染料と染色に関する総合技術サイト
17. 有版捺染
スクリーンプリント
 この章では、従来から行われてきた有版捺染について説明します。
これまでの章で取り上げた浸染や、(16.)
で詳しく説明した連染では被染物を一つの染色槽に入れ全体を同じ色に染めます。これを、無地染めと言います。この染めを糸の状態でやり、
それらの糸を織り合わせたり、編み合わせたりして模様を作る事は出来ますが、初期染色物自体は、基本的に色があるだけで、「柄」はありません。
これに対し、捺染では、型を使って、特定の柄を創出します。
この型を作って、柄を染める手法は日本のみならず世界中で行なわれており「有版捺染」あるいは「スクリーンプリント」「スクリーン捺染」
と呼ばれます。
この章では、従来から行われてきた有版捺染について説明します。
これまでの章で取り上げた浸染や、(16.)
で詳しく説明した連染では被染物を一つの染色槽に入れ全体を同じ色に染めます。これを、無地染めと言います。この染めを糸の状態でやり、
それらの糸を織り合わせたり、編み合わせたりして模様を作る事は出来ますが、初期染色物自体は、基本的に色があるだけで、「柄」はありません。
これに対し、捺染では、型を使って、特定の柄を創出します。
この型を作って、柄を染める手法は日本のみならず世界中で行なわれており「有版捺染」あるいは「スクリーンプリント」「スクリーン捺染」
と呼ばれます。
工程的には、その型版 =Screen を通して、予め作成した染料糊を生地の上に乗せ、
乾燥→固着→洗浄工程を経て捺染物が出来上がります。
捺染法の分類
この有版捺染を、使う型版と行なう操作により分類すると左の様になります。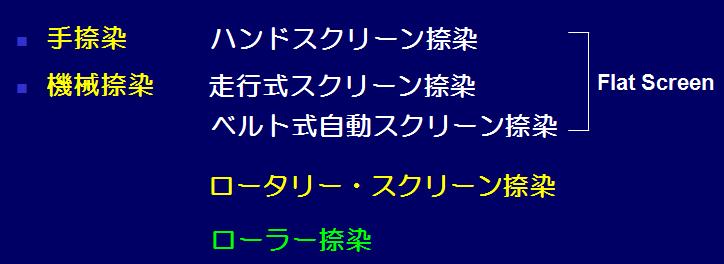 最初の手捺染は、そのままハンドプリントとも呼ばれます。
捺染する織物を一反の半分(一反の長さは素材により違うが、通常 50m)を捺染台に貼り付け、
最初の手捺染は、そのままハンドプリントとも呼ばれます。
捺染する織物を一反の半分(一反の長さは素材により違うが、通常 50m)を捺染台に貼り付け、 スクリーン型を通して色糊を置いて行きます。
捺染のスピードは、作業員の熟練度にもよりますが、大体、1.5m/分です。
柄の中に使う色の数だけスクリーンも使いますので、色数が多いと、それだけ時間がかかってしまいます。
スクリーン型を通して色糊を置いて行きます。
捺染のスピードは、作業員の熟練度にもよりますが、大体、1.5m/分です。
柄の中に使う色の数だけスクリーンも使いますので、色数が多いと、それだけ時間がかかってしまいます。
左は T シャツ用のハンドプリンターですが、色別にいくつもの小さなスクリーン型を回しながら
捺染して行くスタイルに作られています。 ハンドプリントでは、
型の移動、位置決め、印捺を作業員自らが行ないます。
つまり、型を置き、捺染し、また、型を外し移動する訳です。その為、精緻な柄では、作業員の熟練度が製品の仕上がりに大きく影響してしまいます。
そこで、型の移動を自走化し、作業をやり易くしたのが、右の走行式スクリーン捺染機です。
ハンドプリントでは、
型の移動、位置決め、印捺を作業員自らが行ないます。
つまり、型を置き、捺染し、また、型を外し移動する訳です。その為、精緻な柄では、作業員の熟練度が製品の仕上がりに大きく影響してしまいます。
そこで、型の移動を自走化し、作業をやり易くしたのが、右の走行式スクリーン捺染機です。
いずれにしても、これらの方式は、生産性の点からみるとそれ程高くはありません。
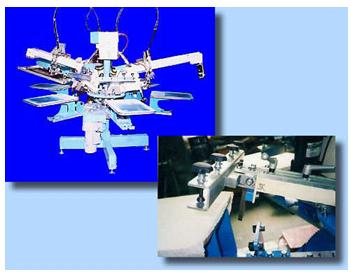
これを、より工業的にしたのが、現在、日本の捺染工業で主として使われているベルト式自動スクーリーン捺染機(Auto-Screen)
です。
ハンドスクリーンや走行式スクリーン捺染機では動くのはスクリーン型ですが、この自動スクーリーン捺染機では、固定されたスクリーン型の下を、
エンドレスの環状ゴムベルトに貼られた生地が移動して行きます。
メカニズムとしては、生地が動く → スクリーン型が下がる → 印捺 → 型が上がる → 生地が動く
と言う動作の繰り返しです。スクリーン型は最初にあるべき位置にセットして置きますので、後は、色糊を不足することなく追加しさえすれば、
いくらでも捺染し続ける事ができます。ちなみに、現在の機種では、色糊も自動追加できる様になっています。
この捺染機での、生産性はハンドプリントの約10倍、10〜15m/分を達成します。 Auto
Screen
以上、説明しましたハンドスクリーン捺染機でも自動スクリーン捺染機でも、平面状の繊維の紗(しゃ)=
スクリーンを使用して目的の「柄」を出します。そこで、これら全般を、フラット・スクリーン = Flat
Screen
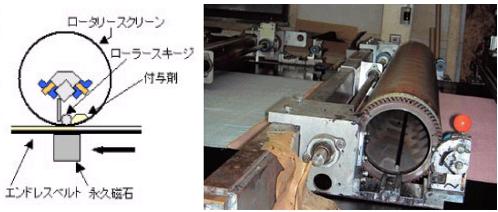
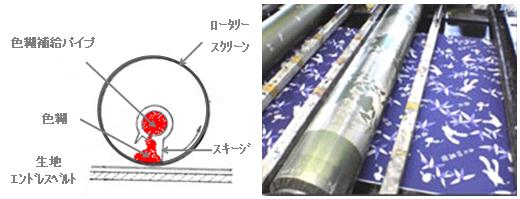
とも呼びます。これに対して、円筒状の金属スクリーンを使用して「柄」を出すのがロータリー・スクリーン捺染機です。 Rotary
Screen
 |
 |
 |
 フラット・スクリーン方式では、
一回一回、型と生地とを動かす動作が入りますので、
