�����Ɛ��F�Ɋւ��鑍���Z�p�T�C�g
18. �f�W�^������@
�@�@�@�f�W�^���v�����g
�u17.�L�œ���v�̍Ō�ŁA���݂̓��{�̓���H�Ƃ������� ���_��������܂����B
���̏͂ł́A�����̓���̎p���ƌ�����f�W�^������̋Z�p�ʂ��������Ƌ��ɁA
���̃f�W�^��������{���ɓ��{�̓���H�Ƃ̋ꋫ���~����̂��ɂ��Č����Ă݂����Ǝv���܂��B
���_��������܂����B
���̏͂ł́A�����̓���̎p���ƌ�����f�W�^������̋Z�p�ʂ��������Ƌ��ɁA
���̃f�W�^��������{���ɓ��{�̓���H�Ƃ̋ꋫ���~����̂��ɂ��Č����Ă݂����Ǝv���܂��B
�E�Ɏ��������s�̗L�œ���̖��_����������ɂ́A��������Ηǂ��̂��l���Ă݂܂����B������A�܂Ƃ߂�ƁA���̃X���C�h���o���オ��܂����B
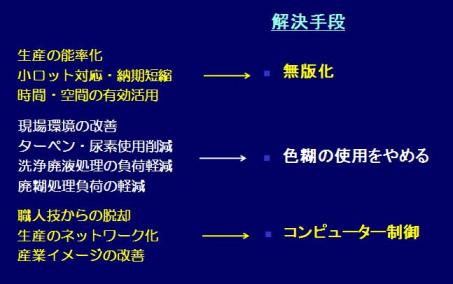
��������Ă�������ɂȂ����Ǝv���܂����A�u������i�v�̈����A���ɃC���N�W�F�b�g�v�����g�̃Z�[���X�|�C���g�ɑ��Ȃ�܂���B
���̃C���N�W�F�b�g�v�����g�ɂ��āA���ꂩ��ڍׂɐ������čs���܂����A
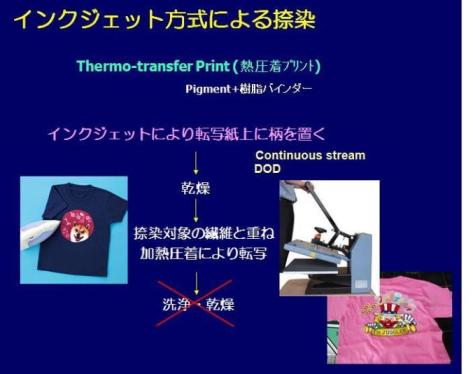
�悸�A�{��ɓ���O�ɁA�C���N�W�F�b�g�v�����g�̗��j���ȒP�ɐU��Ԃ��Ă݂܂��B
�C���N�W�F�b�g�v�����g�̗��j
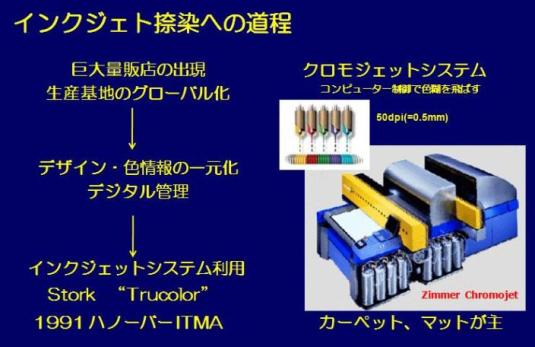 ���ɁA�O�\�N�قǑO�ɂȂ�܂����A�p���̃X�[�p�[�}�[�P�b�g
M&S �i�}�[�N�X���X�y���T�[�j���A�ϋɓI�ɐ��E�i�o�^���ے��B���v�������ɖ��ƂȂ����̂��F���܂߂��f�U�C���̓`�B�ł��B
�܂�A�{���ō�����f�U�C���^�z�F���ǂ��f�������n�ɓ`���b���������ł��B
���̂����Ɏ��Ԃ������߂���A�t�@�b�V�����̎��������Ă��܂��܂��B�����Ŏ��グ���̂��C���N�W�F�b�g�v�����g�ł��B
�܂�A�����C���N�A�����f�[�^���g���A�ǂꂾ�����ꂽ�ꏊ�ł��A�f�U�C�����z�F�������ǂ���Ɋm�F���鎖���ł��܂��B�ƌ������ŁA M&S
�̂��߂� Stork �� ICI ���g��ŃV�X�e���J���ɓ�����܂����B
���ɁA�O�\�N�قǑO�ɂȂ�܂����A�p���̃X�[�p�[�}�[�P�b�g
M&S �i�}�[�N�X���X�y���T�[�j���A�ϋɓI�ɐ��E�i�o�^���ے��B���v�������ɖ��ƂȂ����̂��F���܂߂��f�U�C���̓`�B�ł��B
�܂�A�{���ō�����f�U�C���^�z�F���ǂ��f�������n�ɓ`���b���������ł��B
���̂����Ɏ��Ԃ������߂���A�t�@�b�V�����̎��������Ă��܂��܂��B�����Ŏ��グ���̂��C���N�W�F�b�g�v�����g�ł��B
�܂�A�����C���N�A�����f�[�^���g���A�ǂꂾ�����ꂽ�ꏊ�ł��A�f�U�C�����z�F�������ǂ���Ɋm�F���鎖���ł��܂��B�ƌ������ŁA M&S
�̂��߂� Stork �� ICI ���g��ŃV�X�e���J���ɓ�����܂����B
�i���Ȃ݂ɁAICI ���̊J���ӔC�҂��A
���݂��C���N�W�F�b�g�v�����g�̃R���T���^���g�Ƃ��č��ۓI�Ɋ��Ă���
Dr. John Provost �ł��B�j
���̊J�����ɂ́A���ɃJ�[�y�b�g����ŁA�f�W�^������ɂ��������
Zimmer �Ђ̃N�����W�F�b�g���A�ғ����Ă��܂����B
�������A���̃V�X�e���ł́A���݃C���N�W�F�b�g�Ɏg�p���Ă���v�����g�w�b�h�̗l�Ȃ��̂��g�킸�A�����������F�Ђ��A
�d���ق̊J�ŃJ�[�y�b�g�ɔ�����̂ŁA�F�Ў��̂��̓s�x�A�Ѝ܂Ɛ����������č��ƌ������̂ł����B
Zimmer
ChromoJet
����ɑ��āAStork�^ICI �̊J���ł́A
�v�����g�w�b�h����āA�����n�t�ڐ��n�ɔ�������s�Ȃ����̂ł��B���̎��A��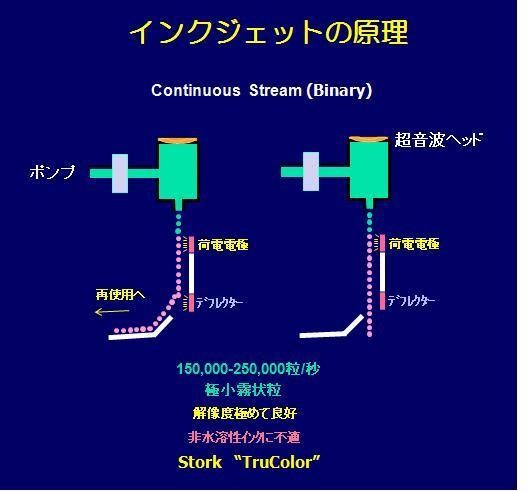 �p���ꂽ�̂��AContinuous
Stream �ƌ��������̃v�����g�w�b�h�ł��B
���̕����ł́A�C���N���肩��A�����g�p���X�ɂ���ĘA���I�ɃC���N�t�̋ɏ����q�i�قƂ�ǖ����j���f���o����܂��B
�܂�A�v�����g��Ƃ̊ԁA�x�݂Ȃ��ɃC���N����яo����ł��B�����āA��яo�����C���N���q���A�דd�d�ɂ��g���ѓd�����܂��B
���ɁA���̑ѓd���q���ʂ邷�����ɁA�f�t���N�^�[��u���A����ɗ��q�Ɠ����d�ׂ��������Ă��Ɠd�C�I�Ȕ������N���藱�q�́A�����ɓ����܂��B
�i�Ⴆ�A�uϲŽ�v�ƁuϲŽ�v�j�B�܂�A�f�t���N�^�[�� on/off �ŃC���N���q
�̗����ς����ł��B
���̗l�Ȍ����̃v�����g�w�b�h���g�p���āA���o���ꂽ�̂��AStork �� "Trucolor"
�ŁA�e�L�X�^�C���f�ނɎg�p�������p�C���N�W�F�b�g�@�̑�ꍆ�ł����B
�������A���� �gTrucolor" �́A�o�W���ꂽ
1991�N�n�m�[�o�[ ITMA �̌�A
�傫�����グ���鎖�͂���܂���ł����B���̗��R�́A�傫���O����܂��B
�p���ꂽ�̂��AContinuous
Stream �ƌ��������̃v�����g�w�b�h�ł��B
���̕����ł́A�C���N���肩��A�����g�p���X�ɂ���ĘA���I�ɃC���N�t�̋ɏ����q�i�قƂ�ǖ����j���f���o����܂��B
�܂�A�v�����g��Ƃ̊ԁA�x�݂Ȃ��ɃC���N����яo����ł��B�����āA��яo�����C���N���q���A�דd�d�ɂ��g���ѓd�����܂��B
���ɁA���̑ѓd���q���ʂ邷�����ɁA�f�t���N�^�[��u���A����ɗ��q�Ɠ����d�ׂ��������Ă��Ɠd�C�I�Ȕ������N���藱�q�́A�����ɓ����܂��B
�i�Ⴆ�A�uϲŽ�v�ƁuϲŽ�v�j�B�܂�A�f�t���N�^�[�� on/off �ŃC���N���q
�̗����ς����ł��B
���̗l�Ȍ����̃v�����g�w�b�h���g�p���āA���o���ꂽ�̂��AStork �� "Trucolor"
�ŁA�e�L�X�^�C���f�ނɎg�p�������p�C���N�W�F�b�g�@�̑�ꍆ�ł����B
�������A���� �gTrucolor" �́A�o�W���ꂽ
1991�N�n�m�[�o�[ ITMA �̌�A
�傫�����グ���鎖�͂���܂���ł����B���̗��R�́A�傫���O����܂��B
�悸�A���ɂ́A���̃V�X�e�����u�F�ƃf�U�C���v������̂��ړI�ŁA���i���̂��̂����̂��ړI�ł͂Ȃ��������ł��B
�C���N�Ƃ��Ďg�p���������́A���������݂̂ŁA�Ώۂ������@�ۂ̏ꍇ�ɂ́A�e������������A�����������悹�܂����B
�܂�A�悹����ԂŁu�F�ƃf�U�C���v���m�F�ł������ŗǂ������̂ł��B
���ɂ́A���̗��R�Ƃ��֘A���܂����A���̎��g��ꂽ�v�����g�w�b�h���A���n�������ȊO�ɂ͌����Ă��Ȃ��������ł��B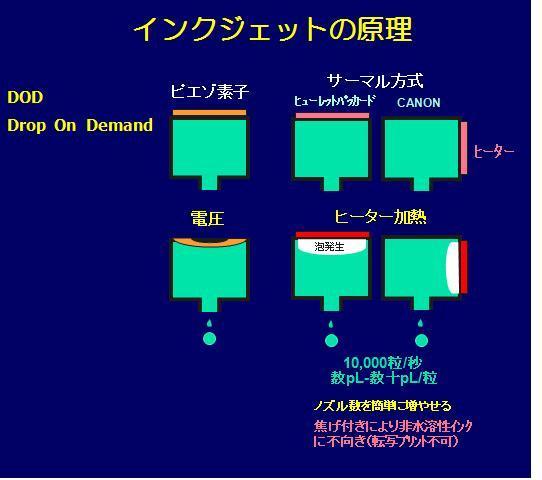 �����āA��O�ɂ́A�قǂȂ��A�o�u���W�F�b�g������A�s�G�]�����ŁA
���ڂɐ��������������i�����o����C���N�W�F�b�g���o�ꂵ�����ł��B
�����āA��O�ɂ́A�قǂȂ��A�o�u���W�F�b�g������A�s�G�]�����ŁA
���ڂɐ��������������i�����o����C���N�W�F�b�g���o�ꂵ�����ł��B
����ł́A���̃o�u���W�F�b�g������s�G�]�����́A "Trucolor" �Ŏg��ꂽ Continuous Stream
�����Ƃǂ̗l�ɈႤ�ł��傤�B��ɐ������܂������AContinuous Stream ��
�v�����g�w�b�h����́A
�d�������Ă������A�C���N�����f���o���ꑱ���܂��B Continuous
Stream �iKodak�j
����ɑ��āA�T�[�}��������s�G�]�����ł́A�K�v�Ȏ��̂݁A�C���N��f�o���܂��B
�܂�A�f���o�����C���N�̗����ɁAon�^off ���J��Ԃ�����ł��B
�i���̎�����A�����̕������ADrop On Demand ������
DOD �ƌ����܂��B���Ȃ݂ɁAContinuouse Stream �����́ACIJ �ƌĂ�܂��B����́AContinuous Ink Jet
�̓�����������Ă��邩��ł��B�j
�T�[�}�������ł́A���� on �ŁA�q�[�^�[�����M���A�C���N�t���u�ԓI�ɕ��������鎖�ŏ����ȖA�������A
�C���N�������o���܂��B�i���̎�����T�[�}�������́A�o�u���W�F�b�g�Ƃ��Ă�܂��B�j
���������A���M����������Ă���w�b�h���A�����Ԏg�p��������ƁA�a�������������C���N�ł́A
�ǂ����Ă��q�[�^�[�����ɃC���N�̏ł��t�����������Ă��܂��܂��B
���̂��߁A�����ɂ̓L���m���̃v�����g�w�b�h���g��������@������Љ��܂������A
���݂��̕����ɂ��@�ۗp�C���N�W�F�b�g�@�͂���܂���B
