染料と染色に関する総合技術サイト
6. 反応染料
綿用の反応染料は、
英国の化学会社 ICI (アイ・シー・アイ)により1953年に開発されました。
それまでも、羊毛用の反応染料はあったのですが、綿への応用には数々の難しさがあり、なかなか実用に至りませんでした。
この章では、反応染料を綿に染めるために踏まねばならないステップと、現在、
反応染料の中に大きく三つのグル−プがありそれぞれにどの様な染色性を示すかを説明して行きます。
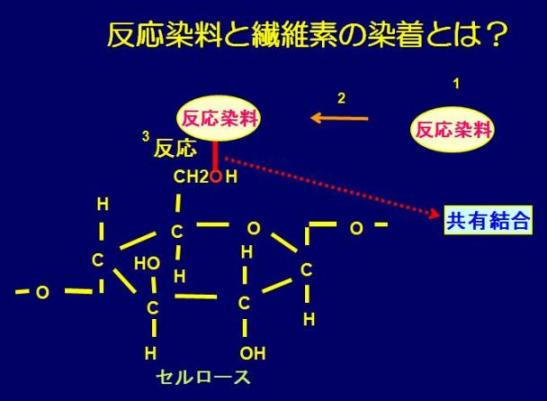
反応染料の染着機構
 前章で、染色において、
染料が繊維束の隙間(ミセル間隙)から繊維の内部の繊維の並びが幾分疎になっている所(=非結晶領域)へ入り込んで染着する事を説明しました。
ただし、直接染料の場合には、その染着は、V der W 力や水素結合による物理的な力だけで成り立っています。
また、バット染料やインジゴにしても酸化後の再結晶で大きな構造となり繊維の外に出難くなっているだけで、
繊維と化学的に結びついている訳ではありません。ですから、それらの物理的な力以上の力が働くと再び繊維の外に出て来てしまいます。
前章で、染色において、
染料が繊維束の隙間(ミセル間隙)から繊維の内部の繊維の並びが幾分疎になっている所(=非結晶領域)へ入り込んで染着する事を説明しました。
ただし、直接染料の場合には、その染着は、V der W 力や水素結合による物理的な力だけで成り立っています。
また、バット染料やインジゴにしても酸化後の再結晶で大きな構造となり繊維の外に出難くなっているだけで、
繊維と化学的に結びついている訳ではありません。ですから、それらの物理的な力以上の力が働くと再び繊維の外に出て来てしまいます。
 |
 |
さて、ここからいよいよ反応染料の話です。直接染料
やバット染料と違い、反応染料の最大の特徴は、綿と反応する
(=ただ乗っているだけではなく繊維の一部となる)ところにあります。つまり、染料はもはや繊維から離れて出てくることが無くなったのです。
ICI では、この染料に小熊座の一等星である Procyon(プロキオン)から名をとり。Procion(プロシオン)と名付けました。
しかし、そこに至る道程は決してたやすいものではありませんでした。
実は、それまでにも羊毛用の反応染料はあったのですが、それを綿に適用しても、全く吸尽されないため、繊維素と反応させることはできませんでした。
反応させるためには、まず、その染料を反応できる位置(=染着座席)まで導いてやることが必要なのです。
 |
 |
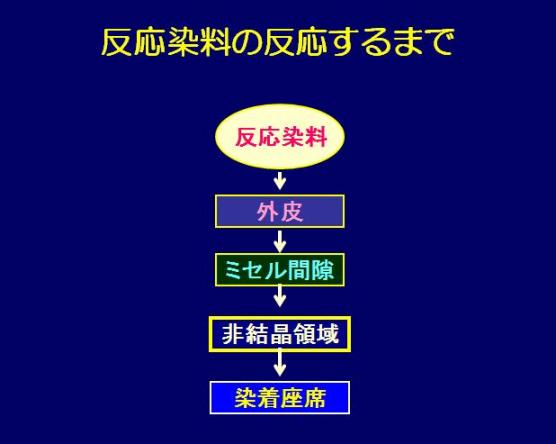
しかし、そこに至るまでには、数々の難関が横たわっ
ています。先ず、綿繊維を覆う外皮を通り抜け、繊維束側面のミセル間隙を通り、
非結晶領域に入り込んでやっと染着座席にたどり着けるのです。
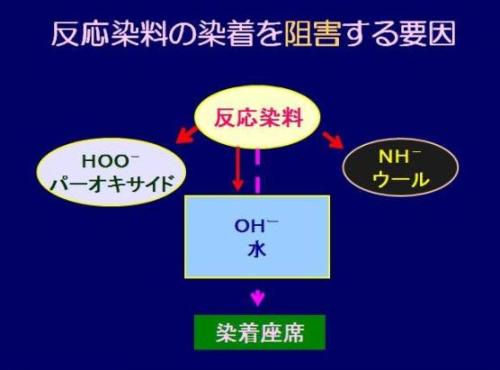