印捺は、どうしても間欠的にならざるを得ません、これに対し、
フラット・スクリーン方式では、
一回一回、型と生地とを動かす動作が入りますので、
印捺は、どうしても間欠的にならざるを得ません、これに対し、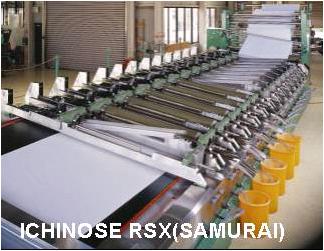 ロータリー
スクリーン捺染機では、印捺は連続的な円運動になりますので、
生産性が大幅にアップし 25〜60m/分 の
印捺速度を達成します。
ロータリー
スクリーン捺染機では、印捺は連続的な円運動になりますので、
生産性が大幅にアップし 25〜60m/分 の
印捺速度を達成します。
こうした高い生産性を持つロータリースクリーン捺染機にあっても、生産性の足を引っ張るのが色替えに要する時間です。
今日では、その面でも迅速な対応が出来る機種も開発されています。
Ichinose Rotary Printer
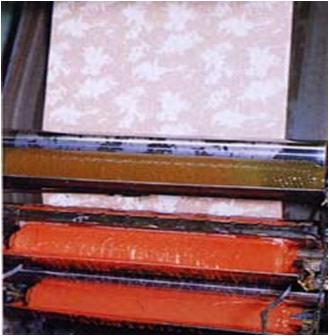
ローラー捺染は、世界的にはまだまだ行なわれている方法ですが、日本では一部にしか残っていません。
ローラー捺染機の仕組みは下に示した通りで、金属ロールに彫刻し、その彫られた溝に色糊を入れ、大きな圧力で生地に転写します。
この捺染法の生産速度は極めて速く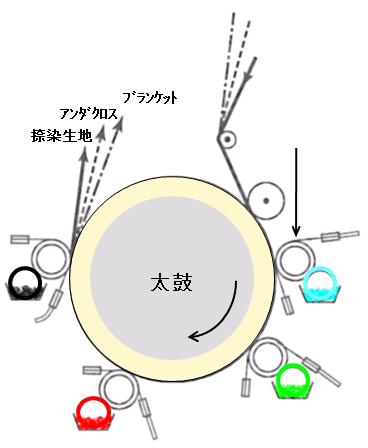 50〜120m/分に達します。
50〜120m/分に達します。 しかし、その操作には高度の熟練性が要求され、
得られる柄の大きさにも制限があります。
しかし、その操作には高度の熟練性が要求され、
得られる柄の大きさにも制限があります。
これら、各捺染法の長所・短所を右のスライドに示します。
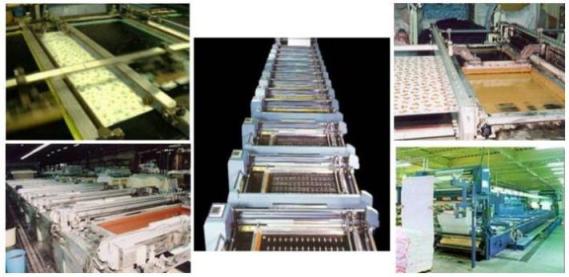
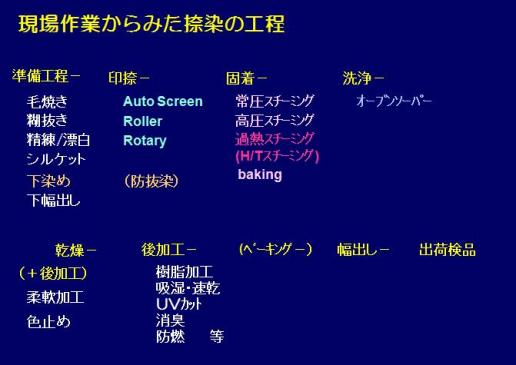
捺染工場における工程概略
下の左の図は、
一般的な捺染工場で、捺染加工物が出来上がるまでの工程概略です。右は、スクリーン捺染の工場での各工程です。
その内赤い線で囲ってある部分は、染色工場での染色作業に当たります。
現在では、CAD や色分解、染料処方の決定など多くの作業にPCを使うことで、
以前に比べて納期を随分縮める事が出来るようになりました。
それでも、製品のデザインを決定してから捺染物の納入まで 2〜4週間かかります。
 |
 |
これら一連の作業において、現場作業要員がかかわる主な工程を、左に挙げます。
浸染では、被染物を液中で炊き込みながら染料を繊維中に拡散して行きますが、捺染においては、そうした工程を採る事は出来ません。
(もし、水に浸けると、折角「柄」に置いた色糊が流れてしまいます。)そのため、印捺に先立つ準備工程をしっかり行ない、
固着工程での染料の拡散を保証してやらなくてはなりません。
捺染準備工程
準備工程で
最初に行なうのは、「毛焼き」と言う作業です 。
。

毛焼き機
この毛焼きの作業により、生地表面の毛羽が取れなめらかな仕上がりとなります。
毛焼きを済ませた布は、次に、糊抜き工程に入ります。
その薬剤処方の例を、下に示します。
織物を織る時に、縦糸をピンと張るために糊付けをします。この時の糊剤は、後から取る事を前提に取れやすいものを使用していますが、
コスト面から脱糊性だけに的を絞る訳にも行きませんので、それなりの工程を組まなくてはなりません。
澱粉系の糊剤は、綿織物によく使われます。合成繊維では、PVA(ポリビニルアルコール)や、アクリル系の糊剤がよく使われます。
捺染時にこれらの糊剤が残っていると、染料が染着したり、反応したりする可能性があり、堅牢度の低下にも繋がりますので、
糊抜きは十分に行なわなければなりません。
糊抜きが出来ているかどうか、次の着色反応で確認します。
 澱粉系←ヨード液、PVA←ヨードホウ酸液、
澱粉系←ヨード液、PVA←ヨードホウ酸液、
アクリル酸系←カチオン染料液
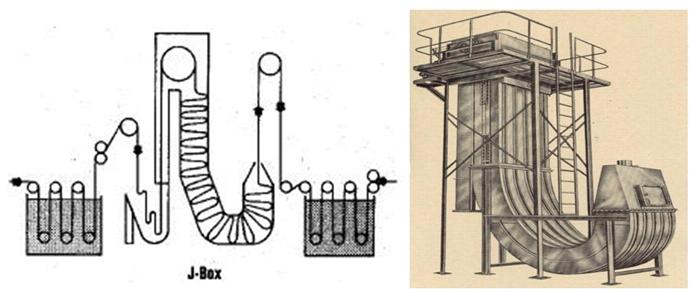
生地を高温で長時間処理するために、よく使われる装置として、J-Box
があります。糊抜工程では、上の処方の薬剤に浸漬した後、槽内に振り落として一定時間滞留させます。生地は通常ロープ状態で、連続的に処理されます。
J-Box には、上部密閉式で布が蒸熱されながらJ-Box
内に入り、大気圧で温度が保たれるタイプと、上部開放式でJ-Box内部壁面から蒸熱されるタイプがあります。
糊抜きが終わった生地は、精練工程に入ります。繊維毎の精練処方の例を左に挙げました。ここで、精練がうまく出来ているかどうかは、
次の試験のいずれかで確認します。
1. 滴下試験・・・生地を張った状態で、水を一滴落とし完全浸透までの時間を計測。-一秒以内なら合格。(浸透を遅らせるため、
50%(重量%)濃度の砂糖溶液を使う方法もあり。この場合には、8秒以内ならば合格。)
2.沈降試験・・・生地を水表面に浮かべて沈むまでの時間を測定。-標準布(過去に、問題が無かった生地)に対して一定の範囲に入っておれば合格。
(ビーカー、布、置く位置、水の温度を、常に一定にしておく。)
3. 吸い上げ試験・・・異なる場所から細切りの生地を切り、一定の時間色水を吸い上げさせる。 -標準布に対して比較。両端と中央、反頭と反末など場所ごとの違いについても確認。