*pL�i�s�R���b�g���j�F�@1 ������1
���b�g���B 1 ���b�g�� vs 1 �s�R���b�g����
�����h�[���W���̐� vs ��1cc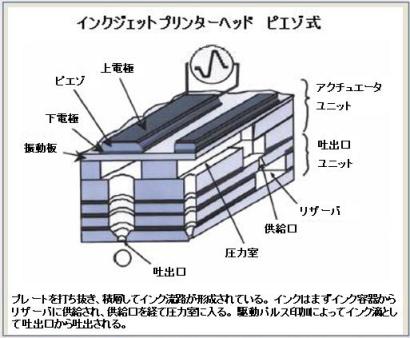
����ɑ��āA�s�G�]�����́A�d���������鎖�ɂ��ό`����s�G�]�f�q���g�����ɂ��C���N�������o���܂��B
�u�s�G�]�v�ƌ������t�̗R���́A�M���V����� piezein �i�����j���痈�Ă��܂��B
�d����������ƕό`���N�����f�q�Ƃ��Đg�߂Ȃ��̂ɐ���������܂��B
�����ł͂��̐������U���𗘗p���āA�N�H�[�c���v�̐S�����Ɏg���Ă��܂��B
�Z���~�b�N�ɂ������Ɠ����l�Ȑ���������܂��B
������Z���~�b�N�́A���펞�ɂ́A�K���I�Ȋi�q�^�����̒����Ƀv���X�C�I����z�u�����\���������Ă��܂��B
�������A���̍\���ɓd�C�I�Ȉ��͂�������ƁA���̃v���X�C�I���̈ʒu���傫������Ă��܂��܂��B
���̂��ꂪ�A�S�̂̂䂪�݂Ƃ��Č�����ł��B
�i�ƌ�������������A���́A�G�v�\���⋞�Z�������̕���ŏd�v�Ȗ�ڂ��ʂ�����̂��������ł���Ǝv���܂��B�j
���ۂ̃v�����g�w�b�h�́A���̗l�ȍ\�������Ă��܂��B�܂�A�d���ŕό`����s�G�]�f�q���A�d���������邽�߂̓d�ɂŋ���ł����ł��B
�����̃e�L�X�^�C���p�C���N�W�F�b�g�@�́A�P�Ђ̃V�X�e���������قڗ�O�Ȃ��A���̃s�G�]���̃v�����g�w�b�h�𓋍ڂ��Ă��܂��B
�C���N�W�F�b�g�v�����g�ɂ��]�ʓ��
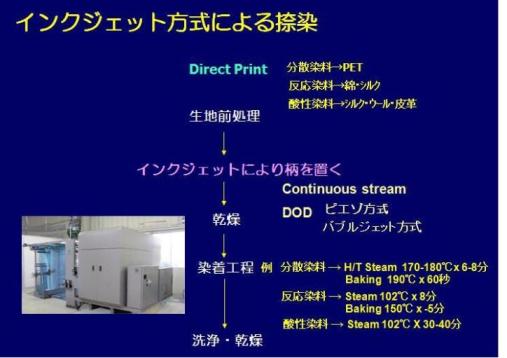
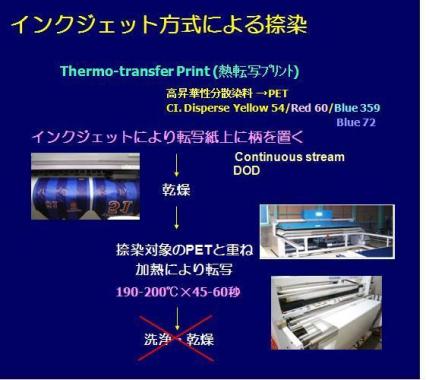 ���݁A���ɁA�C���N�W�F�b�g�v�����^�[���e�L�X�^�C������p�ɍL���g���Ă��镪��ɁA
���U�����𗘗p�����M�]�ʃv�����g������܂��B
����́A���w�z�������D��Ȃ������ؐ��̍������U�����C���N���A�C���N�W�F�b�g���g���ē]�ʎ��Ɉ�����Ă����A���̌�A
�K�v�ɉ����ă|���G�X�e�����n�ɔM�]�ʂ��鎖�ɂ�������������@�ł��B
���̕��@�ł́A���F�ׂ̈̃X�`�[�}�[�͕s�v�ŁA�������܂���̂ŁA�傫�ȃX�y�[�X���K�v����܂��A�r�������ɔς킳��鎖������܂���B
���B�ł́A���X���������]�ʕ����̈�掆�r�W�l�X���A�����Ђɂ��O���r�A����@���g���L���s�Ȃ��Ă��܂����̂ŁA
�O���r�A�p�̒������[�������K�v�̂Ȃ��C���N�W�F�b�g�V�X�e�����}���ɐi�݂܂����B
���݁A���ɁA�C���N�W�F�b�g�v�����^�[���e�L�X�^�C������p�ɍL���g���Ă��镪��ɁA
���U�����𗘗p�����M�]�ʃv�����g������܂��B
����́A���w�z�������D��Ȃ������ؐ��̍������U�����C���N���A�C���N�W�F�b�g���g���ē]�ʎ��Ɉ�����Ă����A���̌�A
�K�v�ɉ����ă|���G�X�e�����n�ɔM�]�ʂ��鎖�ɂ�������������@�ł��B
���̕��@�ł́A���F�ׂ̈̃X�`�[�}�[�͕s�v�ŁA�������܂���̂ŁA�傫�ȃX�y�[�X���K�v����܂��A�r�������ɔς킳��鎖������܂���B
���B�ł́A���X���������]�ʕ����̈�掆�r�W�l�X���A�����Ђɂ��O���r�A����@���g���L���s�Ȃ��Ă��܂����̂ŁA
�O���r�A�p�̒������[�������K�v�̂Ȃ��C���N�W�F�b�g�V�X�e�����}���ɐi�݂܂����B
���̕���ŁA�L���g���Ă���������ACI Disperse Yellow 54�ARed 60�ABlue 359�A�y�� Blue 72
�ł��B���̓��ABlue 359�iCAS RN 62570-50-7�j �́A�]�ʓ���p�ɐV�����J�����ꂽ���U�����ł��B
�i���̐����́A2010�N�̎��_�ł́AMETI���o�^�ł����B���炭�͍����ς���Ă��Ȃ��Ǝv���܂��B�j
�]�ʎ�����ē��������������̕��@���A
�痿�Ǝ����o�C���_�[�������ăC���N�W�F�b�g�œ]�ʎ��Ɉ�悵�Ă����A
���̌�A�K�v�ɉ����đΏۑ@�ۂɔM����������@�ł��B
���̕��@�ł́A�痿�������o�C���_�[�ɂ��@�ۂɐڒ�����܂��̂ŁA�M�ɑ���ϐ���������A�@�ۂ�I�т܂���B
���R�A�X�`�[�}�[�����@���Ȃ��Ă��悭�A��菭�Ȃ��ݔ��őΉ��ł��܂��B
���U�����̔M�]�ʃV�X�e���ł́A�i�^�j�̔M�]�ʋ@�������I�Ȃ��߁A������x�̌o�c�K�͂�����Ƃ���X�I�ɎQ�����Ă��܂��B
����A�痿���g�����M�����V�X�e���́A��菬�K�͂ȃI�t�B�X�ł��s�Ȃ��Ă��܂��B������ɂ���A����܂Ő��F�ɖ�O���ł������l�X�ł��A
�����E�Y���������n���Ă��āA��̓f�U�C���͂Ɣ̔��͂�������A�ȒP�Ƀt�@�b�V�����r�W�l�X�Ɏ���o�������o���鎖�ƂȂ�܂����B
���U����
�M�]��
���⑫��
�E�����o�C���_�[�����������痿�Ńw�b�h�������Ȃ��ꍇ�A���邢�́A
�C���N���̎������������ł͐ڒ����x���s�\���ȏꍇ�A��̕��@�͍̂�܂���B
������̌^�̊痿���g�����A�������܂]�ʎ��ɑł����݁A�]�ʌ�X�ɃX�v���[�R�[�e�B���O���Œ蒅�����鎖���K�v�ł��B
�E�痿�v�����g�ɂ����āA�g�p��������̔S�x�������ˏo�K�����\���łȂ��ꍇ�A�����S�x��������n�܂��C���N�̒��ɓ����ꍇ������܂��B
���̗n�ܓY���́A�������Ԃ̒Z�k�ɂ��L���ł����A������M�����H���ł̍�Ɗ���ǍD�ɕۂ��߁A�\���Ȋ��C���s�Ȃ����ӂ��K�v�ł��B
�E�痿�̓]�ʓ���Ɏg���]�ʎ��́A�������i�͂��肵�j�◣�^���i�肯�����j�Ƃ��Ă�܂��B
���̖��O�����������l�ɁA
�M�]�ʎ��Ɋ痿�w��������e�Ղɔ������R�[�e�B���O���A���̏�Ɏ{����Ă��܂��B
�ʏ�A���̔����w�́A�a�����������Ă���A���̏�ɍX�ɃC���L��[�߂�ׂ̎�e�w������Ă��܂��B
�܂�A�a���w�ŃC���N���u���b�N���Ȃ���A��e�w�ɕK�v�ȗʂ܂ŗ��ߍ��ޖ�ł��B���̎�e�w�́A
�C���N���̐�����f�����z�����C���N�̂ɂ��݂��ŏ����ɗ}�����p���^�����Ă��܂��B
�E�]�ʎ��ɐF�痿��u������ɁA�X�ɔ��F�痿���悹�鎖�ŁA�Օ����ʂ����܂�A�]�ʎ��̌������Z�x�����܂�܂��B
�E���U�������g���čs�Ȃ����ؓ]�ʂ̏ꍇ�A�]�ʎ��́A�痿�C���N�Ɏg�����Ɠ����ł͂���܂���B
�����ł��A�������u���b�N���鎖�͕K�v�ł����A�痿�]�ʂŕK�{�ƂȂ锍�����͗v������܂���B����ɕK�v�Ȃ̂��A�K�X�o���A���ł��B
����́A�]�ʍH���ɂ����ď������������A�]�ʎ��C���ڍs���c����������̂�h�����߂ł��B
���R�Ȃ���A�C���N��e�w�Ɏg���ޗ��́A���U�����ɐ��܂镨�ł͂����܂���B�Ⴆ�A�������u���b�N���邽�߂ɃA�N�����n������z���|���}�[
���A
�������q����e���邽�߂ɁA�e�����̃A���M���З���A���ɐ��̃V���J��^���N ��
��g�ݍ��킹�鎖�ł��̖������ʂ����܂��B
������e�w�̐����́A��ɏq�ׂ钼�ړ���ł̑O���������ɂ��ʂ�����̂ł��B
�C���N������]�ʎ��̐��@�Ɋւ��Ă������̓��������݂���̂Œ��ӂ�v���܂��B
�E����͈قȂ�܂����A���U�����̏��ؐ������𗘗p���Đ��F���s�Ȃ��̂��A�A�����F�� Pad-dry-thermofix
(baking) �ł��B
���̐��@�ŁA�|���G�X�e���^�ȁi50�F50�j�̍��a�z��������������A���ؐ��̈Ⴄ�������g���Ă��A�|���G�X�e���ւ̐������́AMax.75%
�ł��鎖��������܂����B�܂�A�Œ�ł� 25% �̏��ؐ������ȁi�@�ۑf�j�Ɏc����������ƌ������ł��B
�����l�ɁA�@�ۑf�i���]�ʎ��j�A���U�����A�|���G�X�e���̎O�҂�����ށA���ؓ]�ʂł��A�]�ʎ��ɃK�X�o���A���{���Ȃ��ƁA
���Ȃ��Ƃ� 25% �̐������A�]�ʎ��Ɏc���Ă��܂��܂��B
�E���ؓ]�ʓ���Ŏg���镪�U�����͒��ړ���Ɏg���镪�U�����Ɣ�ׂ�ƁA
�ɂ߂ď������G�l���M�[�ł������鐫���������Ă��܂��̂ŁA���̕��@�œ�����ꂽ�z��ɑ��ẮA
�M�������鎖���K�v�Ȏ������H��@�\���H�͂ł��܂���B�܂��A�����ł̃q�[�g�Z�b�g���֕��ł��B
�E���F���S�x��A�������̐F�ڂ���Ȃ���A���U�������������A�Ȃ�i�C��������߂鎖���o���܂��B����̓K�X��ɂȂ������U�������A
�|���G�X�e���ȊO�̑@�ۂɂ���r�I�ȒP�ɓ��荞��ōs������ł��B�i������m�F����̂͊ȒP�ł��B���̕����œ]�ʂ��ꂽ������������z�Ƃ��āA�u13.