例えば、そこに至るまでにウールや漂白工程で残留したパーオキサイド(過酸化水素)があれば先にそれらと反応してしまいます。
そうは言っても、人為的に入れなければ、ウールが染色浴に存在する事はありませんし、
過酸化水素も、それによる漂白処理の後、洗浄や酵素で除去しておけば問題はありません。
しかし、最大の難問は、水と反応してしまうことです。染色を水系で行なう限り、これは、避け得ない問題です。
 |
 |
さて、ここで話を先に進めていくために、立ち塞がる
問題をもう少し細かく検討して行きましょう。
反応染料が染着座席に至るまで幾つかの関門があることは、上の通りですが、第一の関門である疎水性の外皮は、精練で除去する事が出来ます。
次に繊維束に取り付いた染料が繊維の中に入って行く訳ですが、結晶領域のセルロースの隙間は、最大でも0.4ナノメーターしかありません。
染料は少なくともナノ単位の大きさがありますので、その隙間に入れ込んで行くことは不可能です。
一方、繊維の並びが少しばらけている非結晶領域には、2〜10ナノメーターの隙間が開いています。ここなら、染料も入れられそうです。
ただし、その大きさは制限されます。このことから、長さ 1〜3ナノ、幅 0.5〜1.0ナノ、
厚さ0.3ナノと言う大きさの範囲で反応染料は設計されています。この大きさは、直接染料に比べると5分の1程度です。
当然、繊維に対する直接性はその分小さくなってしまいます。
 |
 |
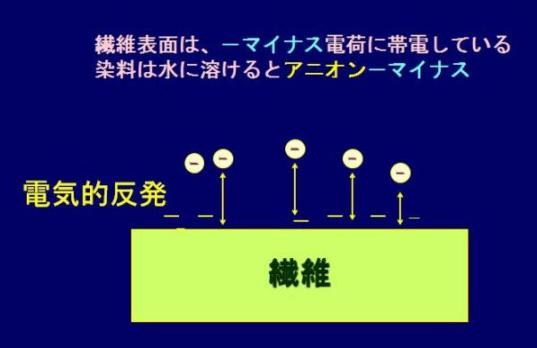
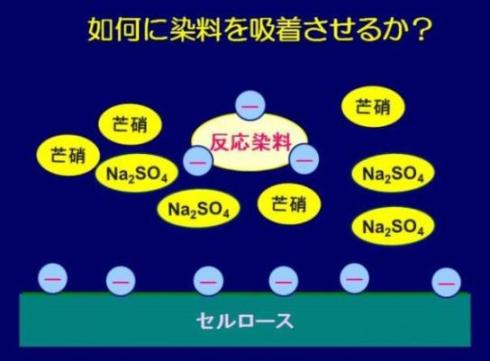
水に濡れている時点で、繊維表面は−マイナスに帯電
しています。染料も水に溶けている時は、−マイナスの状態です。当然、電気的な反撥が起こります。
それでも、直接性が大きければ、V der W 力で、何とか繊維に近づくことができます。
反応染料が、セルロース繊維と反応するためには、繊維の中に入り込んで行かなくてはなりません。しかし、電気的反発があり、
直接性も足りない状況では如何ともなりません。
 |
 |
それでは、染料を繊維に近づけるためには、どうすれ
ば良いでしょう。ここで、芒硝(ぼうしょう)=NaSO4や食塩=NaCl
などの中性塩の登場です。
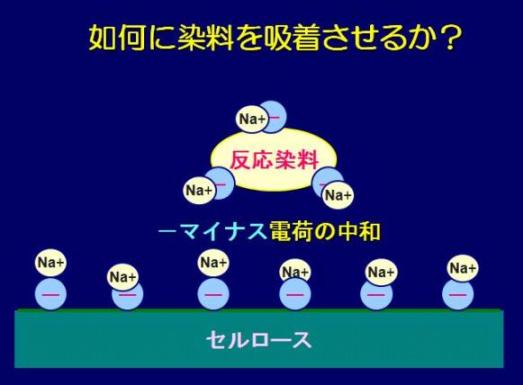
染浴に、こうした中性塩を放り込むと、それが水に溶解することで、多量のナトリウムイオンが放出されます。
このNa+イオンが、染料上のアニオンだけではなく、繊維上のアニオンを中和して行きます。
 |
 |
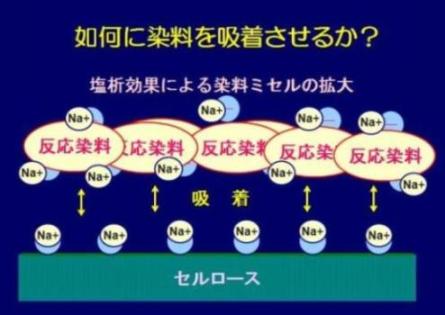
こうした一方で、中性塩は塩析効果により、染料に大
きなミセルを作らせます。これで、染料-繊維間の電気的反発を消し、
染料に十分な親和性を持たせることを同時に成し遂げる訳です。この結果、反応染料は、セルロース繊維に吸着することができ、あとは、