 精練に使う機械には、
精練に使う機械には、 右のボイルオフ精練機や、左の拡布精練機があります。
小ロットの場合には、
通常のウインスで行なう事もありますが、ウインスでは、ロープ状での精練になりますので、
シワ跡が後々まで残ったり、精練むらになってしまうリスクがあります。
右のボイルオフ精練機や、左の拡布精練機があります。
小ロットの場合には、
通常のウインスで行なう事もありますが、ウインスでは、ロープ状での精練になりますので、
シワ跡が後々まで残ったり、精練むらになってしまうリスクがあります。
精練が終わると、漂白を行ないます。特に、生成色の強い綿布では、必須の工程です。
また、繊維に含まれている黒くて小さいネップ=未成熟綿や死綿などの綿カスの除去もこの工程で行ないます。
処方例を、左に示します。
亜塩素酸ソーダは、強い酸化作用で良好な白度を得る事ができますが、処理に伴って特異な刺激臭を出すため、
労働環境や周辺とのトラブル面から使えないケースがあります。
また、ハロゲン物質を避けたい時(例えば、オーガニックコットン)にも使えません。
漂白工程では、強い酸化作用を伴うため、ステンレススチールの機械を使う事が必要です。
精練や、漂白にも、J-Box
が使われますが、通常、精練と漂白を一度に行なう事も多く、それ様に作られた工程機が使われます。
代表的なものに、パープルレンジ(正しくは、パーブル・レインジ(山東鉄工所))があります。
Fabric
processing Machines
 |
 |
 |
この後、綿織物に
は、
光沢を与え染料の吸収を高めるため高濃度の苛性ソーダでシルケット処理を行ないます。
(マーセル化-シルケットについては、「6.
反応染料」を参考にして下さい。)綿はシルケット時に大きく縮むため、クリップテンターで引っ張りながら行ないます。
(通常のピンテンターでは、強い張力で耳部が破れてしまいます。) Mercerizing
Machine
 |
 |
 |
シルケット終了後、
アルカリ回収の為湯で洗い、後、酸で中和します。中和には酢酸を使うのが安全ですが、
コストが高くつくため、硫酸を使う場合があります。
この場合には、水洗で十分除去しておかないと、生地が弱って破れてしまう可能性があります。
また、残る量によっては反応染料の固着に関わってきます。いずれにせよ、pH指示液で、生地のpHを確認をするか、
生地の一部を水で炊き込んで、炊き込み前後のpHの変化を捉える事により残留しているアルカリや酸がないか確認します。
<補足>
ニット製品のシルケットには、ピンテンター型のシルケット機も使われています。また、
丸編みのニットをチューブ状態の空気を吹き込みバルーン状でシルケットする機械もあります。通常、シルケットは乾燥した生地に施しますが、
ウェット状態で行なうWet-On-Wet法もあります。
この場合には、生地から持ち込まれる水分に対して経時的にシルケット効果が落ちない様苛性濃度の十分な管理を行なわなくてはなりません。
そうした面でも、シルケット加工のコンピューター管理が進んでいます。
捺染工程
 捺染における現場工程は、
左の順で進みますが、先ずその前に、
色糊として使う染料とその処方を決めなくてはなりません。
捺染における現場工程は、
左の順で進みますが、先ずその前に、
色糊として使う染料とその処方を決めなくてはなりません。
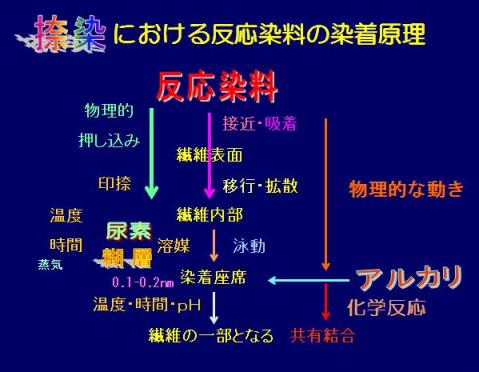
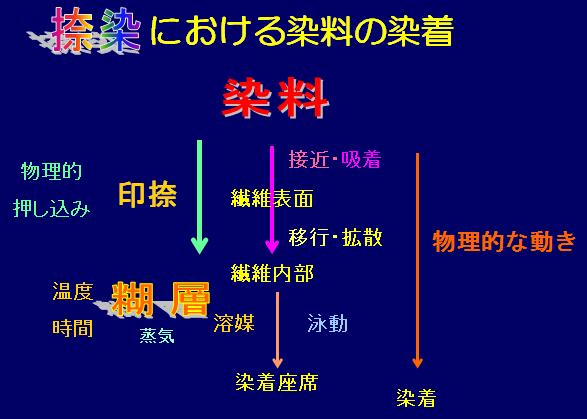 ここで、おさらいのため、捺染工程で、
染料がどのような挙動を起こすのか考えてみます。
染料は、先ず色糊として、生地の表面から内部へかけて押し込まれて行きます。この後、乾燥、次に、固着工程へ移り、蒸熱(スチーミング)されます。
ここで、おさらいのため、捺染工程で、
染料がどのような挙動を起こすのか考えてみます。
染料は、先ず色糊として、生地の表面から内部へかけて押し込まれて行きます。この後、乾燥、次に、固着工程へ移り、蒸熱(スチーミング)されます。
ここで、水溶性を持つ染料の場合には、スチーミングにより水を含み膨潤した状態の糊の中を移動拡散し染着 位置に収まります。
位置に収まります。
水に溶けない分散染料の場合には、糊の中から昇華し、ガス状態で生地の中を動き染着します。
これらの事から、色糊全体が染料の染着に大きな役割を果たしている事が理解できると思います。
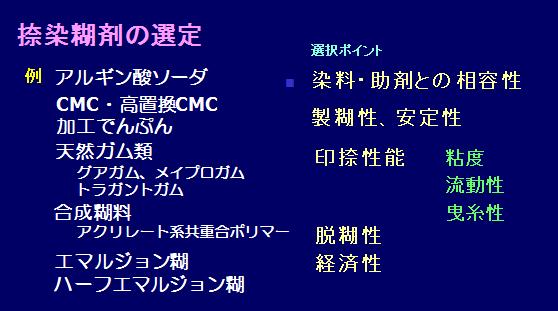
色糊の基本的な構成は、右の様になっています。もちろん、主役は染料ですが、それ以外の、助剤や糊剤が染料の動きの邪魔をするものであれば、
いくら完璧な染料選択を行なっても、良い捺染物は出来ません。捺染に使用する糊剤は、コストも大切ですが染料と相容する事が第一です。
よく使われる組み合わせを下に挙げます。
 |
 |
アクリレート系を始め
とする合成糊料は、固形成分が少ないため排水処理負荷は小さいのですが、強力な糊層を作るため発色後の脱糊性がやや劣ります。
また、アニオン性の助剤に影響され粘度を落とすものもありますので注意が必要です。
