染料と染色に関する総合技術サイト
4. 綿・麻・レーヨン/直接染料
 古くから私たちにとって最も身近な繊維が綿(Cotton)です。
現在では、その原料となる綿花は、中国を筆頭に世界中で広く生産されています
(2620万t/2013/14 by Cotton Corporated
)。綿の構造単位はセルロース=Celluloseですので、セルロース繊維(もしくは繊維素繊維)と
古くから私たちにとって最も身近な繊維が綿(Cotton)です。
現在では、その原料となる綿花は、中国を筆頭に世界中で広く生産されています
(2620万t/2013/14 by Cotton Corporated
)。綿の構造単位はセルロース=Celluloseですので、セルロース繊維(もしくは繊維素繊維)と も呼ばれます。麻やリネンも同じ仲間です。
も呼ばれます。麻やリネンも同じ仲間です。
ニュージーランド麻
How
Linen is Made
The
Story of Cotton
これらの中で私たちの生活にもっともなじみ深いのが綿で、日本の衣料分野においては、その使用量も他の繊維に抜きん出ています。
この章では、先ず染色の対象としての綿の構造を検討します。更には、同じく染色面からみた麻やレーヨンとの違いについて解説していきます。
綿は言うまでもなく植物です。時間をかけて層状に成長した繊維束(ミクロフィブリル)を疎水性の外皮が覆っており、
中は水が通る中空になっているという樹木に似た構造を持っています。
 |
 |
そして、その繊維束
は、分子量が 30〜50万の天然高分子としてのセルロース鎖が、互いに引き合う親和力(V der
W力+水素結合)によって寄り添うことで安定した構造を作っています。しかし、本当に全てのセルロース鎖がぴったりくっつき合い結晶化していたら)
その間に入り込めるのは小さな水分子だけで、水分子に比べて随分大きい分子構造を持つ染料が入る事はできません。
現実には、うまくしたもので、ところどころに隙間(ミセル間隙)ができており、
ここから染料が繊維の中にある空間(=非結晶領域)まで入って行く訳です。
<補足 1>
人類と共に世界中に広がった綿には、数多くの品種がありますが、それらは、それぞれの繊維長により大きく4つのグループに分かれています。
超長綿 繊維長 35mm以上 80〜300番手の綿糸
(超長綿・長綿の学名は、ゴシピウムバルバデンセ。シルクの風合いを持ち、高級衣料用途に使われる。)
シ―アイランドコットン-海島綿(繊維長
4〜6cm)-アメリカ東南部及び沿岸諸島、西インド諸島産出。
インドスビン綿、エジプト綿(ギザ88)、米スピーマ綿、ペルーピマ綿、スーダンバラカット綿、ジンバブエデルマック綿、新疆ウィグル146
長綿 繊維長
28.6〜35mm 50〜80番手の綿糸
スーダン綿、エジプト綿(ギザ86)
中繊維綿 繊維長 20.6〜27.8mm 20〜50番手の綿糸 (学名 ゴシピウムヒルスツム。通常「アップランド綿」と呼ばれる。 )
世界の綿の90%を占め、ほとんど の衣料用素材として使用。
一般アメリカ綿、一般旧ソ連綿、オーストラリア綿、一般中国綿、その他世界各地で生産
短繊維綿 繊維長 20.6mm以下 (学名 ゴシピウムアルボレウム。通常「デシ綿」と呼ばれる。)
機械紡績には向かず、ネル、キャンバス、ふとんわた、 脱脂綿などに使用。
インド綿 (ベンゴール・デシ、オムラなど)
、バングラデシュ、パキスタン綿(デシ)
(ちなみに、国産「河内木綿」の繊維長について記述した文献は見当たらないため、あくまで私見ですが、
歴史的にみて中国原産の「アジア綿」に属す「短繊維綿」ではないかと考えています。具体的には、
16世紀末に海外から持ち込まれた種子の栽培に成功し、慶長以後にはそれを紡ぎ、織物を作る事も盛んに行なわれました。
徳川中期にはその栽培は日本各地に広がり、中でも有名なのは、近畿地方の摂津・河内・大和・山城・和泉、東海地方では
三河・尾張・駿河・美濃です。最盛期には、これらの産地を含め14万t以上の綿花が栽培されました。)
最近では、こうした物性上の区分けではなく、地球環境に優しい、農薬の不使用のオーガニックコットンや、繊維そのものが色を持っているカラーコットン
(もしくは “カラードコットン” とも呼ばれる)にも注目が集まっています。
 同じく衣料分野で、
綿と同じように天然繊維として存在するものにラミーやリネンと言う麻
=靭皮(じんぴ)繊維があります。靭皮とは、正確に言うと、繊維の一番外側の木質層と繊維束層の間にあるアマカワの部分を指します。
イメージ的には外皮部分がそのまま繊維になった様なもので、セルロース層が余りありません。
そのため濃い色には染まりませんが、反面水が移動できるガサガサな隙間が多く、夏場に、汗を(毛管現象で)吸い、素早く外へ発散します。
セルロース層がないため濃くは染まりませんが、汚れも留まり難いので、汚れやすいキッチン用品にも向いています。
同じく衣料分野で、
綿と同じように天然繊維として存在するものにラミーやリネンと言う麻
=靭皮(じんぴ)繊維があります。靭皮とは、正確に言うと、繊維の一番外側の木質層と繊維束層の間にあるアマカワの部分を指します。
イメージ的には外皮部分がそのまま繊維になった様なもので、セルロース層が余りありません。
そのため濃い色には染まりませんが、反面水が移動できるガサガサな隙間が多く、夏場に、汗を(毛管現象で)吸い、素早く外へ発散します。
セルロース層がないため濃くは染まりませんが、汚れも留まり難いので、汚れやすいキッチン用品にも向いています。
こうした麻の染色では、先ず多量に存在する不純物をうまく取り除く事が必要です。
不純物には、アルカリで不溶になる灰分が多いため、物理的な除去も重要です。
また、生産地、種属による違いも大きいので、それを正確に知った上で最適の方法を選ぶ必要があります。
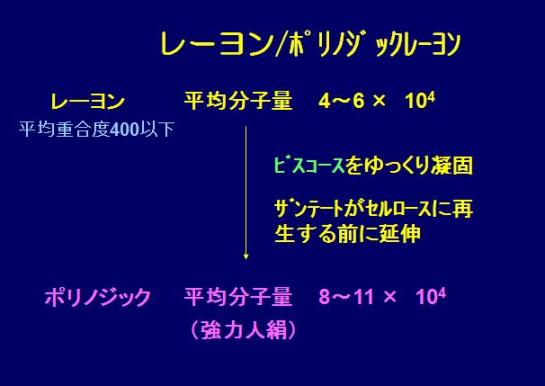
市場で、レーヨンと呼ばれている素材は、正確にはビスコースレーヨンと言います。
レーヨンは、綿と同じくセルロース繊維ですが、木材を原料とするパルプに様々な助剤を加えて一旦溶解し、