そのミセルから旅立った個々の染料が、染着座席を求め非結晶領域を拡散・泳動して行きます。
 |
 |
そして、無事染着座席を見つけ反応するという運びに
なります。この反応は、化学反応ですので、その条件を与える、温度やアルカリが必要となります。
<追記>
反応染料は、直接染料に比べて何故塩を大量に使うのかよく聞かれます
が、これがその理由です。また、反応染料の中には、塩の量が、
少なくてすむ事を謳った染料(例. Novacron LS )もありますが、そうした染料は、構造をギリギリまで大きくし、なお且つ、
塩添加に対して凝集し易い様に、極性度も過敏に設計してありますので、染色に当たっては、温度を上げ十分な均染を図ると共に、
染色後の洗浄は確実に行なって下さい。湿潤堅牢度の保証のためには、FIX も行なっておいた方がよいと思います。
ここまでの、プロセスを要約し、それぞれのキーワードで表わすと、下の右図になります。
 |
 |
さて、ここまでの説明で、反応染料の吸収から反応に
至るイメージが何となくつかめたのではないでしょうか。
それでは、吸尽された染料が水ではなくセルロースと反応する事実をはっきりした数字で確かめてみましょう。
シュミレーション ケース 1. 染色物:綿 重量
1kg、染色浴 30L (つまり浴比 1:30です。)、吸尽率 50%
綿には、1kg当たり、0.22L
の空きスペース(染料が入れる非結晶領域)があります。このケース 1. では、液中にある染料と綿の中にある染料の分配率は、50%吸尽ですから
50:50 です。これらの数字を入れ込んで、液中にある染料と、綿の中にある染料の濃度の比率を計算すると、30/50:0.22/50
=136.36363・・・
つまり、繊維の中の染料の濃度は、染液の中の濃度に比べると、
約136倍に達している事になります。 ここにソーダ灰が入ると、pH
の上昇に従って、水のイオン解離が進むのと同時に、綿の反応基となる水酸基 -OH
のイオン化も進みます。この反応のための繊維の-OH基と、染色液の中の染料を加水分解させる水の-OH基のイオン比率は、反応染料の反応条件=pH11
で、28です。(右表参照) この二つの数字を掛け合わせると、136 X 28 = 3,808
となります。つまり、繊維の中にある反応染料は、染液中の反応染料が水と反応する、3,808倍の確率で繊維素と反応する事になります。
ここにソーダ灰が入ると、pH
の上昇に従って、水のイオン解離が進むのと同時に、綿の反応基となる水酸基 -OH
のイオン化も進みます。この反応のための繊維の-OH基と、染色液の中の染料を加水分解させる水の-OH基のイオン比率は、反応染料の反応条件=pH11
で、28です。(右表参照) この二つの数字を掛け合わせると、136 X 28 = 3,808
となります。つまり、繊維の中にある反応染料は、染液中の反応染料が水と反応する、3,808倍の確率で繊維素と反応する事になります。
次に、シュミレーションの条件を少し変えてます。
シュミレーション ケース 2.