ミネラルターペンを使用したエマルジョン糊やハーフエマルジョンの糊は、染料の染着には極めて効果的な糊として多用されてきました。
しかし、環境負荷を低くするため、その使用は難しくなっています。
 染着前段階での染料の泳動では、大きなミセルではなく、
分子状態になる事が必要です。
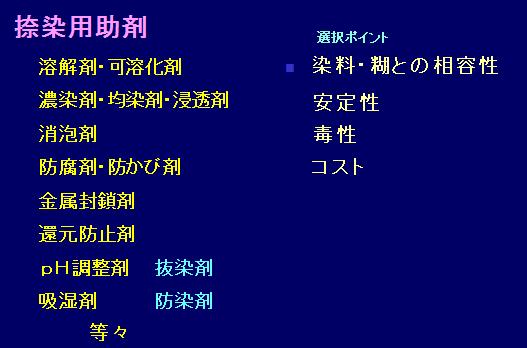
スチーミングで水分が与えられると言うものの、非常に限られた量ですので、
助剤の選定においては、溶解剤・可溶化剤の選択が最も重要なファクターとなります。
ちなみに、濃染剤もそうした可溶化能を持つ助剤です。
染着前段階での染料の泳動では、大きなミセルではなく、
分子状態になる事が必要です。
スチーミングで水分が与えられると言うものの、非常に限られた量ですので、
助剤の選定においては、溶解剤・可溶化剤の選択が最も重要なファクターとなります。
ちなみに、濃染剤もそうした可溶化能を持つ助剤です。
分散染料のスチーミングは、150℃以上でのスチーミングですので、糊剤が含むことが出来る水の量も極めて限られています。
従って分散染料は、吸尽染色で起こる様な単純な溶解拡散で染まる訳ではありません。
それでは、気化拡散だけで染着が進むのかと言うと、白場汚染を避けるために硬い染料を主として選択している捺染で、
160〜170℃の温度で全量が気化染着しているとするのには無理があります。
そこで実際には、気化拡散を主に、接触拡散、溶解拡散も合わさって染着が起こっていると考えられます。
従って、分散染料の可溶化媒体となる濃染剤の選定は極めて重要です。
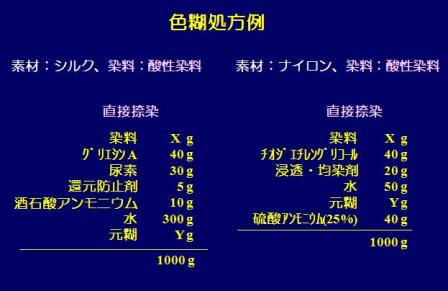
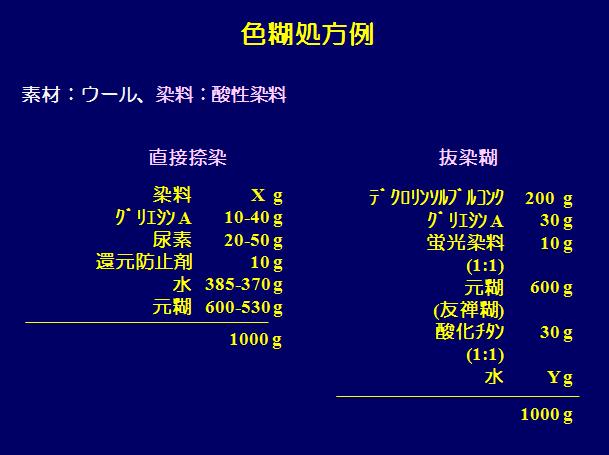
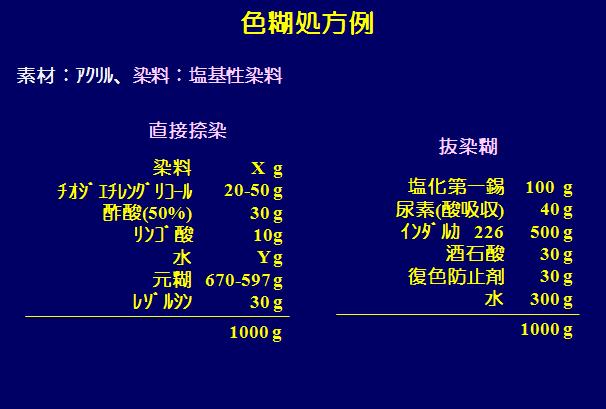
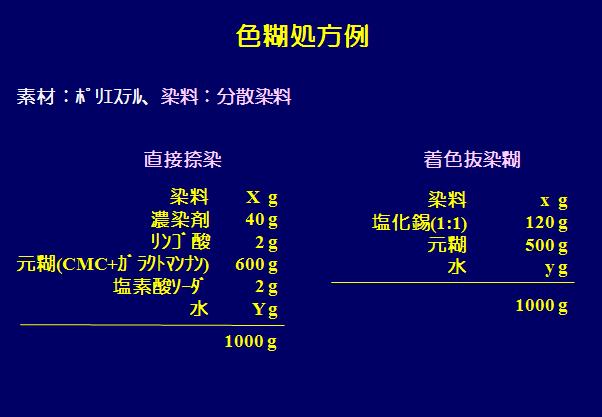
繊維別色糊処方
下に主な繊維の
捺染のための色糊処方例を上げておきます。
 |
 |
 |
 |
綿織物の捺染には、
ほぼ例外なく反応染料が使われています。
現在では、そのプロセスは、印捺、乾燥後、スチーミングを行なう1相法に集約されています。(かつて行なわれていた2相法
(Print-dry-alkali pad-steam)で必須であったアルカリパッド剤
-Fixer
RC (水ガラス)が水処理の問題で使えなくなってしまったからです。)
反応染料では、物理的な移行拡散の後、化学的な反応=固着を行なわなくてはいけません。
その為に必要となってくるのがアルカリです。また、染料の十分な移行拡散を促すため大量の尿素が使われます。
反応染料の内、ビニルスルホン型の染料は、尿素と反応し不活性になるため、モノクロルトリアジン基を代表とする置換型の反応染料が使用されます。
(尿素がVS型染料と繊維素の間に生じるエーテル結合を破壊するとのレポートもありますが、
エーテル結合は、アルカリに対し比較的強い結合ですのでいささか疑問です。)
 使われる糊剤は、
アルカリ耐性を持ち、なお且つ染料と反応しない事が必
須ですので、通常アルギン酸ソーダが使われます。これに加え、高温スチームの持つ還元性から染料を守るため還元防止剤を添加します。
使われる糊剤は、
アルカリ耐性を持ち、なお且つ染料と反応しない事が必
須ですので、通常アルギン酸ソーダが使われます。これに加え、高温スチームの持つ還元性から染料を守るため還元防止剤を添加します。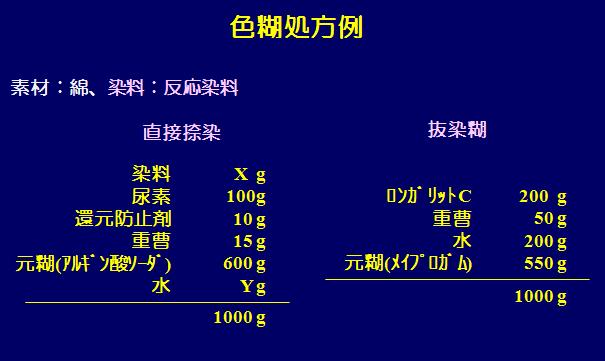
反応染料において、酒石酸の様な不揮発性の酸を含んだ糊剤を使って反応に必要なアルカリを殺すことで、防染を行なう事は可能です。
しかし、染料そのものを壊してしまう抜染は容易ではありません。それは、捺染に主として使用する置換型染料の構造そのものに起因します。
即ち、染料が還元破壊された時、置換型では色を呈色するアミンや、より大きな構造のナフタレンが繊維側に残ってしまいます。
これに比べビニルスルホン型の染料では、色を残す成分は繊維側に残りません。
(ビニルスルホン型の染料が脱色しやすいのはこのためでもあります。)
こうした差は、染料の製造におけるジアゾ・カップリング手法そのものの違いから生じる根源的なものと言う事ができます。
| モノク
ロルトリアジン型反応染料の抜染性 |
ビニルスルホン型反応染料の
抜染性 |
|
 |
 |
 |
抜染や防染は、
捺染において繊細な柄を出すための重要な手法です。
酸による防染時に、顔料と樹脂を併用し着色抜染を行なう事は可能ですが、風合いが硬くなったり、摩擦堅牢度や洗濯堅牢度での問題も出てきます。
特殊なバット染料を差し色として使う手法もありましたが、そうしたバット染料は廃番になってしまいました。
*抜染(discharge
print):一度染まった染料を化学的に脱色し柄を与える捺染法。
*防染(resist
print):染料の一部を物理的又は化学的手段により染まらなくし柄を与える捺染法。
*差し色(illumination):
抜染において、抜く部分に入れる色。
これを解決するために日本で広く行なわれ
ているのが、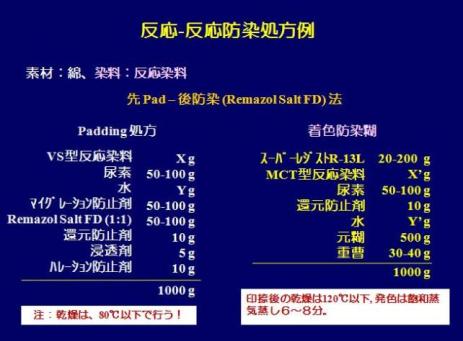 反応染料の性質の違いを使って行なう反応-反応防染です。この方法では、