これを再びセルロースに戻す事により繊維とします。
こうした再生プロセスを経ますので、レーヨンは、再生セルロースとも呼ばれます。
The
Viscose Fiber Line
その工程を下のスライドに示します。このスライドにあるセルロースザンテートの溶解物は、粘調な液体となっています。“ビスコース”
と言う名はこの “粘調” を意味したものです。
“粘調” を意味したものです。
アルカリ性で溶解している繊維溶液を、酸の液中に射出すると中和することで元のセルロースが析出してきます。
ここで、下の様な装置で一定方向に巻き取りながらこの射出を続けるとレーヨンの糸が出来上がります。こうした、糸の作り方を湿式紡糸と言います。
この紡糸法では、中和は繊維の外側から起こっていきます。
そのため、結晶化も外側から進みます。結果的にこれらのことが、レーヨンの構造を綿とは違うものにします。
つまり、外側の結晶化へ繊維素が持って行かれる一方で、中側はスカスカの状態=極端な非結晶状態で残されます。
レーヨンが綿に比べて強度が劣るのはこうした構造上の理由が関係しています。つまり、綿に比べてセルロース鎖の密度が小さいのです。当然それらの間に働く
V der
W力や、水素結合による引力の和も綿に比べて小さくなります。そんなレーヨンを水に浸けると、そのセルロース鎖の間に水が入り込み、
繊維鎖間の水素結合力は一層削がれます。レーヨンが水に濡れた時に強度が極端に落ちるのはそのためです。
更に、それが、アルカリ下で起こると、電離作用により繊維間の距離は更に離れ強度低下は決定的なものとなります。
これを改良するために、ノズルの太さや、結晶化のスピードを工夫し分子量や結晶化度を上げた繊維が、ポリノジックレーヨンです。
この繊維は、レーヨンが別名「人絹」と呼ばれるのに対し、「強力人絹」と呼ばれます。
(余談ですが、これらのレーヨンの製造で副生物として大量の芒硝ができました。
これが、レーヨン産業が盛んだった戦後の日本で、染色加工に専売で高価な食塩ではなく、芒硝が使われた大きな理由です。
欧州では、簡単に採掘できる岩塩が安価に手に入るため染色には食塩が使われました。)
 |
 |
こうした、構造を頭に入れ、レーヨンの染色性を綿と比較してみましょう。
先ず、機械的に一定方向に引っ張りながら紡糸しますので、天然繊維の綿の様に、表面に広いミセル間隙は開いていません。
染料が通り抜けて進む細孔も綿に比べて細くなっています。しかし、一旦通り抜けるとそこには広い空間が空いています。
実際、空間=染液が存在できる容積(Internal Volume)は、綿が1kg 当たり0.22L であるのに対し、レーヨンでは倍以上の
0.45L にもなります。
つまり、レーヨンの染色は、染料の拡散を助長する高温での炊き込みが必要ですが、うまく炊き込むと二倍以上の染料が吸尽される事になります。
また、この吸尽をよりスムーズに行なうため、細孔の細さに合わせて、染料の初期ミセル(凝集)の大きさを小さくしておく事が有効です。具体的には、
塩の使用量を綿の場合に比べ少なくします。
ベンベルグ(Bemberg)は、
レーヨンの一種で、汎用的には、キュプラ ないし 銅アンモニア人絹 と呼ばれます。
(「ベンベルグ」は旭化成の商標。)
ベンベルグは、レーヨンと同じように、セルロース(ただし木材パルプではなく、綿リンター(=
通常の紡績には適さない短い綿繊維))を溶解し、湿式紡糸により糸にするのですが、溶解する溶媒に銅アンモニア溶液を使うと言う所が違っています。
また、原料として繊維長の短い綿リンターを使い再生するため、通常のレーヨンに比較してより緩い構造となり、そのInternal
Volumeは、0.6L/Kgに達します。これが、レーヨンより、更に高い吸水性を示す理由となっています。
つまり、単純に考えると、レーヨンは、綿の約二倍の水を吸収でき、ベンベルグは、更にその1.5倍の水を吸収できる訳です。
反面、湿潤強度はレーヨンより更に劣ります。染色性はレーヨンに準じます。
前述の様に “ビスコースレーヨン” では、原料に含まれるセルロース成分を利用するのですが、
その過程でセルロースの重合度を下げる “老成” 工程が通常入って来ます。その後に
“熟成” 工程と言うのもありますが、
この “熟成” 工程は、重合度を上げる訳ではなく、結晶領域を壊し、均一なビスコース溶液にするための “熟成”
です。
これらの事は、原料の違いにより、出来上がる “レーヨン” も、少しずつその物性や染色性が変わる事を意味します。
しかし、分子鎖の長さは変わってもセルロース自身の化学構造は変化しません。つまり、レーヨンでは、原料中のセルロース → 溶解
→ 再生のルートを通ってレーヨンとなる訳で、これがレーヨンが “再生繊維” と呼ばれる所以です。
また、繊維素を純粋な形で紡糸して行きますので、表面は滑らかで均一です。
また、紡糸されたレーヨンは、硫化ソーダや次亜塩素酸ソーダによる強力な精練を経て、乾燥、巻き取られます。
これら一連の工程の結果、レーヨンには高度の透明性と絹様の光沢が与えられます。(“レーヨン” と言う呼称も、Ray
(輝く)Cotton
を、縮めたものと言われています。) こうした事から、古くはレーヨンの事を「人絹(じんけん)」と呼んでいました。
実際、(湿式)紡糸で得られ巻き取られたレーヨンは、絹と同じ様に細くて長いフィラメント (filament:長繊維) の形をしています。
(ちなみに、“レーヨン” の部族には入れられていますが、
元々繊維長の短いコットンリンターを原料として使うベンベルグレーヨンの製造工程には、老成工程も熟成工程もありません。)
同じく再生セルロースに、テンセル/リヨセル
Tencel/Lyocell があります。この二つのブランドでは、当初テンセルの、英国コートルズが先行し、
リヨセルのオーストリアレンチングが追いかけるという形でした。
(その後、レンチングがテンセルの権利を買い取り、今は両繊維ともレンチングのブランドとなっています。)
 テンセルの売り文句は「環境に優しい」と言うことでした。そのため、
原料に木材パルプを使わず。一年草(eg.
