル酸系マイグレーション防止剤)
ホットフルーでの乾燥条件は、生地の厚さ、padding
の絞り率、加工速度、風量など色々な条件で変わります。この段階で乾かないのは困りますが、過剰に乾燥する必要はありません。
thermosol の条件は、200-210℃X1-2分程ですが、これも染色濃度や使用する染料により柔軟に対応します。
*thermosol
:
日本では、熱固着に対して、ベーキング-baking と言う言葉でひとくくりにする事が多いのですが、英語圏では、
ポリエステルの発色の様に、200℃近辺の高温で行なう場合には、thermosol (サーモゾール)又は、thermofix
(サーモフィックス)と言う単語がより一般的に使われます。)
 発色後の洗浄工程では、
綿サイドに汚染して残っている分散染料を除去する必要があります。しかし、簡単なソーピングでそれを行なう事はできません。
より完全にそれを成し得るのは還元洗浄による分解・水溶化です。
発色後の洗浄工程では、
綿サイドに汚染して残っている分散染料を除去する必要があります。しかし、簡単なソーピングでそれを行なう事はできません。
より完全にそれを成し得るのは還元洗浄による分解・水溶化です。
実際の現場工程では、オープンソーパーを利用して
水洗→還元洗浄→水洗→中和の順に進み乾燥に至ります。この場合、ケミカルパッドで、苛性ソーダとハイドロサルファイトが供給出来れば、
スチーム工程を組み合わせる事により、より完全で迅速な洗浄工程を組む事ができます。
ポリエステル/綿の連続染色
 ポリエステル/綿の連続染色は、綿の連続染色と、
ポリエステルの連続染色を組み合わせたものだと考えて下さい。
ポリエステル/綿の連続染色は、綿の連続染色と、
ポリエステルの連続染色を組み合わせたものだと考えて下さい。
綿サイドへの染料の使い分けもその用途により行なわれます。
 前の項で説明しましたが、
分散染料は、ポリエステルに対し高温で昇華染着します。そして、その後の洗浄は、還元条件で行ないます。
一方、バット染料は、分散染料における発色条件200-210℃の高温で分解する事はありません。
また、発色には還元条件を与える事が必要です。
前の項で説明しましたが、
分散染料は、ポリエステルに対し高温で昇華染着します。そして、その後の洗浄は、還元条件で行ないます。
一方、バット染料は、分散染料における発色条件200-210℃の高温で分解する事はありません。
また、発色には還元条件を与える事が必要です。
そこで、分散染料とバット染料を使用して連続染色を行なう場合には、この両者の性質をうまく組み合わせて、Pad-dry-thermosol-
chemical pad-steam で表わされる一浴二段の染色工程を組む事が可能となります。
具体的には、最初の padding で、分散染料とバット染料を生地に乗せます。続く dry の後の thermosol
で、分散染料の固着を行ないます。(この thermosol
では、バット染料も昇華しポリエステルに染着しますが、昇華し難いバット染料で、その量は極く僅かです。)
二番目の padding は、ハイドロサルファイトとアルカリを含む
chemical padding です。つづく steaming
で、バット染料が還元されるのと同時に、綿に汚染している分散染料が分解されます。そして、最後にオープンソーパーで、
還元されたバット染料の酸化と分解された分散染料の除去を行ないます。この染法は、長い時間をかけて確立されたものであり、
非常に効率的で再現性も優れています。堅牢度的にも、未固着の分散染料が完全に分解除去されていますので、
最後の乾燥や後加工での温度を上げ過ぎない様にすれば大きな問題は起こりません。
<補足 1.>
先程、分散剤が分散染料の昇華染着を抑える現象を説明しましたが、分散剤が多くなると、バット染料の固着が下がります。