反応染料の性質の違いを使って行なう反応-反応防染です。この方法では、 ビニルスルホン型の染料
(VS)
とトリクロロ酢酸ナトリウム(=Remazol Salt
FD)を一緒に生地にパディング法で乗せておき、その上にモノクロルトリアジン型の染料(MCT)
と、VS染料を不活性化
ビニルスルホン型の染料
(VS)
とトリクロロ酢酸ナトリウム(=Remazol Salt
FD)を一緒に生地にパディング法で乗せておき、その上にモノクロルトリアジン型の染料(MCT)
と、VS染料を不活性化 する助剤(ヒドロキシアルカンスルホン酸塩や亜硫酸ソーダ等)、及び重曹を捺染し乗せます。
これを乾燥すると、
室温では中性のトリクロロ酢酸ナトリウム中の酸性揮発成分が高温で飛びアルカリ性を与える事でVS染料の一部が固着します。
同時に、MCTを含む糊が乗っている部分のVS染料は(糊中の不活性化助剤のため)染まらない状態になります。
この後のスチーミングで、VS染料の本固着と共に、MCT染料の固着が起こります。
左の処方例は、市場で広く使われているセンカ(株)の不活性剤
スーパーレジスト R-13L を使った処方です。
する助剤(ヒドロキシアルカンスルホン酸塩や亜硫酸ソーダ等)、及び重曹を捺染し乗せます。
これを乾燥すると、
室温では中性のトリクロロ酢酸ナトリウム中の酸性揮発成分が高温で飛びアルカリ性を与える事でVS染料の一部が固着します。
同時に、MCTを含む糊が乗っている部分のVS染料は(糊中の不活性化助剤のため)染まらない状態になります。
この後のスチーミングで、VS染料の本固着と共に、MCT染料の固着が起こります。
左の処方例は、市場で広く使われているセンカ(株)の不活性剤
スーパーレジスト R-13L を使った処方です。
「糊剤」の項で説明した、ターペンの使用削減への要請と同じ事が、
尿素の使用にも起こっています。
このため、他の溶解吸湿剤(例.ジシアンジアミド)の併用や、ロータリーダンパーによる物理的な湿分の付加など多くの試みがなされています。
特に染料拡散に時間がかかるレーヨンの捺染では、良好な発色の為に十分な湿分を与える必要があります。
また、染料の拡散を促すため、軽いアルカリ処理(8度ボーメ苛性ソーダ(+芒硝(強度の低下を防止するため))も有効です。
印捺
色糊を印捺するに
当たって、幾つかの留意点があります。 捺染物の濃度は、あくまで生地の表面で判断しますので、過剰に糊を押し込む必要はありません。
過剰な糊の使用は、コスト面ばかりではなく、エンドレスベルトへの汚染として現れます。
捺染物の濃度は、あくまで生地の表面で判断しますので、過剰に糊を押し込む必要はありません。
過剰な糊の使用は、コスト面ばかりではなく、エンドレスベルトへの汚染として現れます。
*メッシュ : スクリーンの目の粗さ。付着量を大きくしたいタオルや毛布などには、粗い目の物を使い、
合成繊維など糊の付着量が少なくて良いものは細かい目のスクリーンを使う。
Flat Screen では、メッシュの番号は、1インチ間のフィラメント数の数字を使う。
(例. 80メッシュ = 1インチの間に 80本の
Filament 糸が打ち込んであると言う事。つまり、メッシュの数字が大きいほど目が細かい事を意味する。)
生地や柄によりメッシュを変えるが、通常の綿織物では、100メッシュ前後、合繊製品では、150〜200メッシュのスクリーンを使用。
乾燥
印捺を終えた生地は、
乾燥工程に入ります。
この時注意する事は、乾かし過ぎない事です。 過乾燥は、コスト的な無駄ばかりではなく、
レーヨンなどのケースではスチーミング時の水分不足を招き発色不良の原因ともなります。
過乾燥は、コスト的な無駄ばかりではなく、
レーヨンなどのケースではスチーミング時の水分不足を招き発色不良の原因ともなります。
反応染料の場合には、色糊に、染料、アルカリ、尿素が入っていますので、乾燥後吸湿による染料の加水分解が起こる可能性があります。
乾燥後は、出来るだけ速やかな発色を心がけると共に、発色まで時間をおく場合には、
水や汚れが付かないようにカバーをし日光や酸化性のガスにさらされない冷暗所に保管しましょう。
また、振り落ち状態のまま積みおく場合には、熱を持たない様、乾燥後、直ぐに冷風で冷やしたり、折れ目で糊層を傷つけてしまわない注意も必要です。
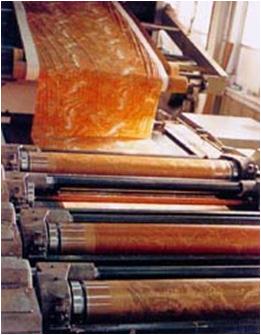
このYouTubeの映像では、白生地が走行する順に Roller Printer での捺染 →
Cylinder Dry → 熱処理 へと進んでいます。
Print-Dry-baking
発色
乾燥に続く工程が、発色です。
 この発色工程で、色糊の中の染料が繊維に染着して行きます。
そのメカニズムは、乾燥状態にある生地表面にスチーム中の水が凝集し次第に糊剤を膨潤させます。
同時に、糊剤の中の吸湿・可溶化成分(例えば尿素やグリエシン)が吸湿し液状化します。
水溶性染料の場合には、この水と可溶化成分の混合溶液に染料が溶け単分子化しながら繊維の中へ移行拡散して行く訳です。
反応染料の場合には、これに更に反応工程が付加されます。
つまり、これも糊中に入れられていた重曹が水と可溶化成分の中に溶け 60℃以上の温度で