ケナフ)を使い、セルロースの溶解剤としては、人体に無害な有機溶媒を使用し、紡糸工程において、
その溶媒も回収リサイクルするという点を強調していました。
(多分、特許がらみのため)元々のテンセルとリヨセルに使われる溶解溶媒は違っていましたが、統一された今は、N−メルモルフォリン−N−オキシド
(NMMO)を使用しているようです。また、原料としては、計画植林された、ユーカリの木を使っていると言います。
物性としては、ポリノジックに近い繊維です。(レーヨンに比べ、“老成” 工程を経ない、単純な “溶解” →
“再生” のため、セルロース鎖が長く、剛性が高いのではないかと思います。これは、湿潤時も強度が低下しないと言うメリットを与える半面、
フィブリル化(毛羽立ち)しやすい性質を与えています。)そこで、このフィブリル化しやすい性質を逆に活かして、染色中に、
ピーチスキン調とすることで独特の見場と風合いを与えます。
テンセルの売り文句は「環境に優しい」と言うことでした。そのため、
原料に木材パルプを使わず。一年草(eg.
ケナフ)を使い、セルロースの溶解剤としては、人体に無害な有機溶媒を使用し、紡糸工程において、
その溶媒も回収リサイクルするという点を強調していました。
(多分、特許がらみのため)元々のテンセルとリヨセルに使われる溶解溶媒は違っていましたが、統一された今は、N−メルモルフォリン−N−オキシド
(NMMO)を使用しているようです。また、原料としては、計画植林された、ユーカリの木を使っていると言います。
物性としては、ポリノジックに近い繊維です。(レーヨンに比べ、“老成” 工程を経ない、単純な “溶解” →
“再生” のため、セルロース鎖が長く、剛性が高いのではないかと思います。これは、湿潤時も強度が低下しないと言うメリットを与える半面、
フィブリル化(毛羽立ち)しやすい性質を与えています。)そこで、このフィブリル化しやすい性質を逆に活かして、染色中に、
ピーチスキン調とすることで独特の見場と風合いを与えます。
竹を原料とするレーヨンについては、原料となる竹の成長が速いため、生育度の違う事から起こる(=繊維の成熟度及び繊維長のばらつきから起こる)
染色性の違いが懸念されます。また、私が経験した限りではロット毎の白度の違いもあるようです。
このため一定の染色結果を得るためには、ロット毎の染色性の見極めが必要です。
(ロット差見極め試験例. Sirius Blue GN+Telon Red 2BL にて染色。染色処方:各染料
0.1grを計量150ccとする。各試験ロットの小片を等量ずつ投入し、室温より昇温100℃X20分染色。後、60℃まで降温し水洗乾燥。
染色後の色目の違いにより染色性の違いを判断する。)
注:竹繊維には、爆砕により、竹繊維をそのまま取り出す手法もあります。この場合には、染色加工を経ずそのまま(生成り)で使用される事も多いです。
綿に比べて、大きい Internal Volome
、セルロースとしての精製度の高さ、ノズルからの打ち出しによる真円に近い繊維の断面は、レーヨンに濃度の濃さ、色の鮮明さを与えます。
(もちろんその為には、染料を十分に拡散させレーヨン内部に入れ込む事が必要ですが。)
レーヨンを、短くカットし紡績した素材が、ステーブル・ファイバー(staple fiber:短繊維) で 、「スフ」と呼ばれていました。
(Staple fiber
の長さは、繊維産業の本家である英国の古い文献では、1.25インチから19インチとなっており大きな幅があります。
これは、絹や合成繊維における Filament=長繊維に対して、植物繊維や獣毛繊維全体を短繊維として分類したからです。
日本では、短繊維と呼べば、通例2.5cmの長さのものを指しますが、これは、平均的な綿繊維の長さからきたものです。)
<補足2>
 レーヨンと同じ様にセルロースを原料とする繊維に、
アセテートがありますが、
こちらは、セルロースの分子構造中にある水酸基を酢化し疎水性を高めたもので、
三つある水酸基すべてを酢化したものを、トリアセテート、二つだけを酢化したものをジアセテートと言います。
アセテートでは、セルロースの主鎖は使いますが分子構造そのものをいじりますので、“再生セルロース” ではなく
“半合成繊維” と呼ばれます。
また、疎水性の繊維ですので、直接染料や反応染料ではなく極性の低い分散染料で染色します。
レーヨンと同じ様にセルロースを原料とする繊維に、
アセテートがありますが、
こちらは、セルロースの分子構造中にある水酸基を酢化し疎水性を高めたもので、
三つある水酸基すべてを酢化したものを、トリアセテート、二つだけを酢化したものをジアセテートと言います。
アセテートでは、セルロースの主鎖は使いますが分子構造そのものをいじりますので、“再生セルロース” ではなく
“半合成繊維” と呼ばれます。
また、疎水性の繊維ですので、直接染料や反応染料ではなく極性の低い分散染料で染色します。
レーヨンはセルロースを原料としながら人工的な溶解状態を経て糸にします。
最近では、この紡糸工程に機能性加工剤を入れ込む事により様々な機能性繊維が作られており、その用途は、吸湿・速乾や、消臭、防菌、クールビズ、