���F���S�x�v�Ő������� �g���،��S�x�����@�h
�ŖȂ�i�C������Y�z�ɔM�������Ă݂ĉ������B�ɂ��ア�����i��.180���~30�b�j�ł��F���ڂ��Ă��܂��܂��B
�����@���Ȃ���A�����ɔM�����A�C�����ő�p���Ă��\���܂��A���n��Y�z��n�����Ȃ��l�C��t���ĉ������B�j
�E���n���������g�p�����]�ʓ��������l�ł����A�]��/���F�@�������ŃJ�o�[����Ă��邽�߂��̏ڍׂ͕�����܂���B
������ɂ���A�s��ōL���s�Ȃ��Ă�����@�ł͂���܂���B
![]()
�����ŁA�t��������ƁA�]�ʕ����ŗ�O�Ȃ��N����̂��]�ʎ��̔p�����ł��B
���̎ʐ^�́A�C���N�W�F�b�g�ō쐬�����]�ʎ��̗�ł��B�����ŕ�����l�ɁA
�]�ʍH���őS�Ă̐������|���G�X�e���Ɉڍs���鎖�͂Ȃ��A�͂��ł����]�ʎ��i�w�ł܂�ł���j
�Ɏc���Ă��܂��܂��B���̎c�������́A�Đ����Ɍ��ʓI�ɏ������鎖���A�������ď��F���邱�Ƃ��o���܂���B
���̂��ߎg�p��̓]�ʎ��͏ċp��������l�ɂƂ����I�������o�Ă��܂��B
�܂�A�]�ʓ�����s�����߂ɂ́A����@��]�ʋ@�ɉ����āA�i�����Ĉ����Ƃ͌����Ȃ��j�]�ʎ��ƁA���̔p�������̔�p�����炩���߃J�E���g
���Ă����Ȃ��Ƃ����܂���B
�C���N�W�F�b�g�ɂ����钼 �ړ��
 ��̓]�ʎ��������A����H�ƈȊO�̊�Ƃł��̗p����Ă���̂ɑ��A
�C���N�W�F�b�g�ŁA�@�ۂɒ��ړI�ɐ������悹�čs�����ړ���ł́A����H���̌�A������ʏ�ʂ蔭�F���A
���̌�A������Ƃ��������K�v�ł��̂ŁA�傫�ȋK�͂ł�낤�Ƃ�����A�����̗L�œ�����s�Ȃ��Ă�����Ƃ��L���ɂȂ�܂��B
��̓]�ʎ��������A����H�ƈȊO�̊�Ƃł��̗p����Ă���̂ɑ��A
�C���N�W�F�b�g�ŁA�@�ۂɒ��ړI�ɐ������悹�čs�����ړ���ł́A����H���̌�A������ʏ�ʂ蔭�F���A
���̌�A������Ƃ��������K�v�ł��̂ŁA�傫�ȋK�͂ł�낤�Ƃ�����A�����̗L�œ�����s�Ȃ��Ă�����Ƃ��L���ɂȂ�܂��B
�܂�A�C���N�W�F�b�g�ɂ�����H���i��
�����j�̌�́A�ʏ�̍H���ƂȂ�܂��B�܂��A���n�ɑ���A�O������Y���H��������܂Œʂ�s�Ȃ�Ȃ��Ă͂Ȃ�܂���B
����ɉ����āA�C���N�W�F�b�g����ł́A�C���N�W�F�b�g�Ő����C���N��u���O�̍H���Ƃ��āA����܂ł̗L�œ���ł͍s�Ȃ�Ȃ������A
�u���n�̑O�����v�̍H���������Ă��܂��B
���̑O�����́A�v�����g�w�b�h����ł��o���������C���N�̂ɂ��݂�h�~���A�G�ۂ̃V���[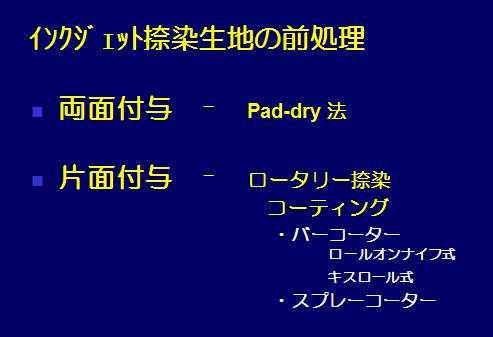 �v����ێ�����Ƌ��Ɏ��o�Z�x�����߂邽�߂ɕK�{�̍H���ƂȂ�܂��B
�v����ێ�����Ƌ��Ɏ��o�Z�x�����߂邽�߂ɕK�{�̍H���ƂȂ�܂��B
�C���N�̐����̂��Ȃ�̕����͐��ł��A����͐�����n�������̃C���N���m�Y������ł��o�����߂̔S�x��K���ɕۂ��߂̎�n�}�ƂȂ��Ă��܂��B
�܂��A�ΏۂƂȂ鐶�n�́A�ׂ��@�ۂ̏W���̂ł��B
���̂��߁A�ł��o���ꂽ�C���N�́A���n�ɕt���Ɠ����ɖэnj��ۂɂ�肻�̎��͂ɍL����n�߂܂��B�����h�~����̂��O�����ł��B

�O�����܂̒��ɂ́A�C���N���̐������z�����Q�������邱�Ƃɂ��j�W�~���~�߂�Ѝ܂ɉ����ApH�����܁A
���F���ɃX�`�[�����̐������z�������̗n����������q�h���g���[�v�܁A�Ҍ��h�~�܁A�ѓd�h�~�܂ȂǁA
�Ώې����ɉ����ėl�X�ȏ��܂�������Ă��܂��B�i���̕���́A�l�X �ȓ����ŃJ�o�[����Ă��܂��B�j
�ȓ����ŃJ�o�[����Ă��܂��B�j
���̏�����������A���Ɏ����܂��B
�������A���n�ɕt������@�́APad�@�A�R�[�e�B���O�@�A�X�v���[�@�Ȃǂ���������܂��B
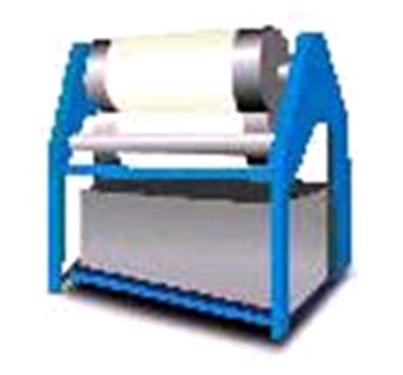
Pad�@�́A�E�̗l�ȃp�b�_�[���g���A���n��O�����t�ɐZ�����[���ōi�芣�������܂��B���̕��@�ł́A�O�����܂����n�S�̂ɐZ�����܂��B
����ɑ��R�[�e�B���O�@�ł́A���n�ɑ��R�[�e�B���O�ʂɂ̂ݑO�����t���t�����܂��B
�ǂ��炪�ǂ��Ƃ͌����܂��A���F�ʂ����ŕ]���������̏ꍇ�́A�Жʕt�������ł������x������܂���B
�܂��A�ψ�ɔG���a�����@�ۂɂ�Pad�@���R�[�e�B���O�@�̕����L����������܂���B
 �X�v���[���̏ꍇ�ɂ́A�O�����t���A
�m�Y������X�v���[��Ԃŕ��������n�ɏ悹�܂��B
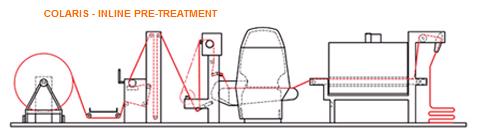
���̈Ӗ��ł͂�����Жʏ����ɓ�����܂��B�����̑O�����́A�ʏ�C���N�W�F�b�g�̑O�ɂ��炩���ߍs�Ȃ��Ă����܂����A��������A
�ۊǒ��̋z���ɂ�鐅���̕ω���A���J���܂̕ω��Ȃǂ�����邽�߂ɁA
�C���N�W�F�b�g�@���̂��̂ɑO�����ܕt�^���u�i�{�����@�j�𓋍ڂ������̂��o�Ă��܂��B
���̎ʐ^�́A���������C���N�W�F�b�g�@���ɂ���X�v���[���u�̗�ŁA���L�H�Ƃ̃C���N�W�F�b�g�v�����g�@�ɓ��ڂ���Ă�����̂ł��B
���̃X�v���[���u�ł́A���n�̓����ɍ��킹�āA�X�v���[�m�Y�������E�ɓ����Ȃ���A�O�����܂n�̕Б��S�ʂɕ������čs���܂��B
�X�v���[���̏ꍇ�ɂ́A�O�����t���A
�m�Y������X�v���[��Ԃŕ��������n�ɏ悹�܂��B
���̈Ӗ��ł͂�����Жʏ����ɓ�����܂��B�����̑O�����́A�ʏ�C���N�W�F�b�g�̑O�ɂ��炩���ߍs�Ȃ��Ă����܂����A��������A
�ۊǒ��̋z���ɂ�鐅���̕ω���A���J���܂̕ω��Ȃǂ�����邽�߂ɁA
�C���N�W�F�b�g�@���̂��̂ɑO�����ܕt�^���u�i�{�����@�j�𓋍ڂ������̂��o�Ă��܂��B
���̎ʐ^�́A���������C���N�W�F�b�g�@���ɂ���X�v���[���u�̗�ŁA���L�H�Ƃ̃C���N�W�F�b�g�v�����g�@�ɓ��ڂ���Ă�����̂ł��B
���̃X�v���[���u�ł́A���n�̓����ɍ��킹�āA�X�v���[�m�Y�������E�ɓ����Ȃ���A�O�����܂n�̕Б��S�ʂɕ������čs���܂��B
�e�L�X�^�C�� �p�C���N�W�F�b�g����@
���݂��̎s��ɂ́A
�����̃e�L�X�^�C���p�C���N�W�F�b�g����@���̔�����Ă��܂��B
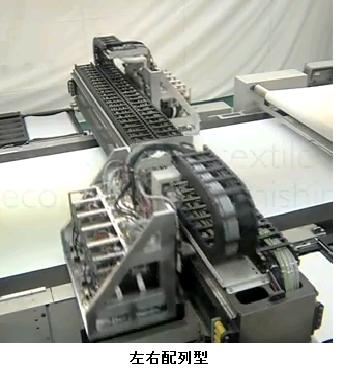
���̊�������Ă݂܂��傤�B
�悸�A���̎l��͂s�V���c�Ȃǔ�r�I�����̓���ɓK�����C���N�W�F�b�g�v�����^�[�ł��B
�����āA�E�̎l��͂��傫��������ɓK���������̂ł��B
 |
 |
 ���̎l��́A���傫���X�P�[���ł̐��Y��ڎw���Ă��܂��B
�����A�ŏ����猻�݂̓���H��ōs�Ȃ��Ă���L�œ�������̂܂ܒu�������鎖��ڎw���Đv����Ă���C���N�W�F�b�g����@�ł��B
���̎l��́A���傫���X�P�[���ł̐��Y��ڎw���Ă��܂��B
�����A�ŏ����猻�݂̓���H��ōs�Ȃ��Ă���L�œ�������̂܂ܒu�������鎖��ڎw���Đv����Ă���C���N�W�F�b�g����@�ł��B
 �����̑��ɁA
�L���̂��߂̂̂ڂ��o�i�[�̍쐬�Ƀ^�[�Q�b�g���i��������^�̃v�����^�[��A�����ŁA
�]���̃t���b�g�x�b�h�Ɏ��t����^�C�v�܂ŁA
�����̑��ɁA
�L���̂��߂̂̂ڂ��o�i�[�̍쐬�Ƀ^�[�Q�b�g���i��������^�̃v�����^�[��A�����ŁA
�]���̃t���b�g�x�b�h�Ɏ��t����^�C�v�܂ŁA �p�r�ɉ����āA���푽�l�ȃe�L�X�^�C���p�̃C���N�W�F�b�g�v�����^�[����s����Ă��܂��B
�p�r�ɉ����āA���푽�l�ȃe�L�X�^�C���p�̃C���N�W�F�b�g�v�����^�[����s����Ă��܂��B

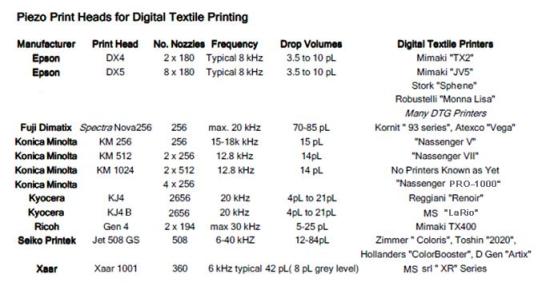
�����̃C���N�W�F�b�g�v�����^�[�́A�قڗ�O�Ȃ��s�G�]�f�q���g�����v�����g�w�b�h���g���Ă��܂��B
�e�L�X�^�C���p�Ɏg����w�b�h�ɂ��āA���̎�v���[�J�[�A��v���i�A�d�l�����Ɏ����܂��B�i2011�N11�����݁j
�C���N�W�F�b�g�ł́A�f�o�����C���N�̗ʂ́A�s�R���b�g���ƌ������ɂ߂Ĕ��ׂȂ��̂ł��B����́A�قƂ�Ǖ��ʂł��鎆�̈���ł͎��p�ɑ���܂������A
�O�����\�������@�ۂ̒��F�ɂ́A�S������Ȃ����̂ł����B���������ł́A���S�ȕ\�ʐ����ł͂Ȃ�
������x�����ɂ��Z���������F�����Ȃ��ƔZ�x���o�Ȃ��̂ł��B
���Ȃ݂ɁA�ʏ�̗L�œ���ł́A�F�Ђ̕t���ʂ��A�P���ē�����200gr.�ɒB���܂��B�Ⴆ�A���̐F�ЂɁA5%�̔����������܂܂�Ă���Ƃ���ƁA