ソーダ灰に変わります。
こうして、反応染料の反応のために十分な pH を与える事となります。
この発色工程で、色糊の中の染料が繊維に染着して行きます。
そのメカニズムは、乾燥状態にある生地表面にスチーム中の水が凝集し次第に糊剤を膨潤させます。
同時に、糊剤の中の吸湿・可溶化成分(例えば尿素やグリエシン)が吸湿し液状化します。
水溶性染料の場合には、この水と可溶化成分の混合溶液に染料が溶け単分子化しながら繊維の中へ移行拡散して行く訳です。
反応染料の場合には、これに更に反応工程が付加されます。
つまり、これも糊中に入れられていた重曹が水と可溶化成分の中に溶け 60℃以上の温度で
ソーダ灰に変わります。
こうして、反応染料の反応のために十分な pH を与える事となります。
この発色には、反単位で行なう「バッチ式」と、連続的に大量に発色させる連続式があります。
バッチ式の場合、ポリエステル以外の繊維は、常圧のスチームで蒸されます。
これは、古来から友禅染などで行なわれ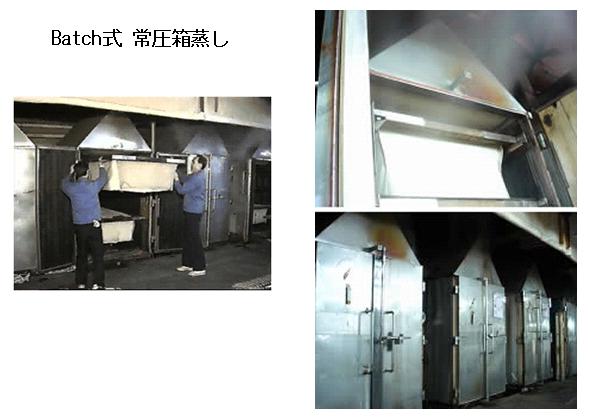 てきた方法で「箱蒸し」とも呼ばれます。
発色の目安は、100 -102 ℃X 8-10
分です。
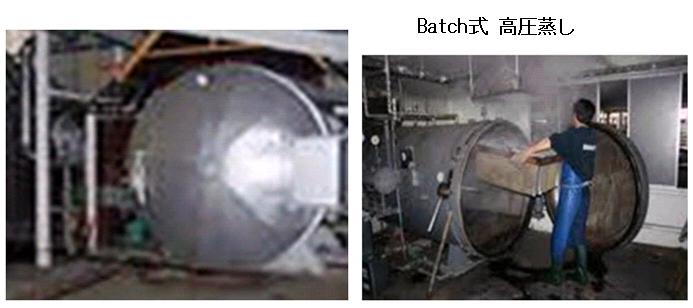
分散染料を使用したポリエステルでは、100℃以上でないと発色しませんので、
密閉式の高温高圧機を使います。130℃× 30分が目安です。
多くの捺染物を詰め込んで発色しますので、膨潤した捺染糊が他にくっついたり、防・抜染の場合には、染料を壊すため発生するガスが、
近隣の捺染物を変色させるリスクがあります。
間に捨て布を挟むなど十分な管理が必要です。(捨て布の使い回しには、薬剤やガスが付いていないか注意。)
てきた方法で「箱蒸し」とも呼ばれます。
発色の目安は、100 -102 ℃X 8-10
分です。
分散染料を使用したポリエステルでは、100℃以上でないと発色しませんので、
密閉式の高温高圧機を使います。130℃× 30分が目安です。
多くの捺染物を詰め込んで発色しますので、膨潤した捺染糊が他にくっついたり、防・抜染の場合には、染料を壊すため発生するガスが、
近隣の捺染物を変色させるリスクがあります。
間に捨て布を挟むなど十分な管理が必要です。(捨て布の使い回しには、薬剤やガスが付いていないか注意。)
連続式の場合に使われるのは、主として、H/Tスチーマー (High
Temperature Steamer) と呼ばれる蒸熱機です。日本語では、「過熱蒸気蒸し」と言います。
原理的には、函体を 100℃以上に加熱し、そこに蒸気を吹き込みます。 スチーマー連続式
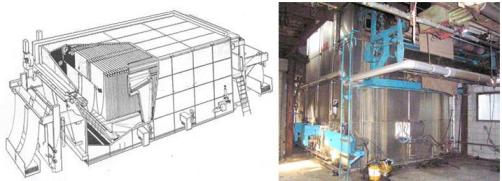
H/Tスチーマーでは、捺染物がむき出しのまま機械の中を進んで行きますので、
その上に凝結した水滴が落ちるのを防ぐため、ややもすれば、函体の温度をスチーミング設定温度より上げがちになります。
(機械によっては、設定温度よりやや高めに加熱するヒーターが天井についています。)
また、蒸気源として高温・高圧の蒸気をそのまま常圧中に噴き出して使用する場合には、
噴出した状態で「乾いた蒸気」になっています。
この一方で、生地と吸湿・可溶化剤を含む糊剤にスチーマー内の蒸気がどんどん食われて行きます。
ここに更に高温の蒸気が加わると、機械の温度が上がり、更に湿度が下がると言う悪循環に入ります。
こうして、100℃の飽和状態から外れた環境になると、反応染料の反応や、
抜染や防染など水分が大きな役割を果たす加工に支障が出ます。(こうした現象が認められる場合には、
一旦蒸気の圧力を下げてから使用する事が望ましく、温度の上昇も、
105℃以下に抑える努力が必要です。)
160-170℃で発色を行なうポリエステルでは、湿度不足を起こす可能性が更に大です。
それは、高温で元々湿分が少なくなっている機内へ、室温に近い生地が入ることにより、生地上に瞬間的な水の凝集が起こるからです。
この凝集は、新しい生地が供給され続ける限り起こり続けます。(元々、H/Tスチーマーは、
この凝集作用を利用する事により、乾熱ベーキング機では得られない生地昇温の速さを成し遂げるための機械で、
その原理は、ICI により見出されました。)
100℃での、湿度 100%の状態
(湿球温度 100℃)では、
580gr の水分が1立方メートルに存在します。それが、160℃
では、
484gr.となり、更に、180℃
に上がると457gr.になります。
つまり、160-170℃で行なう H/T
スチームでは、
その温度の影響だけで、100℃での状態より、
約20%水分が少ないと言う事になります。
ただでさえ、水分が少ない状態で、それ以上水分を失なわせないためには、適切な蒸気追加を行なわなければなりません。
これは、湿球温度をモニターする事で可能になります。
つまり、雰囲気温度が何度であっても、湿球温度が 100℃であれば、
蒸気が飽和状態になっている事を表わします。
もし、蒸気量が不足すれば、湿球温度計から水の蒸発が起こり温度が下がります。
<補足>
水分量の比較において、バッチ式での水分量をみると、130℃で、一立方メートル当たり 1,510gr.と、H/Tスチームでの