ウォ−ムビズ用素材など多岐に渡っています。同様に、レーヨン中に分散染料に染色されるプラスチック微粒子を混合し
ポリエステルとの一浴染色を可能とした素材-クラレ “クラビス" なども提案されています。
レーヨンは、木材を原料とする事からニ酸化炭素を増やさない(=カーボンニュートラル)面からも期待されており、それを更に推進し、
「ケナフ、ジュートなどの一年草や、バンブー、コットンリンターをパルプ化して使う」 「森林資源保護のため間伐材を使う」
「生産工程を見直し ・環境に負荷を与える物質を排出しない。 ・化学物質は可能な限りリサイクルする。」
などのエコ対策が進められています。
染色の前工程
綿は自然界で成長する植物の実の中で繊維として成長し摘み取られます。採取されたばかりの原綿の表面は、蝋分のほか、ペクチン、
灰分(カルシウムやマグネシウム)、たんぱく質などで覆われています。こうした元からある不純物に加えて、織物では、織り糸を張るための糊剤が、
編物では、
編みたて用の油剤が繊維に乗ってきます。染色を行なうためには先ずこうした不純物を取り除かなくてはなりません。
そこで行なうのが “精練” です。具体的には、苛性ソーダに加えて、金属イオン封鎖剤、更に、
浸透力・洗浄力・分散力を兼ね備えた活性剤(アニオン/ノニオン)を添加して、ボイルで行います。
(レーヨンの場合には、元々精製成分で作る繊維ですので、二次的に付着した成分を除く軽精練で十分な場合がほとんどです。)
以前は、この精練をキャーと言うそれ用の装置を使って一度に大量に行うのが一般的でしたが、
ロットが小さくなった現在では、染色に使う染色機で精練を行う事が多くなっています。
下にその処方例を上げておきます。
ウインス
浴比 :20-40:1
5-10g/L 苛性ソーダ(固) + 2-4g/L 金属イオン封鎖剤 + 2g/L
アニオン/ノニオン活性剤 boil x 60-90分
パッケージ 浴比
10:1
10-20g/L 苛性ソーダ(固) + 2-4g/L 金属イオン封鎖剤 + 2g/L
ノニオン活性剤 100℃x 60-90分
浴比
10:1
4-6g/L 苛性ソーダ(固) + 2-4g/L 金属イオン封鎖剤 + 2g/L
ノニオン活性剤 130℃x 45-60分
*浴比 Liquor Ratio
染色浴と繊維の比 例えば、30Lの染液で1kgの繊維を染める場合は、30:1。
(人によっては、逆に 1:30 と言うことも多いので注意。通常、大きい数字が浴の大きさ。)
現在では、環境への対応から苛性ソーダの様な強い薬剤を使わず酵素を使用したバイオ精練も実用化されています。
近年、綿繊維に含まれる灰分(カルシウム、マグネシウム)が肥料過多により増加しています。こうした、アルカリ土類金属は、
時として染料の沈殿を引き起こしたり、繊維上で粉吹き現象を引き起こしたりします。
これら、アルカリ土類金属の特徴の一つとして、アルカリ存在下で出来る水酸化物の溶解度が極めて低いことが知られています。
このため、アルカリ条件で行う精練では、物理的に落ちる以上にはなかなか取る事が出来ません。
そこで、多量のアルカリ土類金属が含まれている場合には、それを取り込んで除去するイオン封鎖剤を使用したり、アルカリ土類金属が、
酸性条件下で水に溶ける性質を利用して酸性条件での前洗いを行ないます。
(この、酸洗い及び金属イオン封鎖剤については、「繊維用各種助剤」
の中の 「文献」
で詳しく説明していますので参考にして下さい。)
精練を経た綿繊維には、なお、ネップ(nep)
と言う黒く小さい繊維カスが付着しています。品位の良い染色物に上げるためには、このネップを取り除かなくてはなりません。
漂白は、このネップを除去する有効な手段です。同時に基質としての綿の白度を上げ、より鮮明な染色物とします。
この漂白工程は、苛性ソーダ+過酸化水素+過酸化水素安定剤 を入れた浴で、高温で炊き込みます。
処方例を下に示します。
浴比 15-20:1
5-10g/L 過酸化水素水(35%) + 2g/L
苛性ソーダ(固) + 2g/L 金属イオン封鎖剤 + 2g/L 過酸化水素安定剤 boil x 60分
(過酸化水素安定剤と金属イオン封鎖剤との相性に注意。)
現在では、精練と漂白を同時に行う一浴精練漂白も広く行われています。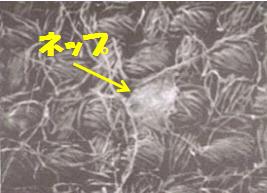
ネップの正体は、未成熟綿や死綿=Dead cotton
のかたまりです、表面の黒いカスを漂白により取り除いても、残る未成熟綿や死綿の染色性は、正常に育った綿繊維とは異なるため、
ネップが多く混入した低品位の綿素材の場合には、染料選択もその違いをカバーしやすいものにしなくてはなりません。
(各染料メーカーには、そのためのリストがありますので問い合わせて下さい。)
未成熟綿/死綿の鑑別の仕方を書いておきます。(AATCC法に準ずる)
試料 3-5gr 液量 100-200cc
染料 CI Direct Red 81 0.05gr/CI Direct
Green
26 0.1gr.