�����Ƃ��ẮA10gr. ���F�f�Ƃ��ẮA�� 6gr. �ɂȂ�܂��B
����ɑ������̃C���N�W�F�b�g�@�ł́A�C���N���A���n�ɃO�����P�ʂŏ悹�鎖�͋ɂ߂č���ł����B
�������A���̃C���N�S�Ă������ƌ�����ł͂���܂���̂ŁA�Z�F���o�����͓���o���܂���B
�����ŁA�m�Y��������Ƌ��Ɉ����̓f�o�ʂ𑽂����邱�Ƃň�H������̉t�ʂ𑝂₵�܂����B�X�ɂ́A���������m�Y���𑽂����ׂ鎖�ŁA
�P�ʎ��ԓ�����̓f�o�ʂ����I�ɐL���܂����B
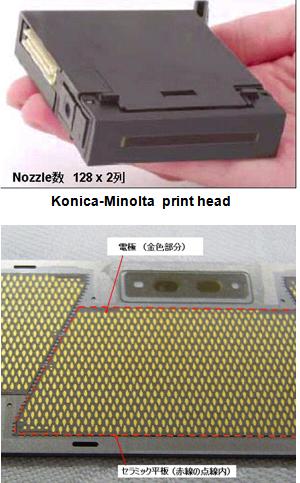 ���̎ʐ^�̓R�j�J-�~�m���^�̂��̂ł��B128�{�̃m�Y�����Q��ɕ����
���܂��B���̃v�����g�w�b�h�́A���Z���̂��̂ł����A�E�̎d�l�������
���̎ʐ^�̓R�j�J-�~�m���^�̂��̂ł��B128�{�̃m�Y�����Q��ɕ����
���܂��B���̃v�����g�w�b�h�́A���Z���̂��̂ł����A�E�̎d�l������� 2656�{ �̃m�Y������ ��H��
2656�{ �̃m�Y������ ��H�� ��18pL�̗��q���A20kHz�i��b�Ԃ�2�����j
�f�o����鎖��������܂��B
�i���Ȃ݂Ƀm�Y���Ԃ̃s�b�`�́A0.042mm�ł��B�j
��18pL�̗��q���A20kHz�i��b�Ԃ�2�����j
�f�o����鎖��������܂��B
�i���Ȃ݂Ƀm�Y���Ԃ̃s�b�`�́A0.042mm�ł��B�j
*dpi:
dot per inch
�@1
���(2.5cm) �̊Ԃɂ���C���N���̐��B
���������c��Ȑ��̃m�Y���𐧌䂷�邽�߂ɂ́A���̊j�ƂȂ�s�G�]�f�q�ɋ����Ȃ��d�C�M���𑗂�Ȃ���Ȃ�܂���B
���̂��߂̓d�ɂ��ʂ����ʐ^�����ɂ���܂��B
���������ƁA���݂̃v�����g�w�b�h�����x�̓d�q�Z�p�̏W�ςł��鎖���ǂ�������܂��B
 �����\�̃v�����g�w�b�h�̓o��ŁA�e�L�X�^�C���p�C���N�W�F�b�g���
�́A
�����\�̃v�����g�w�b�h�̓o��ŁA�e�L�X�^�C���p�C���N�W�F�b�g���
�́A ���߂Č����I�Ȃ��̂ɂȂ�܂����B�v�����^�[�����Ƃł́A�����̃v�����g�w�b�h�����ׂđ傫�ȃv�����g�w�b�h�ɂ�����A
���������ɍ��E�ɔz����l�X�ȍH�v�����鎖�ɂ��A�Z���Ԃł̓f�o�ʂ𑝂₵�A�X�Ȃ鍂������}���Ă��܂��B
�i���̘A�����Ȃ�Ȃ��w�b�h�̕��ו��ɁA�e�Ђ̃i�E�n�E���B����Ă��܂��B�j
���Ȃ݂ɁAKonica Minolta �� Nassenger PRO-1000
�ł́A9�F�̃C���N�ɑ��ăv�����g�w�b�h���A�e�X�X�A����ɂ��ꂼ��1024�{�̃m�Y�����t���Ă��܂��̂ŁA
��䂠����̑��m�Y�����́A82,944�{�ƂȂ�܂��B
���߂Č����I�Ȃ��̂ɂȂ�܂����B�v�����^�[�����Ƃł́A�����̃v�����g�w�b�h�����ׂđ傫�ȃv�����g�w�b�h�ɂ�����A
���������ɍ��E�ɔz����l�X�ȍH�v�����鎖�ɂ��A�Z���Ԃł̓f�o�ʂ𑝂₵�A�X�Ȃ鍂������}���Ă��܂��B
�i���̘A�����Ȃ�Ȃ��w�b�h�̕��ו��ɁA�e�Ђ̃i�E�n�E���B����Ă��܂��B�j
���Ȃ݂ɁAKonica Minolta �� Nassenger PRO-1000
�ł́A9�F�̃C���N�ɑ��ăv�����g�w�b�h���A�e�X�X�A����ɂ��ꂼ��1024�{�̃m�Y�����t���Ă��܂��̂ŁA
��䂠����̑��m�Y�����́A82,944�{�ƂȂ�܂��B
�C���N�W�F�b�g�v�����g�p �C���N
�����܂ł̐����ŁA
���݂̃e�L�X�^�C���p�̃C���N�W�F�b�g����@���ǂ̒��x�̕��Ȃ̂��A�����悻�̃A�C�f�A�����Ă��Ǝv���܂��B
�����ł́A�����̃v�����g�w�b�h���g���āA�P���ē�����A20ml�̃��x���܂Ő����C���N�n�ɕt�^�ł���l�ɂȂ��ė��Ă��܂��B ����ł��A���������Ƃ��ď��Ȃ��Ƃ�30%�����ƁA�L�œ���ł�5%
�Z�x�ɋy�т܂���B
���̃C���N�ɂ́A���̗l�Ȋ�{�I���\���K�v�ł��B����炷�ׂĂ��N���A�[�o����l�A�e�������ɃC���N������g�ݗ��Ăčs���܂��B
���̎��g����̂��A���̏��܌Q�ł��B
����ł��A���������Ƃ��ď��Ȃ��Ƃ�30%�����ƁA�L�œ���ł�5%
�Z�x�ɋy�т܂���B
���̃C���N�ɂ́A���̗l�Ȋ�{�I���\���K�v�ł��B����炷�ׂĂ��N���A�[�o����l�A�e�������ɃC���N������g�ݗ��Ăčs���܂��B
���̎��g����̂��A���̏��܌Q�ł��B
 ���n�������C���N�̊�{�g���́A���̗l�Ȃ��̂ł��B
����ŕ�����悤�ɁA���������͒ʏ푽����10%�ł��B
����ɏ������C���N�̊�{���\�܂��A�����Z�x�������ɏグ�邩���e�������[�J�[�̃m�E�n�E�ƂȂ��Ă��܂��B
���n�������C���N�̊�{�g���́A���̗l�Ȃ��̂ł��B
����ŕ�����悤�ɁA���������͒ʏ푽����10%�ł��B
����ɏ������C���N�̊�{���\�܂��A�����Z�x�������ɏグ�邩���e�������[�J�[�̃m�E�n�E�ƂȂ��Ă��܂��B
 �痿�͐����ƈ���āA�@�ۂ̒��ɓ����Ă������\�ʂɗ��܂葱���܂��B
���̎��o���ʂ��X�Ɋm���ɂ��邽�߂ɁA�L�œ���̏ꍇ�Ɠ����l�ɁA
���F�痿���ɐ��n�ɏ悹�A���̏�ɐF�痿��u����@���L���s�Ȃ��Ă��܂��B
���̕���ł��A�g���Ă���̂́A�s�G�]�^�̃v�����g�w�b�h�𓋍ڂ����C���N�W�F�b�g�@�ł��B
�̂ڂ��o�i�[�Ȃǐ�`�p�̕�������v������Ȃ��g���̂đf�ނɂ́A
�痿�V�X�e�������ɗL���ł��B���O�ł̓����\�I�ɋ����ϐ��������Ă��鎖���傫�ȃ����b�g�ł��B
�i�痿�V�X�e���ł́A�u15. �痿�ɂ�钅�F�ƌ��S�x�v�Ő��������l�ɁA�z��̕t���ʂ������Ɠ����ł́A
�Z�x�������ɑ傫������Ă��܂��ׁA��ɏq�ׂ�l�ȃC���N�����ʂ�啝�ɑ��₷�H�v��������Ă��܂��B�j
�痿�͐����ƈ���āA�@�ۂ̒��ɓ����Ă������\�ʂɗ��܂葱���܂��B
���̎��o���ʂ��X�Ɋm���ɂ��邽�߂ɁA�L�œ���̏ꍇ�Ɠ����l�ɁA
���F�痿���ɐ��n�ɏ悹�A���̏�ɐF�痿��u����@���L���s�Ȃ��Ă��܂��B
���̕���ł��A�g���Ă���̂́A�s�G�]�^�̃v�����g�w�b�h�𓋍ڂ����C���N�W�F�b�g�@�ł��B
�̂ڂ��o�i�[�Ȃǐ�`�p�̕�������v������Ȃ��g���̂đf�ނɂ́A
�痿�V�X�e�������ɗL���ł��B���O�ł̓����\�I�ɋ����ϐ��������Ă��鎖���傫�ȃ����b�g�ł��B
�i�痿�V�X�e���ł́A�u15. �痿�ɂ�钅�F�ƌ��S�x�v�Ő��������l�ɁA�z��̕t���ʂ������Ɠ����ł́A
�Z�x�������ɑ傫������Ă��܂��ׁA��ɏq�ׂ�l�ȃC���N�����ʂ�啝�ɑ��₷�H�v��������Ă��܂��B�j
�痿�C���N�ɂ��Ă��A�����ׂɍl�������n�}�^�痿�C���N��A
UV�d���^�������g���������C���N�A������R�[�e�B���O�^�̊痿�ȂǗl�X�Ȋ痿�C���N�����[�J�[�ɂ���Ē���Ă��܂��B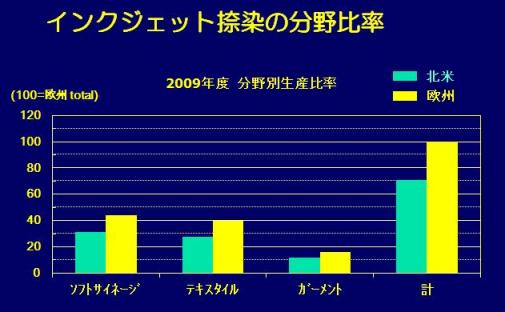
�����������Ƃ������āA���Ăł́A���̕���i�\�t�g�T�C�l�[�W�j���C���N�W�F�b�g�v�����g�̍ő�G���A�ƂȂ��Ă��܂��B�i2009�N�j
���Ǖ� 1��
�����g�p�̒��ړ���̏ꍇ�ɂ́A�����Ȍ�̍H�����ʏ�̗L�œ���ɕ킢�܂��̂ŁA
�C���N�W�F�b�g�ɂ�����C���N�ւ̐����I�����A
CCM�ƘA�������J���[�L�b�`�����g���Ă���L�œ������Ɨ]��ς��܂���B�܂�A�g���Ă�������́A
1. �o���邾�����Ȃ����̐����ŁA�L���F���ƔZ�x�͈͂��J�o�[�ł��鎖�B
�i���̎��́A�g�p����F���������Ă���C���N�W�F�b�g�ł͔��ɏd�v�ł��B�����ɂ́A�C�G���[�A�}�[���^�i�ԁj�A�V�A���i�j
�̎O���F�����ŁA�L�œ���ōs���Ă���l�ȍL���F�͈͂�Z�F�܂ŃJ�o�[���鎖�͓���A�u���b�N�p�̃m�Y����A�N���I�����W�A�X�J�[���b�g�A
�N���F
�ȂǁA���F�̃m�Y����݂��A�����ł��L�œ���̐F�̈�ɋ߂Â����i���̂��Ă��܂��B�j
2. ���̌Œ������œ����悤�ɐ����i���������ł͌Œ��j���i�ގ��B�@���@���������ł��鎖�B
3. �Œ���̐�ȒP�Ŕ��ꉘ�����Ȃ����B
4. ���ȏ�̌��S�x��L���鎖
5. ���H���Ɍ��������i�ł��鎖�B
�ł��B
����ɉ����āA�C���N�̈��萫��ۂ��߂Ɍ��������ɗv�������̂́A
6. ���������ȊO�̕s���������Ȃ����B
���n�������@���@���ނ��\�Ȍ��菜������Ă��鎖�B�E�E�E�t�Z���� (reverse osmosis)
�̗��p�B
���U���� ���@���U�܂̗ʂ��ŏ��ł��鎖�B�E�E�E�v���X�P�[�L�̎g�p�B�@�i�u21.