染色物:綿 重量 1kg、染色浴 30L、吸尽率 90%
吸尽率が変わりましたので、染色液の中にある染料と、繊維中にある染料の分配率が10:90 に変わりました。
新たに、この数字を使って、繊維の中の染料濃度と、染液中の染料の濃度比を
計算すると、30/10:0.22/90 =
1227.2727・・・となります。
反応時のpH
は、変わりませんので、このシュミレーションでの、染料と繊維素との反応確率は、水との反応確率に比べて、1227 X 28 = 34,367
倍に達します。
つまり、34,368個の染料があれば、1個の染料が水と反応する間に、
34,367個の染料が繊維と反応するのです。この確率は、吸尽率
50%の場合の10倍近い大きさになっています。
これらの数字を見ると、反応染料が繊維と何故反応するのか、時間をかけてでも、
少しでも多くの染料を吸尽させる事が何故必要なのか良く理解できると思います。
ちなみに、反応基を一つ増やす毎に、その反応基を付ける場所に応じて、10〜15%
反応確率が上がると言われています。(単純に倍となることはありません。)
<補足>
上のシュミレーションでは浴比を変える事は行ないませんでしたが、浴比が小さくなると単純計算では、反応確率は下がります。
ただし、現実にはそうはなりません。それは吸尽率が上がるからです。例えば、1kg
の繊維を、10gr.の染料を使って染める場合、これらを大きなプールに放り込むのと、小さなバケツで染めるのとでは、
どちらが濃く染まるかは誰にでも分かると思います。違ってくるのは、繊維と染料が出会う確率です。
つまり、大きなプールでは、いくら撹拌しても繊維に出会う事がない染料が沢山出てきます。
こうした染料が繊維に吸尽される事はありません。また、たまたま拡散して繊維から出てきた染料が、再び繊維に戻る確率も下がります。
つまり、平衡条件が変わって来るのです。従って、染色において浴比を正しく管理する事は、非常に重要です。
例えば、思っているより実際の浴比が大きかったら、塩は思っている(小さい)浴比に対して計算して入れますので、
その濃度は、あるべき姿より低くなってしまいます。これによって、更に染料の吸尽が下がります。アルカリも同じです。
アルカリ不足で、反応に支障が出るかもしれません。
こうした事が起こらないように正確に浴比を管理する必要があるのですが、よくウインスなどについている液量計でそれを行なうのは不可能です。
何故なら、カラの時に、液量を計って投入し目盛りをつけても、そこに生地を入れると、生地の体積の分目盛りから外れてきます。
加えて、水面から外に出ている生地に吸われた染液はカウント出来ません。生地によっては含む水分の量も大きく変わってきます。
だからと言って、最初に入れる液量をきちんと計っておいても、精練や漂白を終わった生地にどれだけの水が残っているかは分かりません。
そこに、流量計で正確に計った水量を足しても、最終的にどれだけの液量になっているかは分からないのです。
ここで、浴比の管理を確実にする方法をお教えします。それは、塩を入れた後の液の比重を計る方法です。
具体的には、1.0 から 1,1 までの目盛りがある比重計を用意しておき塩溶解後の液を汲んできて、200ml
のプラスチックメスシリンダーに入れ、その中に、温度計と比重計を入れます。(温度計を入れておくのは、温度により比重が変わるからです。)
この時、液に色が付いていようがなかろうが、一定の塩の濃度は一定の比重を与えます。
従って、読みとった比重が、あるべき比重より小さければ、液量が思っているより多い=浴比が大きい事になります。
反対に、比重が想定より大きければ、液量が少ない事を意味しています。そこで、読みとった値で実際の液量を計算し、前者では、必要な芒硝を追加し、
後者では、同じく計算により求めた水を追加します。(このためには、あらかじめ、塩濃度、温度、比重の関係を表わすグラフが必要です。