1. 試料を上の液に入れ、15分間煮沸。
2. 食塩を 0.1gr. 入れ 更に15分煮沸。
3. 更に、食塩を 0.1gr. 入れ、15分煮沸。
4. 取り出した試料を200ccの冷水で二度洗う。
5. 煮沸した湯の中で、30秒すすぎ、後、水洗、脱水して乾燥。
この試験で、未成熟綿/死綿は緑色、正常な綿は赤色に染まります。
*CI
Number(シーアイナンバー) 別名「カラーインデックスナンバー)とも言い、英国染料染色学会(The Society of Dyers
and Colourists, SDC)
が持っているカラーデーターベース。分野・色合い・番号で構成されており、例えば、「C.I Direct Red
81」は、Direct = 直接染料、
色=Red の81=81番目の登録物質を表す。(近似の構造を持つ場合には、(-)ハイフン付きで登録されることもある。)
このCI Number
を知る事により、商品間の、成分=化学構造の違いが確認できる。ただし、CI Number
が同じだからと言って、両者の濃度や色相が同じであるとは限らない。
また、SDCへの登録は義務ではなくCI Numberを公表する義務もない。このため、新規開発の染料は、この番号を持っていないことも多い。
このCI Number に対応する商品名は、SDC発行の「カラーインデックスノート」に掲載されているが、日本においては
「染色ノート(色染社)」で知ることができる。
*AATCC American Association
of Textile Chemists and Colorists 米国繊維染色協会
直接染料
綿の染色に古くから使われてきた染料は、直接染料、
インジゴ、バット染料(建染(たてぞめ)染料)ですが、近代、衣服用途には、それらの染料に比べて、より鮮明で、より
高い湿潤堅牢度を持つ反応染料が多く使われています。反応染料については、(6)章で詳しく説明します。
直接染料は、染料の中でも最も昔から使われてきた染料の一つで、染料と繊維の間の物理的な引力だけで繊維に吸着し色を与えます。
主として綿などセルロース繊維に使われます。
細いリボンを切った様な、平面的で長細い形状に、水に溶ける性質を与える親水基(アミノ基(-NH2)、水酸基(-OH)、
スルホン基(-SO3H))が幾つか付いた構造となっているのが一般的です。
草木染めやハーブ染めなども、多くはその成分中に直接染料と同じような構造を持つ天然色素を利用したものです。
 セルロースの構造は右に示す様に炭素、水素、酸素からなっています。
その中にはイオン解離する様な場所はありません。このため、直接染料を、下の様にベンゼン環や
アゾ結合(-N=N-) を平面的に細長く並べた構造に作り、それがセルロース分子に寄り添う事で、強い物理的引力(Van der
Waals
ファンデルワールス力)を持たせます。
加えて、染料に付いている親水基中の酸素や水素が、セルロースに含まれる水素や酸素と水素結合を作り染料を安定させます。
セルロースの構造は右に示す様に炭素、水素、酸素からなっています。
その中にはイオン解離する様な場所はありません。このため、直接染料を、下の様にベンゼン環や
アゾ結合(-N=N-) を平面的に細長く並べた構造に作り、それがセルロース分子に寄り添う事で、強い物理的引力(Van der
Waals
ファンデルワールス力)を持たせます。
加えて、染料に付いている親水基中の酸素や水素が、セルロースに含まれる水素や酸素と水素結合を作り染料を安定させます。
染色においてこれらの物理的引力を綜合した力を親和性(=affinity)と言います。
その代表的な例として、現在も黒染めに広く使われている Direct Black 22 の構造を下に示します。

右の図は、CI Direct Blue 1(sky Blue 6B)分子中の、アミノ基(-NH2)の窒素や水酸基(-OH)
の酸素が、
セルロース繊維中の水酸基(-OH)
と、水素結合を作る様子を、模式的に表しています。
ちなみに、綿を洗濯してそのまま乾かすとシワになってしまうのは、乾燥状態で安定しているセルロース鎖とセルロース鎖の間に水が入り込み、
それまでそこにあったセルロース鎖間の水素結合を切断してしまうことで起こります。
再び、乾燥した時には新たな位置で隣接するセルロース鎖間で水素結合をつくるためシワが固定される訳です。
 こうした特徴を持つ直接染料ですから、その構造が大きくなるほど、
堅牢に染まりますが、半面、
ムラ染めになり易くなってしまいます。
こうした特徴を持つ直接染料ですから、その構造が大きくなるほど、
堅牢に染まりますが、半面、
ムラ染めになり易くなってしまいます。
従って、直接染料の使用において染色性と堅牢度のバランスをうまくとるには、
その染料がどの様な性質を持っているのかあらかじめ知っておくことが大切です。
そのための情報の一つがSDC分類です。
これは、国際的に使われている分類で、簡単に説明すると次の通りです。
分類 A 親和性が小さくムラになり難い染料、染色に余り気を使う必要がない反面湿潤堅牢度が低い。
(濡れたら色移りしたり、洗濯で色落ちしたりしやすい。)
このため、現在このタイプが衣服用途に使われることは、ほとんどありません。
分類 B
Aに比べ親和性が大きい。このため堅牢度は高くなるが、染め難くなる。この点を克服するため、加える塩の量、加え方を調節しながら均染を図る。
分類 C 繊維に吸着する力が極めて高く。生じるムラを塩の添加で調節することも困難。温度の上げ方を工夫することで均染を図る。 − 黒など極濃色用。
一般的な染め方は下の通りです。
1.染浴調整 初浴温度 40℃ 熱湯で溶解した染料を投入、10分後、塩(中性塩:芒硝または食塩)の
1/4-1/5を投入。
そのまま、10分染色を続ける。
2.昇温 Commercial boil
(-95℃)まで徐々に温度を上げる。(1.5℃/分。)
均染が難しい染色物の場合にはこの昇温の途中に残りの塩を分割して添加する。)
3.染着 最高温度に達したら、残りの塩を加えそのまま濃度に応じて30〜60分染色を続ける。
4.染色終了 しわを防ぐため80℃まで徐冷、10分後、液を抜き、水洗を二度行う。
塩の添加例 浴比 30:1
(未シルケット、シルケット綿の場合は使用量を少なくする。)
染色% (o.w.f)
1.5%以下
1.5-4.0% 4.0%以上
塩の量 (o.w.f.)(無水芒硝または食塩)
10%(3.3g/L)
20%(6.6g/L) 30%(9.9g/L)