160-170℃固着時の三倍以上に達します。
洗浄
染料の発色=固着が終了したら、次は色糊及び未固着染料の除去です。この段階では、色糊の中にまだ多くの未固着染料が入っています。 この状態で熱と水を与えると、膨潤した色糊の中の染料が液中に吐き出され繊維に移行拡散=汚染して行きます。
こうした事態を避けるため、先ず、室温の水で糊を膨潤させ色糊を速やかに出来るだけ除去します。
この状態で熱と水を与えると、膨潤した色糊の中の染料が液中に吐き出され繊維に移行拡散=汚染して行きます。
こうした事態を避けるため、先ず、室温の水で糊を膨潤させ色糊を速やかに出来るだけ除去します。
オープンソーパーは、簡単に言えば、水が入った槽を、拡布状の捺染布が通過して行くだけの洗浄機です。
各槽で水をオーバーフローさせたり、加熱したり、あるいは、還元洗浄の薬剤を入れたりします。
(ミソは、一槽出る毎に、上部のロールで生地が絞られることです。)従って、限られた槽の 数
(大体10槽まで)で、
色糊の除去や湯洗い、FIX。
分散染料の場合には、還元洗浄や中和をどの様な構成で行なうか最適の条件を決めなくてはなりません。
また、各槽で、汚れの具合を観察しながら、水量や、温度、追加の薬剤の量をしっかり管理する必要があります。
数
(大体10槽まで)で、
色糊の除去や湯洗い、FIX。
分散染料の場合には、還元洗浄や中和をどの様な構成で行なうか最適の条件を決めなくてはなりません。
また、各槽で、汚れの具合を観察しながら、水量や、温度、追加の薬剤の量をしっかり管理する必要があります。
洗浄が終われば乾燥です。
ここでは、過乾燥を避けます。前にも言いましたが、過乾燥はコストの問題だけでなく、染料の熱変色の程度を強くし復色を難しくします。
Open
Soaper
後加工
捺染物の
付加価値を高めるため、
多くの製品に後加工を施します。
物理処理には、洗濯で縮むのを防ぐ防縮加工や、製品の表面効果を高めるための加工があります。
以下で、「防縮加工」「光沢加工」「エンボス加工」を説明します。
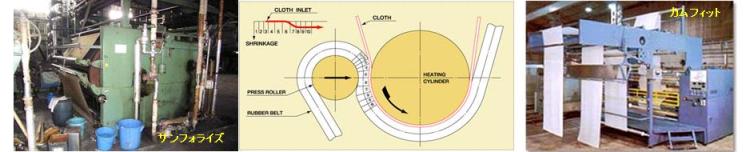
防縮加工で代表的なものは、サンフォライズ加工とカムフィット加工です。
メカニズム的には良く似た加工ですが、それぞれ開発メーカーの名前をとってそう呼ばれています。
サンフォライズ加工 Sanforizing
machine
布が洗濯で収縮する量を測定し、フェルトを張ったローラー上で一定の湿気を与え、フェルトと共にその収縮分をあらかじめ収縮させておく仕上げ。
カムフィット加工
回転するゴムブランケットの伸縮復元力を利用しあらかじめ布を収縮させる仕上げ。
光沢加工
3
roll calender
表面の平滑な硬質ローラーやフェルトを用いて、布をこすったり、加圧・加熱して、光沢を与える。カレンダー加工とも言う。

エンボス加工
embossing
machine
 織物などに型ローラーで凹凸をつける加工。
一定温度に加熱した凹凸模様を彫刻した鋼鉄ローラーと弾力性のあるペーパーローラー又はコットンローラーの間に布を通して型をつける。
セルロース系の織物の型付けには樹脂加工を併用し、アセテ−ト、ポリエステル等の合成繊維には、熱可塑性を利用する。
織物などに型ローラーで凹凸をつける加工。
一定温度に加熱した凹凸模様を彫刻した鋼鉄ローラーと弾力性のあるペーパーローラー又はコットンローラーの間に布を通して型をつける。
セルロース系の織物の型付けには樹脂加工を併用し、アセテ−ト、ポリエステル等の合成繊維には、熱可塑性を利用する。
こうした、特別な物理的処理に対して、より普通に行なわれているのが、浸漬処理により樹脂や柔軟剤を付与して、より恒久的な、
防縮や柔軟性を与える加工です。(樹脂加工、柔軟加工については、「20.繊維用助剤」を参照して下さい。)
 ちなみに、
上のスライドに挙げた機能剤の多くはこの樹脂に併用して添加されます。
ちなみに、
上のスライドに挙げた機能剤の多くはこの樹脂に併用して添加されます。

 これらの、樹脂加工や柔軟加工は、通常、最終的な幅出しを兼ねて行なわれます。
これらの、樹脂加工や柔軟加工は、通常、最終的な幅出しを兼ねて行なわれます。
これで、捺染現場での全工程が終了し、検品を済ませば包装です。 検反
捺染における 特殊加工
次に捺染技術を利用して行なう特殊加工の例をいくつか上げたいと思います。
オパール加工
 ある薬剤に強い繊維と弱い繊維を混用し、捺染糊の形でその薬剤を付与し弱い方の繊維を溶解除去する加工です。
例えば、ウール、絹、ナイロン、ポリエステルなどの、比較的耐酸性のある繊維と、レーヨン、綿などの耐酸性の低い繊維で交織品を作り、
硫酸や硫酸アルミニウム、塩化アルミニウムなどの強い酸(不揮発性の硫酸の金属塩は、加熱によりフリーの硫酸を出し繊維を冒します。)
などを含む糊剤で印捺し、蒸熱してやると、耐酸性の低い繊維は炭化し取れてしまいます。
この他、水酸化ナトリウムを使用しウールや絹を溶解する方法もあります。
(この手法の場合、使うポリエステルスクリーンや金属スクリーンのダメージにも留意しておかなくてはなりません。)
ある薬剤に強い繊維と弱い繊維を混用し、捺染糊の形でその薬剤を付与し弱い方の繊維を溶解除去する加工です。