自分で作る事も出来ますが、染料メーカーやディラーにはあると思いますので問い合わせて下さい。
ちなみに、塩濃度チェックの自動化は、音叉型振動式粘度計を使うことで可能になります。)
 捺染や、連続染法でも基本は同じですが、
染料の吸着、移行、拡散のために採る手段や、薬剤、温度、時間が変わって来ます。
まず、染料の吸着に対しては、物理的に押し込むと言う方法を採っています。つまり染料を含む液や、糊を大きな圧力で、繊維の中に直接押し込む訳です。
次に必要なのは、染着座席への泳動ですが、水またはそれに代わる溶媒を与えこれを成し遂げます。
それが、熱で溶ける尿素や、水を吸って膨潤する糊剤や、蒸気として与えられ、繊維上で凝集する水分です。
吸着のための時間が無い分、時間的に短くなりますし、更には、
二次吸尽への時間も関係ないので工程的には、浸染に比べ染着への時間は短くなります。
(二次吸尽については、この先、染料の挙動の所で説明します。)
捺染や、連続染法でも基本は同じですが、
染料の吸着、移行、拡散のために採る手段や、薬剤、温度、時間が変わって来ます。
まず、染料の吸着に対しては、物理的に押し込むと言う方法を採っています。つまり染料を含む液や、糊を大きな圧力で、繊維の中に直接押し込む訳です。
次に必要なのは、染着座席への泳動ですが、水またはそれに代わる溶媒を与えこれを成し遂げます。
それが、熱で溶ける尿素や、水を吸って膨潤する糊剤や、蒸気として与えられ、繊維上で凝集する水分です。
吸着のための時間が無い分、時間的に短くなりますし、更には、
二次吸尽への時間も関係ないので工程的には、浸染に比べ染着への時間は短くなります。
(二次吸尽については、この先、染料の挙動の所で説明します。)
綿のマーセル化とシルケット処理
 綿の繊維を高濃度のアルカリで処理すると、激しく膨潤します。
これは、繊維束のひとつ一つが膨潤するからです。(綿のこうした挙動を見つけたのが、
John Merce
(英国)であった所から、綿に対する高濃度アルカリ処理は、Mercerization(マーセル化)と呼ばれています。)
綿の繊維を高濃度のアルカリで処理すると、激しく膨潤します。
これは、繊維束のひとつ一つが膨潤するからです。(綿のこうした挙動を見つけたのが、
John Merce
(英国)であった所から、綿に対する高濃度アルカリ処理は、Mercerization(マーセル化)と呼ばれています。)
膨潤がなぜ起こるのか?その理由は簡単です。既に説明しましたが、セルロース繊維は濡れた状態でアニオンつまりマイナスに帯電しています。
この浴がアルカリ性になると帯電電荷が一層強くなります。この結果、互いに近接していたセルロース鎖同士が反撥し距離が離れて行く訳です。
この膨潤作用で、綿の繊維には、今までと違う性質が出てきます。先ず、全体が膨れてシリンダー状となることで、強度が増します。
(へしゃげた鉄管より、丸くシリンダー状になっている鉄管の方が強いのと同じです。)
更に、光の反射に法則性が出るため、絹の様な光沢が出てきます。
実際の工程においては、繊維に大きな収縮が伴いますので、被加工物を一定方向に引っ張りながら アルカリ浸漬 → 絞り → エアリング → 洗浄 →
中和 →
洗浄と進みます。この一定方向に引っ張る作業で、被加工物全体の光沢方向が一定となります。その結果、布全体が絹織物の様に輝きます。
そこで、この加工をシルケット加工と呼ぶ様になりました。
(その意味で、単なるマーセル化とシルケット加工は本来違うものですが、現在では混同し使われています。)
マーセル化は、綿の染色性にも大きなメリットを与えます。つまり、繊維素間の距離が離れ固定される事で、非結晶領域が増え →
染料が侵入・染着できる間隙が増えるのです。
通常、マーセル化がうまく行けば、最低30%染料吸尽量が増します。その一方で、風合いが硬くなる欠点があります。