(黒色の場合、あるいはムラになりやすい場合は、1-2g/Lのソーダ灰(炭酸ナトリウム)を加える。)
*o.w.f (on the weight of
fiber) 染料、薬品の繊維重量に対する比率。 % で表す。
<補足>
水溶性の物質を水に溶かし、そこに中性塩(例えば、食塩=NaCl や芒硝=Na2SO4)
を加えていくと塩析という現象を起こします。それは、溶解度が低下し溶けていられなくなるからです。この現象は、通常、次のように説明されます。
水の分子と分子の間には、水素結合と言う弱い力が働いています。
水溶性物質をこの中に入れると、今度は、その物質と水の間に水素結合が生まれ、水の間に引っ張り込まれます。これが、溶解と言う現象です。
ところが、ここに、大量のNa+イオンが供給されると水分子の幾つかは、Na+イオンに引きつけられ、
水溶性物質に対する水素結合の幾つかが失われます。
例えば、砂糖の様に非常に高い溶解度を持つ物質ならば、少し位水素結合が失われてもほとんど影響はありませんが、
限られた親水基で溶解を保っている物質は、塩の増加と共に溶解度を失っていきます。つまり、少しずつ、疎水性が出てくる訳です。
更に塩が多くなると、親水性と疎水性のバランスが崩れて沈殿となって析出します。
しかし、これを、そのまま直接染料の染色に当てはめると、染色濃度が低い程多くの塩がいることとなり理屈に合いません。
直接染料は、水溶性を与えるために、元々は水に溶けない構造に、親水性を持つアミノ基-NH2 やスルホン基 -SO3H、
水酸基 -OH をつけています。これらの数が多いほど水に溶け易くなりますので、一般に大きな構造程、多くの親水基を持つ事になります。
ここに、中性塩を放り込むと、発生するNa+が
、スルホン基や水酸基と弱く結びつきます。その結果染料の疎水性が増し、水-染料間の相互作用より、染料-染料間の相互作用の方が大きくなります。
これが、染料が集まって(=凝集)ミセルを作る理由です。こうして、大きい集合体になると、当然ながら、繊維への V der
W力が加速度的に増加します。また、その集合体の外側には、多くの親水基を持ちますので、繊維との水素結合力も大きくなります。
こうして、繊維に対しての親和性が著しく上がる訳です。
ここで、間違ってはならないのがアルカリ(例えば、ソーダ灰や苛性ソーダ)の作用です。これらも、Na+
を出しますが、アルカリの特性として、染料ミセル中の染料のマイナス電荷を高め相互に反撥させます。この結果、染料の凝集が解かれます。
(アルカリを溶解剤として使うのもこうした理由です。当然ながら、アルカリ度(pH)
の高いアルカリ程、凝集させる働きより、溶解させる働きが大きくなります。)
染液の浸透が悪い時は、それを助長するため、0.2〜1.0g/L のノニオンまたはアニオン活性剤を添加します。
(ジアルキルスルホこはく酸塩、アルキルベンゼンスルホン酸塩、アルキル硫酸エステル塩、POEアルキルフェニルエーテル硫酸エステル塩、
POEアルキルフェニルエーテル等)。
また、生地がごわごわで、濡れた時にしわが強くつきムラになる場合には、浴中柔軟剤を使用します。
湿潤堅牢度が要求される場合には、染色後、カチオンフィックス剤で処理を行います(大体、2-4% o.w.f
で、40℃X10-20分程度の処理)。これは、染料(=アニオン)とイオン結合するカチオン物質を合わせる事により、構造を大きくし、
親和性を高める処理です。ただし、この処理により染料の電子状態が変わるため糸がくすんだり、
日光堅牢度が大きく低下したりする事がありますので注意が必要です。
「後処理型直接染料」とは、染色後、銅イオンを含んだ金属塩(例.硫酸銅)で処理することにより、
大きな錯塩構造にし親和性を大きく高めることが出来る染料を指しています。
非常に強力な処理ですが、染色物の色を著しく変えてしまうため、黒色や、紺色用の染料に限られます。
(注. 金属塩が染色機に付着すると、他の染色物の色も変えてしまうので、この処理をする場合はそれ専用の染色機を使うことが望ましい。
先の、カチオンフィックス処理においても、染色機にそのままの状態で残っていると、
続く染色で染料と結び付き、タールやスペックとなって生地に付着するので、よく洗って除去しておかなくてはなりません。
フィックス剤の除去が十分できない場合には、アニオン分散剤等を投入し、カチオン性を消す対策が有効です。)
直接染料での製品企画の場合には、水堅牢度や、洗濯堅牢度など、湿潤堅牢度のチェックが必須です。
日光堅牢度、塩素堅牢度については、染料個々の性質による所が大きく、要求される規格に応じた染料選択を行わなければなりません。
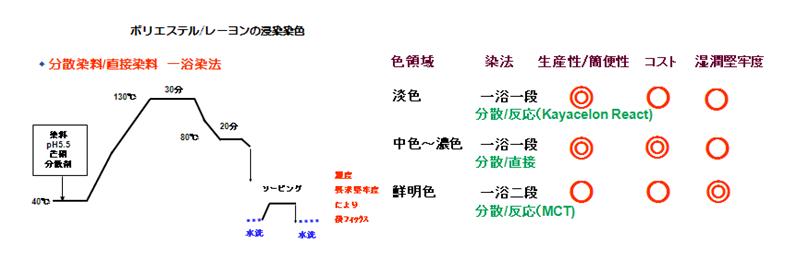 直接染料と分散染料を組み合わせて、
ポリエステル/レーヨンを一浴一段で染める染法は効率が良く経済性が高いため広く使われています。
(左にそうした使い分けの例を示します。)ただし、分散染料の分解が起こりやすい弱アルカリ性で染めなければいけない染料(例. CI Direct
Black 22
(=Direct Black B))などもありますので注意して下さい。それらの染料を使用する場合にはアルカリに強い分散染料と合わせます。
直接染料と分散染料を組み合わせて、
ポリエステル/レーヨンを一浴一段で染める染法は効率が良く経済性が高いため広く使われています。
(左にそうした使い分けの例を示します。)ただし、分散染料の分解が起こりやすい弱アルカリ性で染めなければいけない染料(例. CI Direct
Black 22
(=Direct Black B))などもありますので注意して下さい。それらの染料を使用する場合にはアルカリに強い分散染料と合わせます。
直接染料は染色分野で使われる以上に、紙の着色にも広く使われていますが、その多くは液状で流通しています。
<頭の体操>
Google で “直接染料”
をキーワードに検索すると、上位に表示されるHPで、
下の 青字 と 緑字 で書かれた文章 (1)、(2)、(3) を見付けました。
染色技術者として、次の染色大原則を頭に、これに対しどう答えるか考えてみて下さい。
染色を工業的に成立させるために両立しなければならない二つの大原則。
大原則 1.
染料と繊維の間に、化学的な結合が生じない場合には、最大の吸尽率を得るべく染色条件を定める。
大原則 2.
使用する染料、染める生地、使用する機械に応じて、均染が得られる最短時間で染色を行なう。
(1).