�����̐����v�Q�ƁB�j
7. �m�Y�����u���b�N���Ȃ����B-���n������ - ���n��x�B �痿�E���U���� - ���x�B
�i���x�́A�W���R�j�A�r�[�Y�����g�p���ʏ�̃~�����O�œ����郌�x������������ 200�`300nm ���x�ɋψꉻ����Ă��鎖���]�܂����B
���Ȃ݂ɁA���̗��x�ɂȂ�ƁA�n�}�̃u���E���^���ŕ��U����������邽�ߒ��~�����啝�ɉ��P�����B�j
8. pH���K���ɕۂ���Ă��鎖�B- �m�Y���̕��H��h���B���n�������̗n��x��ۏ�B���������̏ꍇ�͉���������h���B
9. �ٶؓy�ދ����A�S�E�����܂ޏd�����̊ܗL�ʂ��K��͈͓̔��Ɏ��܂鎖�B�E�E�E������B������ݕ����܂̎g�p�B
�Ȃǂ��������܂��B
�e�L�X�^�C���p�Ɏg�p����Ă�������̕����Ƃ��ẮA�_�������A���������A���U����������܂����A
�ėp�����l����Ɣ��������ƕ��U�������傽������ɂȂ��Ă��܂��B�����ɎQ�l�Ƃ��āA
���������Ŕ�r�I�g���Ă���i�ڂ�CI Number�����\����Ă��镨���������L���Ă����܂��B
| �E �O���FYellow���� | CI Reactive Orange 12, Orange 99 | �O ���[���� Yellow | CI Reactive Yellow 85, Yellow 95 |
| �E �O���FRed���� | CI Reactive Red 3:1, Red 24 | �� ��Red | CI Reactive Red 31, Red 218 |
| �E �O���FBlue���� | CI Reactive Blue 13, Blue 49 | �^�[ �R�C�Y/�O���[���p | CI Reactive Blue 72 |
| �E Black�p | CI Reactive Black 8, CI Reactive Black 39����̔z��Black, CI Reactive Blue 176����̔z��Black | ||
| ���̑��ɁA�N���ȃI�����W�F���o�����߂ɁACI Reactive Orange 13 ���g���܂��B | |||
�EHuntsman�́A���X�i�C�����J�[�y�b�g�̘A
�����F�p�ɊJ�����ꂽ���������̊��� "Eriofast"
������A�̐������i�C������V���N�݂̂Ȃ炸�@�ۑf�@�ۂւ��K�p�\�ȃC���N�W�F�b�g�p�����W�Ƃ��ď�s���Ă��܂��B
����͒��X�ʔ����A�v���[�`���Ǝv���܂����A���āA�����������W���V���N�̓���Ɏ���������ł́A�ꕔ�ɐ����iJIS
A-2�j �ł̔��ꉘ����F�ς̑傫��������A�W�F�ł̓������S�x���ɒ[�Ɏア����������܂����B���ӂ��ĉ������B
�܂��A�Ȃɉ��p����ꍇ�ɂ́A�ȏ�ł̉��f���S�x���m�F���Ă������������߂��܂��B
���Ǖ� 2��
�C���N�W�F�b�g�Ɏg���Ă���痿�ɂ��Ă��A����������̓I�ɋ����ė~�����Ƃ̗v�]������܂����̂ŁA�����m���Ă���͈͂ŏ����Ă����܂��B
�ʏ�̗L�œ���Ŏg����痿�ɂ́ACI Pigment Yellow 74, 83�ACI Pigment Orange 13�ACI
Pigment Red 8,122 �A
CI Pigment Blue 15 �Ƃ��̒u���� 15.1, 15.3�ACI Pigment Green 7�ACI
Pigment Violet 23�ACI Pigment Black 7 �i�J�[�{���u���b�N�j �A CI Pigment White 6
�i�_���`�^���j
�������̂��̂�����܂��B�i���F�痿�́A�P�ɔ��F�Ƃ��Ďg���邾���łȂ��A�n�̐F�������A
��ɒu���ꂽ�F�痿�̑N�₩����Z�x���ۗ�������ׂɗL���ł��B�j
����ɑ��A�C���N�W�F�b�g�ł́A�F����������ׁA�F���͈͂ƔZ�x���l�����ACMYK�iC �V�A��-�EM �}�[���^-�ԁEY �C�G���[�EK
�u���b�N�j�Ƃ��āA
CI Pigment Yellow 74�ACI Pigment Red 122�A
CI Pigment Blue 15.1�ACI Pigment Black 7�A�{CI Pigment White 6 �������g���Ă��܂��B
�i�������A�n�܃^�C�v�̃C���N�ł́A�n�ܓK�����������鎖���K�v�ł��̂ŁA�n�܂ɂ���Ă�
CI Pigment Yellow 12,14,83�ACI Pigment Blue 15.4 ���g����ꍇ������܂��B
CI Pigment Red 122 �͗n�ܑϐ����傫���ς���K�v�͂���܂���B�j
���ꂾ��������ƁA�L�œ���p�̊痿��P�ɑI�����āA���̂܂g���Ă���l�Ɏv���܂����A�C���N�W�F�b�g�̏ꍇ�A
1. �m�Y�����l�܂�̂�h���B
2.
�i*�Z�x��̂Ɂj�o���邾���ܗL�ʂ𑝂₷�B�@ �K�v������܂��B
���̂��ߏ������q�T�C�Y���o���邾�����������邾���łȂ��A
�ÏW��A����ɂ�钾�a�����h���Ȃ��Ă͂Ȃ�܂���B��̓I�Ɍ����ƁA���q�T�C�Y�́A�ʏ�̊痿���~�N���T�C�Y�Ȃ̂ɑ��A
�ŐV�̃C���N�W�F�b�g�p�痿�́A100nm ���x���܂Ŕ���������Ă��܂��B�i���̍��x�������ɂ��ʓx�������Ashade gamut
-�Č��F�̈悪�傫���Ȃ����ł͂Ȃ��A�P�ʏd�ʓ�����̔Z�x�������ƌ��������b�g���o�ė��܂��B�i��15�͎Q���j�j
���U�܂ɂ��Ă���蕪�q�ʂ��傫�����x���U�^�C�v�i��. BYK CHEMIE �� DIAPERBYK �V���[�Y ��
Lubrizol �� Solsperse �V���[�Y�j���g���Ă��܂��B
���������A���x���U�^�C�v�̕��U�܂̃C���[�W�́A��R�̕������������I�̑��̗l�Ȃ��̂ł��B���̑�R���镔���ő����̊痿��������ނ̂Ƌ��ɁA
����炪�݂��Ɍ��э����ÏW����̂�h���܂��B�������đ傫���\�������痿�ܗL�̂ƂȂ鎖�ŁA������̗��_�����܂�܂��B
����́A���ꎩ�g���A�i�����I�Ɂj�}�C�O���[�V��������Ȃ鎖�ł��B�܂�A�O�������Ȃ��Ă����n�̏�łɂ��ݓ�Ȃ��ł��B
������A������̌^�Ƃ���A�O�������Ȃ��A���-������A�M�⎇�O���ɂ�荂���q���Ō���Ȃ��ɑS�H�����I���鎖���\�ƂȂ�܂��B
���E�̐V�s�@
���{�ɂ����Ĕ̔�����Ă���e�L�X�^�C���p�C���N�W�F�b�g����@�ɂ��ẮA
��ȃ��[�J�[�̋@������ɏЉ�܂����B
���̒��ɂ́A���E�����[�h����@����܂܂�Ă��܂��B
�������A���E�����n���Ɠ����l�ɐ�i�I�ȃC���N�W�F�b�g�v�����^�[��n��o���Ă��郁�[�J�[���������܂��B
 Reggiani
�� ReNOIR
�ƌ������̃C���N�W�F�b�g�v�����^�[�ł��B
Reggiani
�� ReNOIR
�ƌ������̃C���N�W�F�b�g�v�����^�[�ł��B
���m�A�[���Ƃ́A�����ɂ��|�p�̍��荂�����O�ł��B
����Ƃ��C�^���A�̉�Ђł��̂ŁARe�i���jNOIR�i���j�����̉��Ƃł��������Ӗ��ł��傤���H
���āACiba�Ƒg��ō����C���N�W�F�b�g�@���J�����Ă������[�J�[�Ȃ̂ŁA
�p���t���b�g�ɂ́ACiba�̃e�L�X�^�C�����Ƃ�����Huntsman�i��DuPont�j�̃C���N���g�p���Ă���Ə����Ă���܂��B
�Ώې����́A�����A�_���A���U�����ƌ������ŁA���U�����̔M�Œ��̂��߂̃��j�b�g����������Ă��܂��B
3.4m ���C�h���܂ł̃v�����g���\�ŁA�ō����x�́A�P���ԓ�����400���Ăł��B
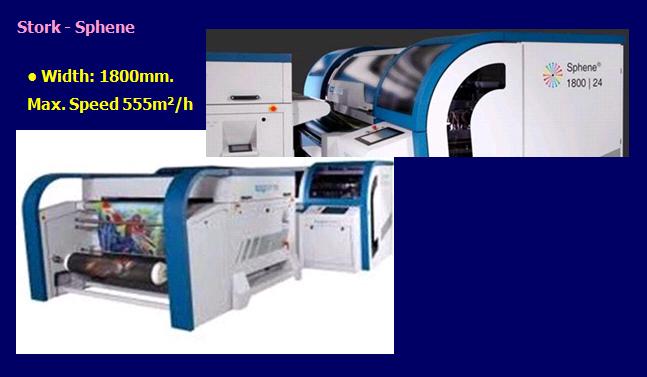 Stork
�́A�v�����g�@�B�̃��[�J�[�Ƃ��Ă͘V�܂ł��胍�[�^���[�v�����^�[��AH/T�X�`�[�}�[�ł́A���Ȃ��L�͂ȃ��[�J�[�ł��B
���̃��[�J�[�̍ŏ㋉�@�́A
Sphene �ƌ������ł����A�C���N�W�F�b�g�̕���ɂ͏��x��Ă���A���@�����Ђ����OEM�̗l�ł��B���ẮATruColor
�ł̎��s������������
Stork
�́A�v�����g�@�B�̃��[�J�[�Ƃ��Ă͘V�܂ł��胍�[�^���[�v�����^�[��AH/T�X�`�[�}�[�ł́A���Ȃ��L�͂ȃ��[�J�[�ł��B
���̃��[�J�[�̍ŏ㋉�@�́A
Sphene �ƌ������ł����A�C���N�W�F�b�g�̕���ɂ͏��x��Ă���A���@�����Ђ����OEM�̗l�ł��B���ẮATruColor
�ł̎��s������������ ����̂�������܂���B�����A
���Ђ̃z�[���y�[�W�����Ă��A
�����C���N�̔̔��ɑ����M�͊������܂����A�C���N�W�F�b�g�@���̂��̂̔̔��́A�ǂ��������Ȃ�Ȋ��������܂��B
�ʐ^�̉E����ɂ���̂��v�����g�w�b�h�ł��B
����̂�������܂���B�����A
���Ђ̃z�[���y�[�W�����Ă��A
�����C���N�̔̔��ɑ����M�͊������܂����A�C���N�W�F�b�g�@���̂��̂̔̔��́A�ǂ��������Ȃ�Ȋ��������܂��B
�ʐ^�̉E����ɂ���̂��v�����g�w�b�h�ł��B
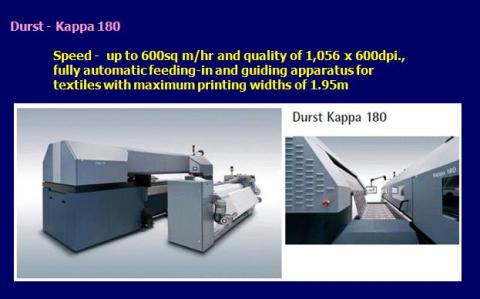 Durst�́A
1936�N�ɐݗ����ꂽ�C�^���A�̉f���@�탁�[�J�[�ŁA
���݂ł́A�Y�Ǝ��ތ����̃C���N�W�F�b�g�v�����^�[�𒆐S�ɑ���ɓn��r�W�l�X���J��L���Ă��܂��B
���R�Ȃ���A�{�v�����^�[�ł��A���А��̃s�G�]���v�����g�w�b�h���g���Ă��܂��B�g���C���N�����Ѓu�����h�́A�_���A�����A���U�����ł��B
Durst�́A
1936�N�ɐݗ����ꂽ�C�^���A�̉f���@�탁�[�J�[�ŁA
���݂ł́A�Y�Ǝ��ތ����̃C���N�W�F�b�g�v�����^�[�𒆐S�ɑ���ɓn��r�W�l�X���J��L���Ă��܂��B
���R�Ȃ���A�{�v�����^�[�ł��A���А��̃s�G�]���v�����g�w�b�h���g���Ă��܂��B�g���C���N�����Ѓu�����h�́A�_���A�����A���U�����ł��B
 �ő�v�����g���́A1.95m�A�ő呬�x�́A1000 X 600
dpi ��588����/hr. �C���N�̓f�o�ʂ́A6.5gr./���Ăł��B�i�W���g�p�ł́A1000 X1200
dpi�ŁA13gr./���Ăɏオ��܂��B�j 8�F�g���ŁA�e�F4���v32�̃w�b�h���A
���E�Ώ̂̃~���[�^�ɔz�u���Ă��܂��B���m�Y�����́A6144�{�i192�{/�w�b�h�j�B�ꗱ������̉t�ʂ́A7/14/21
�s�R���b�g���̎O�i�K�ƂȂ��Ă��܂��B
�ő�v�����g���́A1.95m�A�ő呬�x�́A1000 X 600
dpi ��588����/hr. �C���N�̓f�o�ʂ́A6.5gr./���Ăł��B�i�W���g�p�ł́A1000 X1200
dpi�ŁA13gr./���Ăɏオ��܂��B�j 8�F�g���ŁA�e�F4���v32�̃w�b�h���A
���E�Ώ̂̃~���[�^�ɔz�u���Ă��܂��B���m�Y�����́A6144�{�i192�{/�w�b�h�j�B�ꗱ������̉t�ʂ́A7/14/21
�s�R���b�g���̎O�i�K�ƂȂ��Ă��܂��B
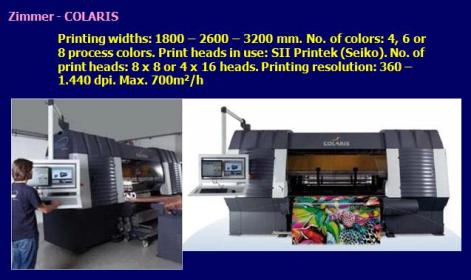 Zimmer
�i�I�[�X�g���A�j���A
�V�܃��[�J�[�̈�ł��B���̊�Ƃ�
Seiko
�̃v�����w�b�h���g���Ă��鎖���������Ă��܂��B
�g�p���Ă���v�����g�w�b�h���́A8�F�g�p�̏ꍇ�A�e�F����8�w�b�h�A4�F�i��/��/��/���j�ł̓���̏ꍇ�́A�e�F16�w�b�h�ł��B
�������āA�w�b�h�������A64
�ɂ܂ő��₷���ƂŁA�v�����g�̃X�s�[�h���A700����/���Ԃɂ܂ő��߂Ă��܂��B
�i�p���t���b�g�ɂ́A360-360dpi��1.8m���̏ꍇ�ō�1,465���āione pass�j�̐������o�Ă��܂��B�j
Zimmer
�i�I�[�X�g���A�j���A
�V�܃��[�J�[�̈�ł��B���̊�Ƃ�
Seiko
�̃v�����w�b�h���g���Ă��鎖���������Ă��܂��B
�g�p���Ă���v�����g�w�b�h���́A8�F�g�p�̏ꍇ�A�e�F����8�w�b�h�A4�F�i��/��/��/���j�ł̓���̏ꍇ�́A�e�F16�w�b�h�ł��B