工程における中和に経済性から硫酸を使っている場合には、後洗いの不足により、生地の脆化を招かない様十分に洗浄しなくてはなりません。
 左の図が、
織物用連続シルケット機で、
右がアルカリ浸漬後の生地を引っ張るためのクリップテンター部です。(通常の生地移動に使われる “ピンテンター”
では、過大な張力がかかるシルケットでは、被加工布の“耳”
が敗れてしまいます。それを避ける為に、“クリップ” 状のホルダーを持つ “クリップテンター” が使われます。)
左の図が、
織物用連続シルケット機で、
右がアルカリ浸漬後の生地を引っ張るためのクリップテンター部です。(通常の生地移動に使われる “ピンテンター”
では、過大な張力がかかるシルケットでは、被加工布の“耳”
が敗れてしまいます。それを避ける為に、“クリップ” 状のホルダーを持つ “クリップテンター” が使われます。)
Mercerizing
Machine
 近年、アルカリとして苛性ソーダよりアルカリ度の低い液体アンモニアを利用する技術が日清紡により開発され、世界各国に広まっています。
この加工は、液体アンモニアを使用することからそれ専用の機械を使わなくてはなりませんが、優れた形態安定性や防皺性と同時に、
繊維柔軟性を与える事ができますので、より高品位の綿製品が製造できます。
また、この加工でも、綿の結晶化度を下げますので、染料の吸尽を上げることが期待できます。
近年、アルカリとして苛性ソーダよりアルカリ度の低い液体アンモニアを利用する技術が日清紡により開発され、世界各国に広まっています。
この加工は、液体アンモニアを使用することからそれ専用の機械を使わなくてはなりませんが、優れた形態安定性や防皺性と同時に、
繊維柔軟性を与える事ができますので、より高品位の綿製品が製造できます。
また、この加工でも、綿の結晶化度を下げますので、染料の吸尽を上げることが期待できます。
シルケット加工にしろ液体アンモニア処理にしろ、染料を吸尽し易くするというメリットを与えますので、未処理の綿に比べて、
染料を吸尽させるための中性塩の使用を大幅に削減することができます。反面、染料が留まれる場所が多くなるためムラ染めのリスクは大きくなってきます。
このためシルケット綿用のムラ染めを防止する染法が時として推奨されます。
具体的には、アルカリ添加前の炊き込み温度を上げる事により染料の動きを促進する染法で通常マイグレーション染法と呼ばれます。
液体アンモニア処理機
<補足>
上の文中で、中和のための酸の残留が繊維脆化を引き起こす可能性があると言いましたが、反対に、使用したアルカリが生地上に残留していると、
反応染料のムラ染めを引き起こす可能性があります。
これらを避ける為には、シルケット綿を染色する際は、ユニバーサル試験液で、素材のpHをチェックするか、蒸留水で素材を炊き込み、
pHがアルカリ性に振れる事がないか、確認する事をお勧めします。
反応染料のタイプによる染色性の違い
市場には、多くの反応染料のブランドがあります。そのそれぞれに違った染料処方が提供されているのですが、
その大元には、「置換型反応染料」と「付加型反応染料」のニ大グループが存在します。
置換型の繊維に対する親和性は、塩の添加で決まります。(これは、今まで説明してきた通りです。)
一方、付加型も初期吸尽は塩の添加で決まりますが、アルカリ添加後にそれ以上のファクターが働きます。
それが、分子構造の変化です。このグループは、アルカリ添加で、-C −C- が -C=C-
の形になりそれ以前の2〜3倍の親和性を示します。
 |
 |
 こうした、染色性の違いを、染色カーブで表すと、
右のようになります。
この図で、縦軸に表されているのは、染料の繊維への吸尽率、そして、横軸は時間の経過です。