「通常、芒硝(硫酸ナトリウム)
を加え染まり着きを良くします(と、どの説明を読んでも書いてあります)。
なぜ加えるか理由を記載しているホームページや本が少ないのですが。
"繊維に対する親和性を高める"
と記載してあるところはあったのですがちょっと説明不足でよくわかりません。
思うに、1価の中性塩を多量に加えるところから、排除体積効果により染料分子を集めやすくしたり、
繊維へと追いやっているんじゃないだろうか(あくまで私個人
の推測)。現に芒硝を加えすぎると染料は沈殿してしまう(塊を作ってしまう)。
また、セルロース表面は水溶液中ではマイナスに帯電しているため、中性塩はそれを弱めたりするのもあるのでしょう。」
(答え)
直接染料に使用する芒硝は次の二つの役割を果たします。
1. 染料を凝集させる事により大きなミセルを作り V der W 力と水素結合を増す。(そのメカニズムは、私が上に書いた通りです。)
2. 芒硝が水に溶ける事により発生したNa+は、構造の大きい染料よりより早く繊維に吸着し、時間の経過と共に、
より親和性の大きい染料と置き換わる。(つまり、繊維親和型緩染剤として働きます。)
これは、前のHPに書いてある通りです。
しかし、(1)について考えると、染料によっては、芒硝を入れ過ぎると(沈殿しないまでも)ミセル化が進み過ぎ、染料個々がそれを離れ、
繊維内部へ入り拡散するのに障害となってしまいます。
ここで、現在繊維に使われる直接染料には、構造の大きさから「塩調節性直接染料」
と「温度調節性直接染料」
がある事を思い出して下さい。この両者で芒硝のもたらす効果は次の様に変わってきます。
塩調節性直接染料 -
この性質を持つ染料は、相対的に直接性(上の文章の V der W力と水素結合の和)が小さいため、芒硝も十分量使用しなくてはなりません。(2)
の芒硝による緩染効果は期待出来ます。芒硝の分割添加も均染向上効果をもたらします。
温度調節性直接染料 -
この性質の染料は、染料自身の直接性が大きく、芒硝の大量使用は却って問題をもたらし、例えば、細孔が綿より細いレーヨンでは、濃度が落ちてしまいます。
芒硝
による緩染効果はほとんどありません。芒硝の分割添加は必須ですが、それだけで均染を得る事は出来ません。
使用芒硝の目安は、塩調節性直接染料の半量です。
(2)
「一般的に染料分子は、
水のブラウン運動と共に繊維に入ったり出たりを繰り返しているわけで、
温度が高いほうがその速度も速くなります。言い換えると温度が高いほど早く染められ、低いと時間がかかる。
平衡染着量(ちょうど染まった状態と思ってください)は生地
の種類や染料によって異なり、
セルロースの結晶領域(つまった部分と思えばいいかな)が大
きい
ものほど高温で染めます(綿は高温、非結晶領域の大きいレーヨンは低温)。
染料分子は入ったり出たりしてるため、温度を上げれば染まるというものではなく、理論的には濃く染めるためには低い温度ほどよく染まるはず(高温だと、せっかく繊維に入った染料がまた出て行ってしまうから)。
低温だと時間めちゃくちゃかかるだろうけど。」
(答え)
上の作成者は、“染料が入る空間=非結晶領域の大きさ” には触れていますが、そこに至る “細孔”
については、ほとんど考えていない様です。それは、“トンネル”
の様なもので、細ければ細い程多くの染料が通るのに時間がかかってしまいます。いわば、この通過をいかに早く確実に行なうのかが “染色”
の真髄なのです。確かに、トンネルを通り抜けたところにある空間は、レーヨンは綿の倍もあります。しかし、そこへ至る “トンネル”
はレーヨンの方が細いのです。(その理由が、レーヨンの製造工程から来ている事は既に前項で説明しました。)
“平衡染着量” を、単に染料と繊維の間の親和性の結果と考えれば、
確かに低い温度の方が有利な様に思えます。しかし、その前に、先ず “染着” させなければなりません。(“離婚” するには先ず “結婚”
させなければならず “離婚率=平衡染着量” を問うのはその後です。)
それでは、上の染色大原則 1. 2. を頭において、
“染色工業”
としては「塩調節性直接染料」
と「温度調節性直接染料」 のそれぞれに、
どうした染法を採るべきか考えてみましょう。
塩調節性直接染料 この染料は直接性が小さい故に、“トンネル”
も比較的簡単簡単に通り抜ける事が出来ます。しかし、それを出来るだけ短時間で行なうには、やはり高温による炊き込みが有利です。
反面、高温にする事で平衡染着量は下がってきます。(その理由は、上の作成者が言っている通りです。)
これを補うためには、十分な量の芒硝を加える必要があります。一方、均染という面から言えば、直接性が小さい方が有利な事に違いは有りません。
このバランスの上に、使用する芒硝の量が決まってきます。
温度調節性直接染料 この染料は親和性が大きく、
均染を得るには高温での炊き込みが不可欠です。
細い “トンネル” しかないレーヨンでは、大きく強固なミセルを作る事は却って良くありません。
(トンネルの前で大勢の人が折り重なれば、結局誰も入って行けません。)均染の面から言えば、一旦染着させると、更に動かす事は難しくなるので、
その段階までに時間をかけ、十分に攪拌しながら生地全体に染料を配分してやる必要があります。
つまり、昇温に時間をかけつつ、最小限の芒硝を分割して加え、高温で炊き込みむ訳です。
(ちなみに、上のポリエステル/レーヨンの染色では、130℃のポリエステルを染色する条件で、直接染料を十分に均染する事が出来ますので、
芒硝の分割添加は必要ありません。130℃での炊き込みの後、80℃に温度を下げ20分置くのは、
高温で吐き出されている染料を二次吸尽させレーヨン側の濃度を上げてやる為です。レーヨンは、高温で湿潤状態にあれば強度が低下しますが、
ポリエステルがその低下を補ってくれます。ただし、染料がそうした高温に耐えるかは予め知っておかなければなりません。
ちなみに、この時使う中性塩は、芒硝である事が必要です。食塩は、染色械の腐食を招く為使ってはいけません。)
(3)
「乾燥すると、繊維の中の染料が閉じ込められ、
染色された状態となります。再び水に戻すと、水に溶けやすい染料は溶けだしてしまう。
インクジェットのプリントに水を垂らすと滲むように。
(インクジェットプリンターの染料インクは直接染料。紙はセルロースだからね)」
(答え)
染料を好ましい位置まで届け染着させる為には、それ相応のエネルギーと時間を要します。紙を染めるのに使う直接染料と比較すると、
繊維製品に使われる直接染料は、セルロースに対して随分と大きい親和性を持っています。そうして一旦染着した染料を、
繊維中から再び溶け出させるためには、少なくとも 染着座席から引き剥がすエネルギー+“染色”(トンネルを通るのに使う)
エネルギー以上のエネルギーをかけなくてはなりません。それが、直接染料と言えどもそこそこの堅牢度がある理由です。
(私は経験がありませんので本当のところは分かりませんが) “離婚” に要するエネルギーはそれなりに大きい様です。
インクジェットプリンターで紙を着色している直接染料は、“染着” している訳ではなく、そこに “単に在る”
状態です。つまり、 “水溶性のインク”
から、“水” が蒸発しそこに “付着” しているだけなのです。
従って、再び水がかかれば、すぐ溶け出します。 この様に表面に乗っているだけの染料と、正規の段階を経てセルロースに
“染着” した直接染料を同じ土俵に乗せ論じる意味はありません。
(こう考えれば、単に紙にプリントするだけなら、反応染料でも、あるいは酸性染料でも構わない訳です。
ただし、その価格と与える濃度、加えて、万が一水に濡れた場合の(洋服や周りへの)汚染性も考えて選ばなければなりません。)
“おまけ” として、反応染料の染色大原則を書いておきます。
先ず、上の二つの大原則が少し変わってきます。
大原則 1.