�������āA�w�b�h�������A64
�ɂ܂ő��₷���ƂŁA�v�����g�̃X�s�[�h���A700����/���Ԃɂ܂ő��߂Ă��܂��B
�i�p���t���b�g�ɂ́A360-360dpi��1.8m���̏ꍇ�ō�1,465���āione pass�j�̐������o�Ă��܂��B�j
 MS
�� LaRio
�ƌ������̃C���N�W�F�b�g����@�ł��BMS�̖��O�́A���{�ł͂��܂����݂͂���܂��A1947�N�C�^���A�̃R���n���ŁA����H���n�Ƃ��A���̌�A
����@�̐���̔����o�āA���݂ł́A�C���N�W�F�b�g����ɂ�����V�X�e���̔�����|�������Z�p�̑����A�h�o�C�U�[�ł��BLaRio
�ƌ����̂́A�u��̌������ցv�ƌ������Ӗ��ł����A�R���̕ʖ������n�ł́ALario �ƌ����܂��B����LaRio
�́A���炭�A�����_�Ő��E�ő��̃C���N�W�F�b�g�v�����^�[�ł��B���̑��x�́A185cm���ŁA�P��������35m�ƌ������ł��̂ŁA
�P���ԓ�����Ɋ��Z�����3885���ĂƂȂ�Konica Minolta ��Nassenger
PR-1000�̖�S�{�̔\�͂������܂��B�i���Ȃ݂ɁAu-tube�̉f���ł́A70m/�����グ�����x�Ńv�����g���Ă��܂����B���f���Ō������A
�m�Y���͊e�F���̃h�[���^�A���C�ɐ��n���S�̂ɕ���ł��܂��B�j
�g�p���������C���N�́A�ꉞ�I�[�v���V�X�e���ƂȂ��Ă��܂����A�ȑO�̃��|�[�g�ł́A
Huntsman �� Stork ���Ή��C���N�̊J�����s�Ȃ��Ă���Ə�����Ă��܂����B
MS
�� LaRio
�ƌ������̃C���N�W�F�b�g����@�ł��BMS�̖��O�́A���{�ł͂��܂����݂͂���܂��A1947�N�C�^���A�̃R���n���ŁA����H���n�Ƃ��A���̌�A
����@�̐���̔����o�āA���݂ł́A�C���N�W�F�b�g����ɂ�����V�X�e���̔�����|�������Z�p�̑����A�h�o�C�U�[�ł��BLaRio
�ƌ����̂́A�u��̌������ցv�ƌ������Ӗ��ł����A�R���̕ʖ������n�ł́ALario �ƌ����܂��B����LaRio
�́A���炭�A�����_�Ő��E�ő��̃C���N�W�F�b�g�v�����^�[�ł��B���̑��x�́A185cm���ŁA�P��������35m�ƌ������ł��̂ŁA
�P���ԓ�����Ɋ��Z�����3885���ĂƂȂ�Konica Minolta ��Nassenger
PR-1000�̖�S�{�̔\�͂������܂��B�i���Ȃ݂ɁAu-tube�̉f���ł́A70m/�����グ�����x�Ńv�����g���Ă��܂����B���f���Ō������A
�m�Y���͊e�F���̃h�[���^�A���C�ɐ��n���S�̂ɕ���ł��܂��B�j
�g�p���������C���N�́A�ꉞ�I�[�v���V�X�e���ƂȂ��Ă��܂����A�ȑO�̃��|�[�g�ł́A
Huntsman �� Stork ���Ή��C���N�̊J�����s�Ȃ��Ă���Ə�����Ă��܂����B
 |
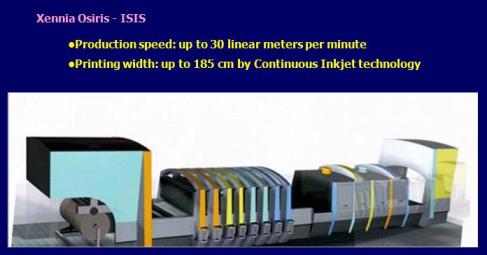
�Ō�ɂ��Љ��̂́A�ߖ����̏�蕨�̗l�ȑf���炵���t�H�������������C���N�W�F�b�g�v�����^�[�ł��B�I�����_�̃e�L�X�^�C���R���O���}���b�g
TenCate �̎q��Ђł���A�C���N�W�F�b�g����ł̑����V�X�e���J�����s�Ȃ��Ă��� Xennia �� ISIS �ƌ������̃v�����^�[�ł��B
���̃v�����^�[�́A�e�L�X�^�C��IJ�̕���ŗB�� Continuous Stream �����̃v�����g�w�b�h�iMarkem
-Imaje���j���g���Ă��܂��B�����j���O�X�s�[�h�́A30m/���ł��̂ŁA���MS LaRio
�Ɏ���������x�ł��B�i�����������̕i���ɂ��Ă��A���[�^���[����ɕ��ԂƂ̎��ł��B�j���̃v�����^�[�̓��M���ׂ��_�͂��������܂��B
����̓C���N�f�o�ʂ̑傫���ł��B�i�f���Ō������A���LaRio�Ɠ������e�F���̃A�[�`�̂��ꂼ��ɑS���n���ɓn��m�Y�����Œ�z�u����Ă��܂��B
���������ł���A������̕���
LaRio�ɐ�s���Ă�����ł��B�Œ�^�̑S���m�Y���Ȃ�A��́A���n��ʂ����x�����x������C���N�t���ʂ͑����Ȃ�܂��B
Continuous Stream�ł́APiezo���̗l�ɁA�f�q��U���������Ԃ͂���܂���̂ŁA�f�o�ʂ��傫���̂����Ȃ����܂��B
��́A�w�b�h�ƃw�b�h�̊Ԃ̕����d������������m�E�n�E�������K�v�ƂȂ�܂��B
�C���N���̐����̔Z�x�ɂ͐G��Ă��܂���̂ŁA�ŏI�I�ɂǂ̒��x�̕\�ʔZ�x���o�邩�͕�����܂��A�_���A
�����A���U��������葵���Ă��܂��B�j
 |
|

���⑫��
Xennia �́A2008�N�ɉp���Őݗ����ꂽ��ЂŃC���N�W�F�b�g�ɂ��@�ۂ̕\�ʉ��H�Z�p�ɒ����Ă���ATenCate�Ƌ���
*EuropeanDigitex project�̃����o�[�ł����B
Osiris�̑O�g�́A2001�N�ɐݗ����ꂽOsiris Inkjet
System�ƌ������̉�ЂŁA�����C���N�W�F�b�g�v�����g�V�X�e���̊J���𒆐S�ɐ��� ISIS
���J�����܂����B�������AOsiris�͂��̌�o�c�j�]���AXennia �ɋz������A���݂ł́A����Xennia ��TenCate
�̎q��ЂƂȂ��Ă��܂��B
*European Digitex project:
2006�N�AEU���̎��̍�����A10�̑�w�A16�̊�Ƃ�������đ��z12.7millionհ�
�������@�ە���ł̃i�m�Z�p�̊J����ڎw�������I�v���W�F�N�g�B
������グ��ꂽ�^�[�Q�b�g�̈���A�C���N�W�F�b�g�BTenCate �́A�v���W�F�N�g�̒��S�I�����o�[�B
�C���N�W�F�b�g����̏���
�����܂ł̐F�X�ȃC���N�W�F�b�g����@�̐�����ǂ܂ꂽ���́A
�����̃C���N�W�F�b�g�v�����^�[�̐��Y���x���A�e�Ђ̋Z�p�ł͂Ȃ��A
�g���v�����g�w�b�h�̐��\�Ƃ��̐��ɂ��̂ł͂Ȃ����Ƃ̔��R�Ƃ��������������ꂽ�̂ł͂Ȃ����Ǝv���܂��B
���͂��̒ʂ�A�D�G�ȃv�����g�w�b�h���g�����̐��𑝂₵�čs���Όv�Z��͊��ł����Y���x���グ�鎖���o����̂ł��B
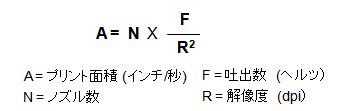
���̎����́A���̊ȒP�ȕ������ŕ\�킳��܂��B
�܂�A���Y���x�́A�m�Y���̐��𑝂₵��������Ί��ł������Ȃ�̂ł��B
���Ȃ݂ɁA���̕��������d�w�I�ɑ�����Ɛ��Y���x�����ł͂Ȃ��Z�x�̑��i��}���I�y���[�V�����ɂ��K�p�ł��܂��B
����ɂ��ẮA���t�����ł͕������̂ŁA�f�o�������ɕ��v�����g�w�b�h���O���ׂ� �g��v�����g�w�b�h�h
�Ƃ��Ďg�p����ꍇ���Ƃ��Đ������܂��傤�B
���̐}�Ɏ�������w�b�h���A��x�������ɓ�������悷��ƁA���̓����ɏ]���ē��ɕ��f�o������C���N���ł��o����܂��̂ŁA
���n�ɑ��ẮA�C���N����x�d�Ȃ鎖�ɂȂ�܂��B
���̃v�����g�w�b�h���A���[�܂ōs���ƁA���n���P�w�b�h���i���m�ɂ͂P �f�o���̒����� �� 5�`10cm�j
�O�i���A���x�́A�E�����̈�悪�n�܂�܂��B����ŁA�C���N��4��d�Ȃ�܂��B
�X�ɁA���ꂪ�E�[�ɍs���A���n�������A�w�b�h�����֓����B����ŁA�C���N�̏d�Ȃ��6��ɂȂ�܂����B������J��Ԃ����ɂ��A
�Ȍ�A�S�Ă̗̈�ɂ́A6�̃C���N���d�Ȃ鎖�ɂȂ�܂��B������O���F CMY �S�Ăōs�Ȃ��ƁA6 X 3
�܂�18�̃C���N����̈�ɋ����ł��A�X�ɁA�����^����ׂ� K �i�u���b�N�j
������鎖�ŁA��]�̔Z�x�ɋߕt���Ă����܂��B�i�]���āA���̃I�y���[�V�����ł́A�ғ����̈�敔���[�ɎO�i�̔Z�x��������܂��B
������̍ŏ��ƍŌ�ɔZ�x�i�����̂܂c���Ă��܂��l�Ɏv���܂����ADOD �ł�����A�g��ł��h ��������鎖�ł���͖h���܂��i��[�F2/3
��ł���1/3 ��ł����S�ł��B���[�F�S�ł���1/3 ��ł���2/3 ��ł��j�B
���E�̒[�ɂ��Ă������l�ɃX���[/��ł�������ΔZ�x�i��F���i�͌���܂���B
�������A�g�p����w�b�h�S�̂̑傫���ɍ��킹�āA�\���ȋ@�B����^���Ă����K�v������܂��B�j
���̗�ł̈��X�s�[�h�́A��Ԍ����쓖����A�P�f�o���̒����ł��B
���ׂ�w�b�h������ɑ��₵�X�ɑ傫���w�b�h�����A
��x�� 2 �f�o�����A�X�ɂ́A3 �f�o�����i�ގ����\�ł��B�i���l�ɁA�����F�ŁA �g��w�b�h�h
�����ɕ��ׂ鎖�ɂ��A�C���N�����ʂ�{�����鎖���e�Ղł��B�j
�����������삪�A�C���N�W�F�b�g����@�ŁA���ۂɍs�Ȃ��Ă���̂��A���J����Ă��铮��Ō��Ă݂܂��傤�B
A-Tex Ultrajet DPMK ���� A-TEX
�̃v�����^�[�̊G�ۂ�����ƁA��i�ڂ����炩�ɒW�������܂��B�O�i�Ɍ����邩�͔����ł��B
������ɂ���A���n�������閈�ɃC���N���d�Ȃ�Z���Z�x�̓�������������܂��B
REGGIANI
DReAM ���̗�́AREGGIANI �� DReAM
�ł��B
���̃C���N�W�F�b�g�@�́A��ł����グ�܂���������ȕ����w�b�h���O����i�O��H�j�ɕ���ł��܂��B�i�����}�ɂ���������Ə�����Ă��܂��B�j
����ɂ���āA�����ꏊ�֕�����C���N��f�o���鎖���\�ɂ��Ă��܂��B
Nassenger
Pro 60 ���̓���ł́A�G�ۂɘZ�i�̔Z�x�i�K���o�Ă��܂��B
�����A���n�̏c�����ւ̑���ƁA�w�b�h�̍��E�̓����ɂ��C���N���U��d�˂Ă���l�ł��B
�w�b�h�̕��ו����X�ɍH�v���Ă��鎖�͊ԈႢ����܂���B
�����������G�ȃI�y���[�V�������\�ɂ��邽�߂ɂ́ADOD ������m���ɐ�����Ȃ���Ȃ�܂���B
���ꂪ�A�����̐V�s�@�ɐM�����̍������{���́i���邢�͓��{�̋Z�p���������j�v�����g�w�b�h���g���Ă��闝�R�ł��B
�������A���������čl����ƁA���{�≢�ĂȂǂ̐�i���ł́A�S���������n�����烁�[�g�����f�U�C����z�F������ς��Ă��l�Ȏd���́A�ő�����܂���B
���̍��̐}�́A����OSIRIS�Ђ��AISIS �̃}�[�P�e�B���O���s�Ȃ����߂̍쐬�����C���N�W�F�b�g�̎s�ꌩ���݂ł��B
�i�E���̕\�Ŕ������܂Ƃ߂Ă��܂��B�j
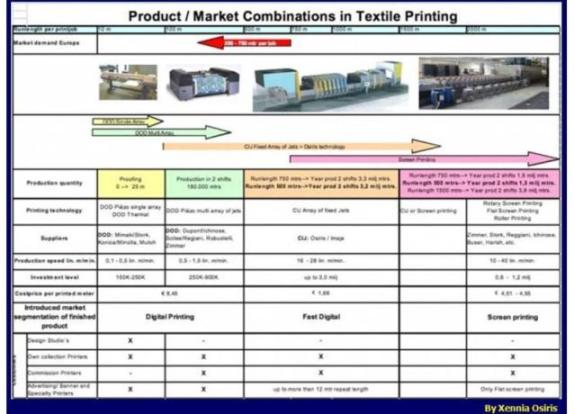
���Ȃ݂ɁA���̐}�ł́A���[���b�p�ł̃}�[�P�b�g�f�}���h�́A250m����750m�ƂȂ��Ă��܂��B
�i�ŏ���Ԃ����B���͍��������Ă��܂��̂ŁA
Max.750m�ł��B�j�����āA�]���̃X�N���[���v�����g�́A����750m����E�����̃s���N�F�̖��ƂȂ��Ă��܂��B
�܂�ނ�̗\���ʂ萄�ڂ���ƁA���[���b�p����́A�]���̗L�œ���͏����Ă��܂��܂��B
�ނ�̌����݂́A�����͓����蔼���͊O��܂����B���[���b�p�ł́A�m���ɃC���N�W�F�b�g����@�̎��v�͐L�т��̂ł����A������
ISIS�̗l�Ȓ������@��
�g��Ȃ�������Ȃ��d���͖����Ȃ��Ă����̂ł��B���ꂪ�؋��ɁAISIS������� OSIRIS
�́A2009�N�ɔj�Y���܂����B���̋@�B�́A���ꂽ�����R���n���ɂ��� Maver of
Fenegro�ЂŎg���Ă��܂������A���ł́A�C���h�ɓn���Ă��܂��BISIS �����̌� EU �łǂ�ǂ�Ă���Ƃ͕����܂��AMS ��
LaRio
�Ɉ����������E�����Ă��鎖��������܂���B