上で説明した様に、バット染料の固着には、苛性ソーダ+ハイドロサルファイト+食塩(ケミカルパッド液への染料のブリードを抑えるため)を入れます。
この時、ハイドロと苛性は、ほぼ等量で使いますが、溶解度に限りがあり最大で各々80g/Lレベルです。
分散剤が多くなるとこのハイドロ/苛性が分散剤の分解に消費されます。その結果、バット染料の、還元が不十分になり濃度が抑制されます。
従って、分散剤の少ないリキッド品の使用は、分散染料の昇華を保証するばかりではなく、バット染料の還元も保証し大幅な濃度アップをもたらします。
<補足 2.>
先日ある方から、「同じ繊維素に使う染料でも直接染料や反応染料は、“結晶化”しないのに、バット
染料はなぜ結晶化するのか?」と言う質問を頂きました。この質問にお答えします。
既に第5章で説明した様に、バット染料は、本来、水には溶けない性質(=疎水性)を持っています。
染料は、還元工程で一旦水溶化→単分子化しますが、
酸化工程で元に戻ります。そうなると、水に油の粒を入れた時の様に、最初は細かく離れていても、時間の経過と共に、集合し大きな塊となって行きます。
つまり、真逆の環境の中で、同じ性質がゆえに引かれ合い集まる訳です。
(バット染料の構造は、元来化学的に強い構造の物が多いのですが、この大集合により、飛躍的に日光堅牢度や塩素堅牢度が上がります。)
これがバット染料における“結晶化”ですので、染色後も水溶性を持つ直接染料や、
個々の分子が繊維素と反応する反応染料は結晶化しません。反面“結晶化”し、顔料と同じ様になるバットt染料では、十分に濃い色は出せません。
この時、大きな結晶体になるためには、以下の条件が好適です。
1. 回りの極性が十分に高いこと。(水⇔油の関係) - 極性の低いポリエステル内は不利。
2. 大きな構造の染料が集まれるスペースがある事。 - 繊維間隙の小さいポリエステルは不利。
3. 染料が効率的に動ける事。 - やはりポリエステルは不利。
これも、ポリエステル/綿の連続染色で、バット染料のポリエステルサイドの濃度・色相が綿上のそれと大きく異なる理由です。又、
日光堅牢度が極端に悪かったりする理由の一端もここにあります。更には、安定な色相を得るためにその結晶化を完結する為の洗浄工程を十分に管理しなければ
ならない訳もここにあります。
分散染料と反応染料を使用して連続染色を行なう場合には工程はより複雑なものになります。
反応染料は、固着時には何らかの溶媒に溶解していなければなりません。また、アルカリと言う固着補助剤も必要です。これに対し、分散染料は、
何かに溶けるのではなく、固体相から直接昇華してポリエステルに染着します。その時、夾雑物が多いほど昇華性は妨げられます。
また、基本的にアルカリ条件では分解しやすい構造を持っています。
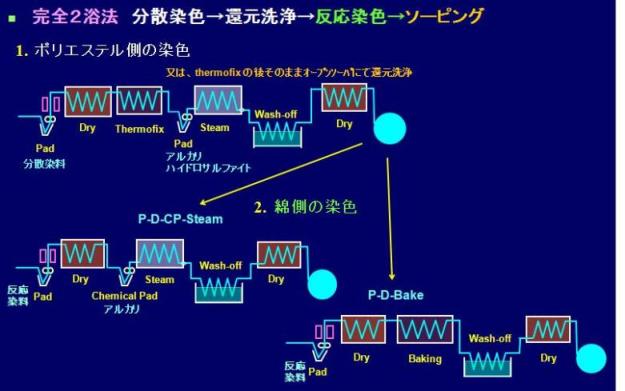
こうしたことから、ポリエステル/綿の分散染料/反応染料による一浴連続染色は簡単ではありません。ごく一般的に行なわれているのは、
先ず、ポリエステル側を分散染料で染め、還元洗浄を済ました後に反応染料で綿側を染めると言う二浴法です。
(綿側を先に染めると、分散染料の還元洗浄で反応染料が脱色されてしまいます。)
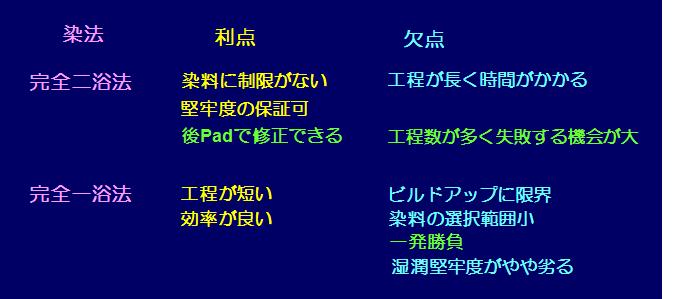
 こうした、
完全二浴法は、
分散染料にとっても反応染料にとっても、それぞれの最高条件で染められるため極めて信頼のできる染色法になっています。
堅牢度の面においても、使用する染料が本来持っている堅牢度を保証する事も可能です。
こうした、
完全二浴法は、
分散染料にとっても反応染料にとっても、それぞれの最高条件で染められるため極めて信頼のできる染色法になっています。
堅牢度の面においても、使用する染料が本来持っている堅牢度を保証する事も可能です。