おおまかに説明しますと、O(ゼロ)時間で、染料と塩を投入し三十分後にアルカリを投入(縦の破線)、その後更に60分で染色が終了します。
この時、実線の曲線は、染料の繊維への吸尽率、破線の曲線は、繊維と反応した染料を表しています。
先ず、「置換型」の反応染料ですが、塩添加後、どんどん繊維へ吸われて行きます。
そして、30分後-アルカリ添加直前(平衡点)では、最終吸尽の7割程度に達しています。
この時点で、アルカリが入ると、吸尽された内の幾らかの染料が繊維と反応し、平衡から外れます。
こうして、平衡から外れた染料の分を埋めるため外から更に染料が入って来ます。これが二次吸尽です。
一方で、アルカリ添加後には、繊維の内外で水と反応してしまう染料も出てきます=加水分解。
こうして、染色終了時は、吸尽・反応共それ以上進まない点に達します。
これに比べて、「付加型」の染料では塩の添加だけでは、最終吸尽率の3割程度しか繊維に吸われません、
ところが、アルカリを添加し付加型の構造になると急激に吸収が進みます。当然二次吸尽も速い速度で進み最終段階に至ります。
こうした、染色性の違いを、染色カーブで表すと、
右のようになります。
この図で、縦軸に表されているのは、染料の繊維への吸尽率、そして、横軸は時間の経過です。
おおまかに説明しますと、O(ゼロ)時間で、染料と塩を投入し三十分後にアルカリを投入(縦の破線)、その後更に60分で染色が終了します。
この時、実線の曲線は、染料の繊維への吸尽率、破線の曲線は、繊維と反応した染料を表しています。
先ず、「置換型」の反応染料ですが、塩添加後、どんどん繊維へ吸われて行きます。
そして、30分後-アルカリ添加直前(平衡点)では、最終吸尽の7割程度に達しています。
この時点で、アルカリが入ると、吸尽された内の幾らかの染料が繊維と反応し、平衡から外れます。
こうして、平衡から外れた染料の分を埋めるため外から更に染料が入って来ます。これが二次吸尽です。
一方で、アルカリ添加後には、繊維の内外で水と反応してしまう染料も出てきます=加水分解。
こうして、染色終了時は、吸尽・反応共それ以上進まない点に達します。
これに比べて、「付加型」の染料では塩の添加だけでは、最終吸尽率の3割程度しか繊維に吸われません、
ところが、アルカリを添加し付加型の構造になると急激に吸収が進みます。当然二次吸尽も速い速度で進み最終段階に至ります。
繊維をムラなく染めるためには、
(1) 吸尽の初期で染料をゆっくり繊維全体に広げてやる。
(2) 繊維内に入った染料を十分に移行・拡散させてやる。
の二つがキーポイントとなります。したがって、置換型の染料をムラなく染めるためには、塩を分割添加したり、アルカリ添加前の時間を長めにとったり。
あるいは、高温で一旦炊き込んだ後、温度を下げアルカリを添加するなどの工夫が有効です。
一方、付加型の染料に対しては、塩分割添加やアルカリ添加前の炊き込みは余り意味がありません。
ムラ染めを解消するためには、付加型構造を一気に作らないようにする工夫をしなくてはなりません。
つまり、アルカリの分割添加や、アルカリ添加後の昇温速度を落としたり、(親和性の大きい付加型に変化するスピードを抑えるために)低い温度のまま少し
引っ張る方法が効果的です。
基本的には、アルカリを添加すると染料と繊維の反応が始まります。
均染が難しいレーヨンや製品染めで均染を行なうためには、吸尽した染料を、反応前にできるだけ移行・拡散させてやることが大切です。
その点で、塩の添加で吸尽の大部分が終了している置換型の染料が有利です。塩の添加後、高温にし均染を計る事が出来ます。
(これをマイグレーション染法と呼びます。)
付加型染料でも、マイグレーション染法は出来ますが、アルカリ添加前にそれを行なっても、吸尽している染料は一部に過ぎませんので余り意味がありません。
かと言って、アルカリ添加後高温を与えると、吸尽と同時に反応も大きな速度で起こるためムラになってしまいます。