例えば、ウール、絹、ナイロン、ポリエステルなどの、比較的耐酸性のある繊維と、レーヨン、綿などの耐酸性の低い繊維で交織品を作り、
硫酸や硫酸アルミニウム、塩化アルミニウムなどの強い酸(不揮発性の硫酸の金属塩は、加熱によりフリーの硫酸を出し繊維を冒します。)
などを含む糊剤で印捺し、蒸熱してやると、耐酸性の低い繊維は炭化し取れてしまいます。
この他、水酸化ナトリウムを使用しウールや絹を溶解する方法もあります。
(この手法の場合、使うポリエステルスクリーンや金属スクリーンのダメージにも留意しておかなくてはなりません。)
リップル加工
 セルロース繊維が、高濃度の水酸化ナトリウムで収縮する性質を利用して、
あらかじめ防アルカリ剤を含む糊を印捺した織物などを水酸化ナトリウム溶液中に通すか、アルカリ剤を含む糊剤を印捺するかして、
部分的に縮ませる加工で、皮膚への接触面を少なくして涼感を高めたいパジャマ地などに応用されます。
セルロース繊維が、高濃度の水酸化ナトリウムで収縮する性質を利用して、
あらかじめ防アルカリ剤を含む糊を印捺した織物などを水酸化ナトリウム溶液中に通すか、アルカリ剤を含む糊剤を印捺するかして、
部分的に縮ませる加工で、皮膚への接触面を少なくして涼感を高めたいパジャマ地などに応用されます。
発泡プリント
 色材を含んだ発泡樹脂で印捺し、乾燥後、加熱により発泡、立体的な意匠を得ます。
樹脂としては、アクリル樹脂や、エチレン酢酸ビニル樹脂などを使用します。
色材を含んだ発泡樹脂で印捺し、乾燥後、加熱により発泡、立体的な意匠を得ます。
樹脂としては、アクリル樹脂や、エチレン酢酸ビニル樹脂などを使用します。
ラバープリント
 色材をゴムのような弾力性を持ったウレタン樹脂などからなる染料糊に混入し、印捺、
熱処理して定着させます。
生地の伸びに順応した色柄が表現できます。
色材をゴムのような弾力性を持ったウレタン樹脂などからなる染料糊に混入し、印捺、
熱処理して定着させます。
生地の伸びに順応した色柄が表現できます。
捺染物の二次加工
捺染では基本的に片面を表として扱い、そちらに「柄」をおきます。つまり、はっきりした裏表の区別があります。
この特徴を更に活かして、裏面をビニールコーティングしたり、他の素材と張り合わせて二次製品を作る事も多々あります。


コーティング機 ボンディング機
Coating
Bonding
顔料による捺染
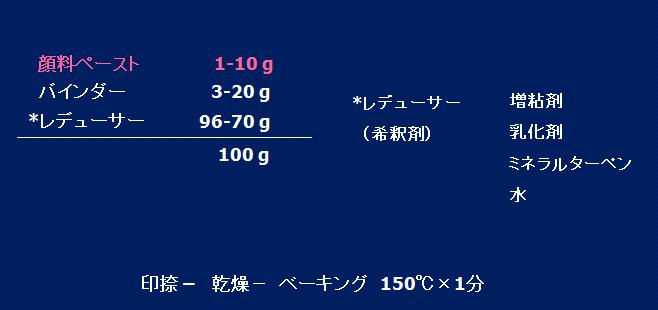 顔料については、
既に「15.顔料による着色と堅牢度」で詳しく述べましたが、
その顔料が多く用いられているのが捺染分野です。
捺染糊を樹脂(+触媒)に替え、その中に顔料を分散させてから、印捺→乾燥→熱固着で着色は終わりです。
風合いや摩擦堅牢度、洗濯堅牢度に難はあるもののこの面でも年々改良が進んでいます。
対象素材を選ばないので混紡品にも一つの処方で目ムキなく着色できるのも強みですが、何よりも乾熱のみで固着し洗浄を必要としないシステムは、
環境面で非常に大きいメリットを提供します。
顔料については、
既に「15.顔料による着色と堅牢度」で詳しく述べましたが、
その顔料が多く用いられているのが捺染分野です。
捺染糊を樹脂(+触媒)に替え、その中に顔料を分散させてから、印捺→乾燥→熱固着で着色は終わりです。
風合いや摩擦堅牢度、洗濯堅牢度に難はあるもののこの面でも年々改良が進んでいます。
対象素材を選ばないので混紡品にも一つの処方で目ムキなく着色できるのも強みですが、何よりも乾熱のみで固着し洗浄を必要としないシステムは、
環境面で非常に大きいメリットを提供します。
顔料を使用した捺染への平均的な処方例を右に示します。
 顔料での捺染の堅牢度を増進し色目もより鮮明にするため、粒度を下げ、樹脂一体型にする試みも進んでいます。ただし、顔料には変わりありませんので、濃度
は出ません。
顔料での捺染の堅牢度を増進し色目もより鮮明にするため、粒度を下げ、樹脂一体型にする試みも進んでいます。ただし、顔料には変わりありませんので、濃度
は出ません。
まとめ
この章では、
有版捺染について、準備から仕上げまで、工程全般の説明を行ないました。
一つの製品が出来上がるまでに多くの工程が必要な事が少しでも分かって頂けたのではないかと思います。
日本での捺染加工量は、1990年から2010年の20年間で、約五分の一になりました。
多くの捺染工場が廃業に追い込まれ、いまなお頑張っている企業もありますが、捺染工業全体でみれば、正に、満身創痍の状態です。
かつて、世界に君臨した日本の捺染工業の面影はありません。既に、その生産量は、世界全体の生産量の1%を切ってしまっているのです。
実はこれは日本に限った事ではなく、先進国の捺染工業に共通の状況です。欧州でも既に多くの捺染企業が廃業に追い込まれました。
その理由の第一は中国の台頭です。しかし、実際には、それ以前に、今日の衰退の目は現れていたのです。その問題点を下に挙げてみます。
これを見ると、現代の捺染工業の苦境が構造的な問題である事がよく分かると思います。
 |
 |
これを解決する手段と
言われているのが、インクジェットによるデジタル捺染です。
次の「18.デジタル捺染」では、その技術的諸点について分かりやすく説明します。