���̈���ŁA�]���̗L�œ���́A�k�������Ƃ͌��������撣���Ă��܂��B���Ɉ�ʈߗ��p�r�ł́A�L�œ���Ȃ�̃����b�g���܂��܂�����܂��B
��ʂ̈ߗ��i�ł́A�l�X�Ȑ��n���g���܂��B�Ⴆ�A�P�ɃR�b�g���ƌ����Ă��A�ł����݂�������������A�V���P�b�g�̓x�����̈Ⴄ���́A
���邢�͉t�A�����������Ă�����̂ȂǁA�ɂ߂đ��l�Ȏ�ނ����݂��܂��B���ɂ́A�D���ł͂Ȃ��A�ҕ�����舵��Ȃ��Ă͂Ȃ�܂���B
���@�̏ꍇ�ł��A�����Ԏ�̂��̂�����A�הԎ�̂��̂�����ł��傤�B���n���ς��A�F��Z�x�͕ς��܂��B
���ɂ́A�����⏕�܂̏������ς��Ȃ���Ȃ�܂���B���܂ł́A����ɍׂ����Ή����Ă��܂����B
�������A�C���N�W�F�b�g�@�ł́A���n�ɑ����̍��͂����Ă��A�����A���I�ɍs�Ȃ����Ƃ���A���������őO���������A
�����������g���āA���������Ńv�����g������܂���B�i�������A�R�X�g�⌘�S�x�⓾����Z�x�Ő������g�������鎖���ł��܂���B�j
�܂�A���[�^���[����ɕ��Ԃقǐ��Y���̍����C���N�W�F�b�g����@�������Ă��A���̃����b�g���ő���ɔ��������鎖�͓���̂ł��B
���ƌ����āA�C���N�W�F�b�g�ւ̗��ꂪ�~�܂鎖���Ȃ��̂������ł��B���̏͂̎n�߂ɁA���s�̗L�œ���������������܂����B
�i��i���ł͓��ɕs�����ȁj�J���W��^�Y�Ƃł��鎖�A�����ׂ��ɂ߂đ傫�����A�n���J���҂��K�v�Ȏ��A�����Ă��ꂪ�������鎖�B
����ł́A�܂�ŎO�d��ł��B������ڎw���āA����������ł��~�����߂ɂ̓C���N�W�F�b�g����@��������܂���B
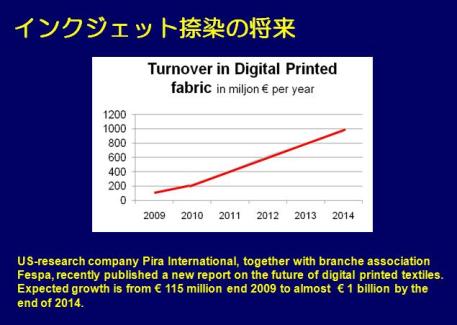
�E�́A�č���Pira International �ƌ����}�[�P�b�g���T�[�`�̉�Ђ��A���B��Fespa �Ƌ��ɍs�Ȃ���
2009�N����2014�N�܂ł́A�C���N�W�F�b�g�v�����g�@�ې��i�̐��E�ł̐������\���ł��B
���̗\���ł́A2009�N�i�K�ŁA115million
հہi��150���~�j�̎s��K�͂��A2014�N�܂ł̂T�N�ԂŁA10��հہi��1400���j�ɂȂ�Ɨ\�����Ă��܂��B����2010�N����́A���N�A
2��հ�=280���~�̃y�[�X�Ŏs�ꂪ�g�傷��ƌ��Ă��܂��B
���Ȃ݂ɁA���̎��_�܂łɁA52,800���j�b�g�̃C���N�W�F�b�g����@�������Ƃ��\�����Ă��܂��B
���̗\���������邩�ǂ����͕�����܂��A����A�C���N�W�F�b�g�v�����^�[�͑��̉Ɠd���i�Ɠ����l�ɁA
���E�����畔�i�B���ė��đg�ݗ��ĂĔ���ƌ����A�b�Z���u���[���i�ɂȂ����܂��B
�e�L�X�^�C���p�r�Ɍ����āA����������@����O�ƂȂ锤�͂���܂���B���̏؋��ɁA������ƃC���^�[�l�b�g�ŒT�������ŁA
�������[�J�[���܂߂������̃e�L�X�^�C���p�C���N�W�F�b�g�@�������鎖���o���܂��B
�����m�̗l�ɁA���A�č��ł͍����グ���v���W�F�N�g�Ƃ��āA*3D�v�����^�[�Ɏ��g��ł��܂��B
3D�v�����^�[�́A���܂ł̎Y�ƍ\�������{����ς���Ƃ܂Ō��������I�ȋ@�B�ł��B���̐i���͌��I�ŁA���ɁA�\���~��̎��p�@�܂œo�ꂵ�Ă��܂��B
�i�Ē�����Ђɂ��ƁA2021�N��3D�v�����^�[�̐��E�s��K�͂�108���j�i��1��1�牭�~�j�ɒB���錩�ʂ��B�j�C���N�W�F�b�g�v�����^�[��
�ł��d�v�ȕ��i�Ƃ�������v�����g�w�b�h�̕���ŁA�����_�ł́A���{�̃��[�J�[���Z�p�I�ɗL���ȃ|�W�V�������m�ۂ��Ă��܂��B
�������A���̒n�ʂ����܂ł������ۏ͂���܂���B
����́A�����̂�t���p�l���̗��j�����Ă����炩�ł��B
������ɂ���A�߂������A�������ȃC���N�w�b�h���o�ꂷ�鎖�͊ԈႢ����܂���B
�����Ȃ�A�C���N�W�F�b�g����@�̉��i�����I�ɉ�����܂��B
*3D�v�����^�[�Ƃ��ẮA(1)
�C���N�W�F�b�g�w�b�h��������ˁB���O���Ōł߂�B
�ȊO�ɂ����̎O�̕��@������܂��B
(2)
�v�����^�[�m�Y������o�Z�����������o�����w�ɂ��d�˂�i�����o���͐ό^�j�B
(3)
������̑f�ނ����[�U�[�Ǝ˂⌋���ނȂǂŌł߂Ă����i�����^�j�B - �����E�p���i���ɑΉ��B
(4)
���ɔ������Čł܂�t�̎����Ɏ��O�����[�U�[�����Ă�i�����`�^�j�B
 |
�����̃C���N�W�F�b
�g����@�Ŏg���痿�y�ѐ����C���N�ɂ��Ă��傫�ȕω����\���ł��܂��B
 �C���N�W�F�b�g����̑傫�ȃZ�[���X�|�C���g�̈��
���ɑ���D�����ł����A
�������g���Ă������A���n�̐�����Y�����K�v�ł��B�����āA���F�H���₻�̌�̐��H�����K�v�ɂȂ��Ă��܂��B
������Y���́A������ς܂������n�B���鎖�ʼn����ł��܂����A���F����͂���������ɂ͍s���܂���B
���̓_�A�痿�����ʓI�Ɏg���A�v�����g��A�����ł͕K�v�ȑ傪����ȏ��M������s�Ȃ��K�v�͂���܂���B
�������A����ɂ́A���̂܂܂̊痿�ł͎��͕s���ł��B
�悸�A�啝�ȔZ�x�A�b�v���K�v�ł��B�m�Y���𑝂₵�t���ʂ𑽂����邾���ł́A���������d���Ȃ�A���C���S�x����S�x�������܂���B
�i�����̖ʂł͎�����̌^���L���ł��B�j���������_�Ő������痿�ōX�ɒu�������邽�߂ɂ́A�����̌������ꂩ��i�߂�K�v������܂��B
�ȗ́E�Ȑݔ��̂��߂́A�����q�����A�M�ł͂Ȃ����O���ōs�Ȃ����@���L���ł��B������������搂����痿�����ɔ̔�����Ă��܂����A
�C���N�W�F�b�g��������I�ɍL���邽�߂ɂ́A�X�ɁA���������N���邢�̓c�[�����N�A�O���[�h���グ��K�v������܂��B
���A�V�痿�̊J�����܂ߐ��E���ł����ڎw�����J�����n�܂��Ă��܂��B
�C���N�W�F�b�g����̑傫�ȃZ�[���X�|�C���g�̈��
���ɑ���D�����ł����A
�������g���Ă������A���n�̐�����Y�����K�v�ł��B�����āA���F�H���₻�̌�̐��H�����K�v�ɂȂ��Ă��܂��B
������Y���́A������ς܂������n�B���鎖�ʼn����ł��܂����A���F����͂���������ɂ͍s���܂���B
���̓_�A�痿�����ʓI�Ɏg���A�v�����g��A�����ł͕K�v�ȑ傪����ȏ��M������s�Ȃ��K�v�͂���܂���B
�������A����ɂ́A���̂܂܂̊痿�ł͎��͕s���ł��B
�悸�A�啝�ȔZ�x�A�b�v���K�v�ł��B�m�Y���𑝂₵�t���ʂ𑽂����邾���ł́A���������d���Ȃ�A���C���S�x����S�x�������܂���B
�i�����̖ʂł͎�����̌^���L���ł��B�j���������_�Ő������痿�ōX�ɒu�������邽�߂ɂ́A�����̌������ꂩ��i�߂�K�v������܂��B
�ȗ́E�Ȑݔ��̂��߂́A�����q�����A�M�ł͂Ȃ����O���ōs�Ȃ����@���L���ł��B������������搂����痿�����ɔ̔�����Ă��܂����A
�C���N�W�F�b�g��������I�ɍL���邽�߂ɂ́A�X�ɁA���������N���邢�̓c�[�����N�A�O���[�h���グ��K�v������܂��B
���A�V�痿�̊J�����܂ߐ��E���ł����ڎw�����J�����n�܂��Ă��܂��B
���ɁA�����ł����A���܂ł́A�قƂ�ǂ̏ꍇ�A�����鏃���i���g�������`���t�����Ă��܂����B
�������A���ꂩ��̃C���N�W�F�b�g����@�̑����́A���҂Ƃ̋����ɏ����c�邽�߂��� �g����h ���ɂ߂���܂���B
���邢�́A���� �g����h ���������Ƃ��Ă��A���Ɛ��N�̓��ɁA�C���N�W�F�b�g�p�����̉��i�����I�ɉ������Ă��܂��B
�i����H��ŃJ���[�L�b�`�����������ꂽ���ɁA�����������L�b�h�̉��i���ǂ����������v���o���ĉ������B
����Ɠ��������C���N�W�F�b�g�p�̐����C���N�ł��K���N����܂��B�j
����ɑ��āA���i�J���e�������Ԏ����o�����������ł��傤���A���͂��ꂪ�o���Ȃ�����ł��B
�����ŁA�������[�J�[���s����L���Ȏ�͈�����c���Ă��܂���B����́A�C���N�W�F�b�g�ɂ��K���������̊J���ł��B
���x�A�]�ʃv�����g�p�ɁACI Disperse Blue
359 ���J�����ꂽ�l�ɁA�V�����������J�����A���������ʼn�������Α傫�Ȏs����l���ł��܂��B
���炭�A�C���h�������̃��[�J�[�����N�̓��ɂ�������������n��o���ł��傤�B
���{�ɂ�����C���N�W�F�b�g����̂��ꂩ��
�C���N�W�F�b�g�v�����^�[�́A���܂łɂȂ��D�ꂽ�@�B�ł��B
�K���ɂ��A���̍ŏd�v�̕��i�ł���v�����g�w�b�h�̕���ŁA���݂̓��{�ɂ͐��E�����[�h����L�͂ȃ��[�J�[����������܂��B
���̂��߁A���{�̃C���N�W�F�b�g����@���[�J�[���A���̎��_�ł́A��r�I�����ʒu�ɂ���܂��B
�������A���ꂪ�A���{�̓���Y�Ƃ̕����Ƀv���X�Ƃ��ē����̂��Ɩ����A�������������܂���B
 ���̕\�ł�������l�ɁA
�C���N�W�F�b�g�́A���s�̗L�œ���̕����Ă�����̑������������Ă���܂��B
�B��̃l�b�N�ł��������Y���ɂ��Ă��A���Ƀ��[�^���[�X�N���[���v�����^�[�Ɠ����̂��̂��o�n�߂Ă��܂��B
���̕\�ł�������l�ɁA
�C���N�W�F�b�g�́A���s�̗L�œ���̕����Ă�����̑������������Ă���܂��B
�B��̃l�b�N�ł��������Y���ɂ��Ă��A���Ƀ��[�^���[�X�N���[���v�����^�[�Ɠ����̂��̂��o�n�߂Ă��܂��B
����ł́A�������������̃C���N�W�F�b�g����@������A���ۋ����͂�����������d�������߂������ł���ł��傤���H
���肪�����C���N�W�F�b�g����@���A���������C���N���g���A�����F�f�[�^�[�Ńv�����g����A�������̂��o���オ��܂��B
�����āA�ǂ��l���Ă݂Ă��ނ�̕������͓I�ɏ����Ă��܂��B�܂�A�C���N�W�F�b�g�̓����ō��ۋ����͂���������ƌ������͂���܂���B
���{�̓���Y�Ƃ́A�T�^�I�ȎY�Ƃł���A�ו������ꂽ�e�L�^�C���r�W�l�X�̋ɂ��ꕔ���ɂ����߂��܂���B
�����āA�C���t�������Ŋ뜜��ł��B���̂܂܂ł́A�{���ɐ�ł��Ă��܂��܂��B
���A���{�ł͏��Ȃ������ő@�ێY�Ƃ��Đ����邽�߁A�ɂ߂čׂ������Ƒ̐������܂����B
����A���̏㕔�ɌN�Ղ����a�т�A�p�������Ђɉ��N�̎p�͂���܂���B
�J�l�{�E�̗l�ɔj�]���邩�A���i�E���̗l�ɐg���肷�邩�A�����łȂ��A�����قƂ�Ǔ��{�ł̐����Ɍ�������Ă��܂��܂����B
�܂��A�V�����u���������j�N���̗l��*SPA�́A�C�O�Ő��Y���鎖��O��ɏ��i�������Ă��܂��B
����Ȓ��A����H�����F�H�ꂾ�����A�̂̎p�����������Ă���l�Ɏv���܂��B���ɁA��͌����Ă��܂��B
����ɍR���Đ����c�邽�߂ɂ́A����܂ł̂�����S���ς�����̕ϊv�𐬂������Ȃ��Ă͂����܂���B
���̕ϊv�̂��߂̈�̎�i�Ƃȃ�����̂��C���N�W�F�b�g�v�����g�ł��B
*SPA(Speciality Store Retailer of Private Label Apparel):
��悩�琻���A�̔��܂ł𐂒����������邱�ƂŒ��Ԃ̃��_���Ȃ��A����҃j�[�Y�ɐv���ɑΉ�����r�W�l�X���f���B
�����ŁA�P�[�X�X�^�f�B���s�Ȃ��Ă݂܂��傤�B
�� 1.