その一方で、効率性や経済性の面から言えば、連続染色をニ回やっているのと同じ事ですから決して良好だとは言えません。
このため、今まで、各メーカーから様々な一浴染色法が提案されました。
しかし、現時点で、完全二浴法を置き換えてしまう程の一浴法は残っていません。
ポリエステル/綿の一浴染色への模索
 Pad-dry-thermosol
と、Pad-dry-chemical
pad-steam法を一つの染法に統合するのには無理があるため、これまで紹介された完全二浴法は、いずれの場合も、乾熱法によるものでした。
Pad-dry-thermosol
と、Pad-dry-chemical
pad-steam法を一つの染法に統合するのには無理があるため、これまで紹介された完全二浴法は、いずれの場合も、乾熱法によるものでした。
方法的には、還元洗浄を行なわなくてもアルカリ条件で分解が起こる分散染料の使用や、
反応染料の為に使用する助剤(熱溶解溶媒/アルカリ)の選択や量の調整によるものでした。
しかし、いずれの場合もこの表にある欠点のどれか(あるいは全部)がネックとなり生き残る事はできませんでした。
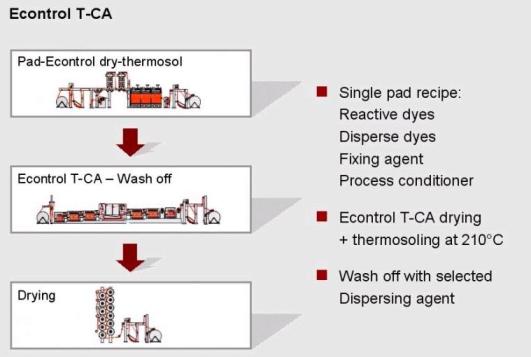
現在、DyStar 及び Monfort から、Econtrol T-CA
と名付けたポリエステル/綿への一浴染法が共同提案されています。これは、選択された分散染料と、選択された Remazol や Levafix
CA 染料を使用して Econtrol
理論を使って染色する方法です。詳細が分かりませんので、コメントは差し控えますが、
上で挙げた完全一浴法の欠点をどの程度クリアしているかで成否が決まる事は間違いありません。
この章で、連続染色のおおよそのところは、ご理解頂けたと思います。次章の「連続染色でのチェックポイント」では、
現在の連染での主要工程であるPad-dry-chemical Pad-steam の各々の工程についてより詳細な説明を加えます。
<補足>
・ポリエステル/綿の一浴連染法として、シーツ等の極淡色の染色に応用する Compress C plus
法があります。これは、バット染料と樹脂、樹脂触媒をパディングして、200-210℃のサーモゾールで樹脂化と染色を同時に行なうものです。
還元工程を含まないため、バット染料はこのサーモゾールで、ピグメント状態のまま樹脂層に封じ込まれますが、
同時に一部が昇華してポリエステルに染着する所がミソでです。
そこで、ポリエステルに綿上で出る色と同色に昇華染着し、日光堅牢度も高いバット染料を選べば十分な実用性を示します。
ちなみに、日本ではシーツにもドライクリーニング堅牢度が要求されたため採用には至りませんでした。
注意点としては、極淡色であるため、スペック染色を極力避けなければならない事です。このため、
調液後、細かいフィルターを通してトロに補給する事はもちろん、Vat染料として使用するリキッド品は、
高度に微粒化し、且つ、再凝集しない様に十分に安定化されてたものを使う必要があります。
また、その製造時の標準化に際しては、ポリエステルへの昇華汚染も項目として加えられている事が必須です。
・かつて、ICI から、酸性固着型の反応性染料 Procion T
と、アルカリ可溶型の分散染料を使い、Pad-dry-thermofix-alkali wash
の一浴乾熱固着法が提案された事があります。しかし、従来の反応染料に対して染料コストが高く、また、堅牢度的には塩素・日光堅牢度の面で、
バット染料に及ばず結局市場から消えてしまいました。下に Procion T
染料の基本構造と、その反応機構を示しておきます。(なお、この染法におけるジシアンジアミドは、
Procion T の反応時に触媒として働くと共に尿素に代わって染料溶媒としての役目も果たしました。)