染料と繊維の間に、化学的(=共有結合を作る反応)を生じる前に、最大の吸尽率を得るべく染色条件を定める。
- この事が、染料と水の間で起こる加水分解を最小に抑える。
大原則 2. 使用する染料、染める生地、使用する機械に応じて、
繊維と染料の間の反応が終結する最短時間で染色を行なう。- 反応活性のある反応染料がまだ染浴にある内に、
染色を終了するのは無駄な事である。同様に、不均染に反応が起こっているのに染色を継続するのも無駄な事である。
そこで、“繊維との反応” を主眼に、更に二つの原則が加わります。
大原則 3. 使用する染料、染める生地、使用する機械に応じて、
十分な均染が得られる様、染め足(染料の吸尽と反応の速度)
を十分に考慮した染色条件を定める。
大原則 4. 染色終了後は、出来るだけ高温で未固着染料を除去する洗浄条件を定める。
(ただし、その前に “置換型反応染料” では塩濃度を落とす、“付加型反応染料” ではアルカリを中和する工程が必要。(6. 反応染料 参照))
染料構造が直接染料に比べ随分と小さい反応染料における塩の役割は、次の二つです。
1. 芒硝を水に溶かす事により、Na+を多量に発生させ、繊維表面のアニオン性を中和し、
同じくアニオン性に溶解した反応染料の繊維表面への吸着を可能にする。
(これは、特に “置換型反応染料” には必須のポイントです。)
2, 染料を凝集させる事により大きなミセルを作り V der W 力と水素結合を増す。(これも、“置換型反応染料”
には繊維への吸着を促す大きなポイントですが、同じ反応染料でも “付加型反応染料”
では、アルカリの添加が親和性を上げるのにより大きな効果をもたらします。)
反応性染料についてもっと詳しく知りたい方は、6. 反応染料 を見て下さい。
さて、私からの解答は上の通りですが、皆さんの考えた答えも同じでしたか? あるいは、もっと良い答えだったかもしれませんね。
いずれにせよ、機会をとらえて染色メカニズムに対して色々考えてみるのは良い事です。今後もそうした習慣を付けておれば、
日常の疑問も自分の力で解決して行く力になると思います。
ちなみに、この方のサイトには、
「煮沸して溶かした(直接)染料は、
すぐには使用せず一晩おいたものの方が理想的。濃度のばらつきが少ないようです。」と書いてありますが、
これは全くの間違いです。出来るだけボイルに近い状態で完全に溶解した染料を、“ふるい” を通して被染布に直接かからない様、
溶解槽や間仕切りを経て添加してやるというのが正解です。投入時に液温が高くてムラ付きするのが心配な様ですが、溶解に使う熱湯の量は、
染浴全体の量と比べると十分に小さく、大容量の水に溶解状態を保ちながら(適度の温度となり)染色機全体へと供給されて行きます。
(もちろん完全に溶解した事が確認でき、フィルター設備が十分なら、溶解槽でボイル溶解しても構いません。)
折角煮沸溶解したものを冷ましてはなんにもなりません。
同様に、セルロースには、直接染料に対する染着座席は無い。
とも書いてありますが、直接染料が、水素結合とV der W 力でセルロース繊維に
“染着” するところから、セルロース繊維の染着座席は、(非結晶領域の)水酸基がそれに当たります。
より詳しく書くと、セルロースの -OH 基をプロトン供与体、染料の -NH2 基の窒素、-OH
基の酸素をプロトン受容体とする P型の水素結合が染着の主となる力です。ただし、この
P型水素結合の他に、染料のπ電子共役系をプロトン受容体とするπ型水素結合も存在する事
が分かっています。P型水素結合の結合エネルギー 3〜7kal/molに比べると、π型水素結合の結合エネルギーは
2〜4kcal/molと小さいのですが、
多くの共役体(分かりやすく言うとベンゼン核)を持つ直接染料では、同時に多数の結合が生まれる事により大きな力となります。
つまり互いの立体構造とセルロースに付いている水酸基の位置から、染料がより安定して留まれる場所が染着座席となります。
(これを例えれば、ベンチが沢山並んだ心地よい公園の様なものです。ベンチを捨て、わざわざ雑踏に引き返す事はありません。)
思うに、このHPの作成者は、“物理” について多少の知識はあるものの、“染色” については余り知識をお持ちでない様です。
理由は分かりませんが、そうした方が、もっともらしいタイトルをつけて検索順位を上げ、それを訪問された方々に、
間違った知識を植え付ける所に、ネット社会の怖さがあると思います。