��̃X���C�h���猩�Ă��A
���ꂩ��̃e�L�X�^�C������̗̈�ŁA
�C���N�W�F�b�g������i��ł����̂͊ԈႢ����܂���B���̗̈�́A�痿����Ɛ�������ɕ������܂��B
�痿����̏ꍇ�́A���������̐����E�Y�����s�Ȃ������n�B���A
�C���N�W�F�b�g�ŕ���u���AUV�����i�����͔M�����j���s�Ȃ�����ŏI���ł��B
���Ȃ�����ŐV�����t�@�b�V�����r�V�l�X���n�߂�����͐����܂����B
�� 2.
���{�ŕt�����l�̍����̈�ɐi�ނɂ́A
��͂�����ł̓���������Ă��܂��B�X�ɍ����t�����l��ڎw���ėl�X�Ȍ���H���o����Ό������͂���܂���B
���̓���H��ɂ́A�����E�Y���H�����n�߁A�����̓������Ȃ��s����S�Ă̐ݔ��������Ă��܂��B
���F�ɂ����ɂ����̏�Q������܂���B
�܂��A�������d�v�Ȏ��ɁA�~���Ă������t�����l���i�ւ̖c��ȃm�E�n�E������܂��B
�����āA���ɑ����̃��C�o���͎p�������Ă��܂��܂����B
���āA����������L���Ɋ������āA����Y�Ƃ������c�邽�߂̕�����l���Ă݂܂��B
���{�̓�����i�́A���ɁA���E�̓�����i��1%����Ă��܂��B�������A�����̑����͍�������Ɍ������Ă��܂��̂ŁA���ۂɁA�C�O�̏���҂��A
Japan Made
�̓��������ɂ��鎖�͂܂�����܂���B�����ŁA�u���{�v��O�ʂɑł��o����������i�����C���^�[�l�b�g�Ŕ̔����܂��B
�Ⴆ�A�C�O�ɑ������� �g�������h �����t�@�b�V������A���{�̐̂��炠�长�i����Ɋւ��ẮA���sASTEM
�ɖc��ȃf�[�^�[�o���N������܂��B�j
������ɓ�����܂��B���������A�C���^�[�l�b�g�r�W�l�X�́A�}�̂��傫�������̃A�p�����g�D�����A�����̂����I�t�B�X�r�W�l�X�Ɍ����Ă��܂��B
�痿���g���C���N�W�F�b�g�V�X�e�����g���Ώ����������ŏ��ōς݂܂��B�܂��B���ӕ��삲�Ƃɕ����̊�ƂŃr�W�l�X�A���̂����A
�l�I�q���肪�����ȃl�b�g�Љ�ŁA��胊�X�N��������r�W�l�X�`�����X�������鎖���ł��܂��B
����A�����Ƃ̂��ꂩ����l���܂��ƁA�n���ҕs����A�����ׂ��J�o�[���邽�߂ɁA���炩�̌`�ŁA
�C���N�W�F�b�g����@��������Ȃ��Ȃ��Ă��܂��B
�������A�����Ă���ݔ����l����Ƃ�����x��^�̐ݔ��ɂȂ鎖�ł��傤�B
�Ⴆ���̂��߂ɁA�痿����p�Ɛ�������p�ɑ�^�@����䂸�ݒu�����Ƃ��܂��B
���̌o�߂Ƌ��ɁA�H���������Ȃ��A���I�ɂ����ׂ����Ȃ��A�痿�ł̓���䗦���傫���Ȃ��čs���Ǝv���܂��B
�����ŁA�ė���̂́A�X�`�[�}�[����@�ł��B
���̗��҂��ǂ�����AWin-Win �̊W��z�������ł���̂��l���Ă݂܂��B���̃X���C�h�����ĉ������B
 �l�b�g�r�W�l�X�A���̂ɂ����炳��郁���b�g
�l�b�g�r�W�l�X�A���̂ɂ����炳��郁���b�g
1. ���i���̃v�����g�p���n���m���ɓ���B
2. �i���I�Ɋ痿�v�����g�ł͖��܂�Ȃ��������A�����Ȃ��ɐ����v�����g�Ŗ��߂鎖���o����B���@�V���ȃr�W�l�X�`�����X�l���B
3. ����H���ϑ����鎖�ɂ��A���t�����l�̈�ł̃r�W�l�X�`�����X�����܂��B
4. �働�b�g�̒��������Ă��鎖���o����B
�����Ƃɂ����炳��郁���b�g�@�i���ꂼ��A��� (1)�`(4) �ɑΉ��j
1. ������x�܂Ƃ܂����ʂŁA���n�̔̔��������͒����H�̎d�����ł���B
2. ��������̒����H���ł���B�i������܂߂čs�Ȃ��ꍇ�j�X�`�[�}�[����@�̋��Ԃ�L���Ɋ�������B
�i����i�̔��F�E���������H�Ŏ���ꍇ�B�j
3. ����H�̒����H���ł���B
4. ���Ѓv�����^�[�A���Аݔ����������������H���ł���B�������́A�����̔��ł���B
���A�C���^�[�l�b�g�́A���E���̒N�Ƃ��q�����Ă��܂��B
�����ɂ́A�c��ȃr�W�l�X�`�����X�������Ă��܂��B�����Ǝ��g�ŁA���̃l�b�g�r�W�l�X�ɓ��ݏo���̂���l�ł��B
���l�b�g��ł́A�M���ł��鐸�Z�V�X�e������������܂��B
�i���i�K�̃C���^�[�l�b�g�ɂ́A�Z�L�����e�B�[��̑傫�Ȍ��ׂ�����܂����A�������Q�`�R�N�̊Ԃɑ傫�����P�����Ǝv���܂��B�j
���Ǖ⁄
�C���N�W�F�b�g���g�����r�W�l�X���f���Ƃ��āA�Z�[�����̃r�X�R�b�e�b�N�X������܂����A�C���N�W�F�b�g����i�Ƃ��āA
�C���^�[�l�b�g�Ő��E�̌ڋq��on-line �Ō��т��l�Ƃ����r�W�l�X�����ɏo�Ă��܂��B
��������
���̏͂ł́A
�f�W�^������ɂ��Đ������܂����B
�����̃C���N�W�F�b�g�v�����^�[�ł́A�f�o�ʂ����Ȃ��A�e�L�X�^�C���p�r�ɂ�����i�ʂ́A�ʏ�̗L�œ���̂��̂ɔ�ׂđ傫������Ă��܂����B
�������A���̌�̃v�����g�w�b�h�ƁA���̐���Z�p�̔��B�ɂ��A�f�o�ʂ͑傫���L�сA���݂ł́A�L�œ���̑��x�𗽉킵����܂��B
������ɂ���A���݂̏������ƁA�x���ꑁ���ꉽ�炩�̌`�ŃC���N�W�F�b�g����@��������Ȃ��Ȃ�܂��B
�C���N�W�F�b�g�v�����^�[��20�N�O�̂��ꂩ��͐����i�����Ă��܂��B�g����������������c���o����A����Ȃ�̎d���͂��Ă����Ǝv���܂��B
���ꂩ�����A�C���N�W�F�b�g�ȏ�Ƀf�W�^������������ł���V�X�e���͌���܂���B
���ċ�J���ĐH�킸�����ɂȂ��Ă��܂��������A����x�������Ă݂Ă͂������ł��傤���B
���̎��ɂ́A�����I�ȉ��H���b�g����z�肵�ĕK�v�ȏ�̑��x��ǂ��������ȓ���@������K�v�͂���܂���B
����A�C���N�W�F�b�g�@�̉��i���傫��������ł��낤�������̕Ћ��ɓ���Ă����ĉ������B
���Ǖ⁄ �Ód�d�q�ʐ^�����ɂ��f�W�^�����
�g�J���[���[�U�[�����h �Ƃ��Ă��m����Ód�C�𗘗p�������̕����́A�C���N�W�F�b�g���l�A���̃R�[�s�[�ɍL���g���Ă��܂��B
����A�e�L�X�^�C���̕���œo�ꂷ�鎖�͂قƂ�ǂ���܂���B���̗��R����܂��B
1. ������ɂ͕K�{�ł���Z�F���o�Ȃ��B
�@���̕����ŁA�g�i�[��}��Ƃ��ċ����ł�����E�痿�́A�ő�1g/m2�B
2. �|���G�X�e���ȊO�ɂ͎g���Ȃ��B
�@�g�i�[�ɂ͐≏�����K�v�ȈׁA�a�����������U���������g�p�ł��Ȃ��B
3. �g���ړ���h ���o���Ȃ��B
�@�g�i�[�̗��a�� 5�`8�ʂł��邽�߁A�啔�����A�|���G�X�e���D��/�ҕ��̑g�D�i�J������ ��10�ʁj��ʂ蔲���Ă��܂��B
�܂��A�����q�ł���g�i�[�ł͖ъnj��ۂ��N���炸�A���ɂ���������A�t�B�������g�ԁi5�ʒ��x�j�ɓ����čs�������Ȃ��B
4. �����I�� �g�]�ʓ���h ���o���Ȃ��B
�@�g�i�[�̎听���ł��������b�N�X���A�K�X�o���A�Ƃ��č�p���A�����̐������g�i�[���Ɏc������B
5. �L�Љ����o���Ȃ��B
�@�g�i�[�⋋�Ɏg���銴���̃h�����̍ő啝�� A-0�B�����A90cm�ȏ�̗L�����鎖���o���Ȃ��B���傫�������̂�����鎖�͂Ȃ��B
6. �V�X�e���̈ێ��ɃG�l���M�[/�R�X�g��������B
�@�Ód�����ɂ��������d�͂́A�P�ʖʐϓ�����C���N�W�F�b�g�̂R�O�{�B�@�u���Օi�v�ł��銴���̂������B