置換型染料の代表的なものが、Procion(プロシオン)染料、付加型染料の代表的なものが、Remazol(レマゾール)です。(付加型 での
-CH=CH2 は、ビニル基というところから、ビニルスルホンタイプとも呼ばれます。)
<補足>
置換型染料で最も反応性の大きいものは、上の反応基の X が塩素=Cl である染料で、塩素が計二つ付いていますので、ジクロルトリアジン(DCT)
と呼ばれます。
実はこの構造を持つ染料が、世界で初めてICI により開発された綿用反応染料で、Procion MX
と呼ばれていました。この塩素の一つを他の基に置換する事により、反応性が下がります。現在のProcion
H/H-E/XL+/PAタイプはそうした塩素一つの染料ですので、モノクロルトリアジン(MCT) と呼ばれます。DCT と MCT
の反応性の差は、50倍以上に達します。
ちなみに、その置換でニコチン基を導入するとKayacelon React
型の染料となり。ジクロルトリアジン型染料には及びませんが、モノクロルトリアジン型染料よりも高い反応性を示します。
このニコチン基を持つモノトリアジン型染料も元々ICI により開発され、Procion Blue H-EG
と言う名で販売されていました。このタイプは、大きい親和性と、高い反応性を持つ事から、高温で中性に近い条件で染める事が出来る訳です。
置換型染料であっても、低温で染める様な染料は、ムラができないよう、親和性を低く設計しています。
また、低温タイプと言う名で分かる様に、反応性自体は高くしてあります。
このため、アルカリ添加後の二次吸尽は高温タイプよりも大きく速く進みます。
付加型染料の多くは、アルカリ条件で高温にさらされると、加水分解により繊維と染料の間が切れ濃度が淡くなって行きます。
このため、染色時間をいたずらに伸ばさず、決まった時間で、染色を終わるべきです。
染色終了後、(昼休みや引き継ぎの間)放っておくことが無い様にしなくてはなりません。
 数十年前
から、
上の「置換型」の反応基-モノクロルトリアジン基に「付加型」染料の反応基であるビニルスルホン基を連結した二官能型染料が使われる様になりました。
これは、通常(開発時の名前から、スプラタイプ)と呼ばれています。All round
に良好な染色性と堅牢度を目指したこのタイプの染料は今では主流染料の一角を占めています。
こうした複数の反応基を持つ染料にあっては、その染色性は、通常、反応性の高い反応基に支配されます。
(例えば、右の構造では、「置換型」に相当する部分の反応基はモノクロルトリアジンで、
「付加型」の反応基であるビニルスルホンの方が反応性が高いため、「付加型」の染色性を示します。)
数十年前
から、
上の「置換型」の反応基-モノクロルトリアジン基に「付加型」染料の反応基であるビニルスルホン基を連結した二官能型染料が使われる様になりました。
これは、通常(開発時の名前から、スプラタイプ)と呼ばれています。All round
に良好な染色性と堅牢度を目指したこのタイプの染料は今では主流染料の一角を占めています。
こうした複数の反応基を持つ染料にあっては、その染色性は、通常、反応性の高い反応基に支配されます。
(例えば、右の構造では、「置換型」に相当する部分の反応基はモノクロルトリアジンで、
「付加型」の反応基であるビニルスルホンの方が反応性が高いため、「付加型」の染色性を示します。)
ちなみに、こうした複合型反応染料のアイデアは、ヨーロッパの各メーカーからかなり早い段階で提唱されていました。
例えば、上で触れたスプラ型の基本構造は、住友が上市する十五年以上も前にヘキストにより特許化されていました。
しかし、MCTとVSの反応差が大きい事から有用さはないとしてそのまま放棄されていたのです。
現代では、コンピューターでのシュミレーションが発達したことで、様々な二官能、あるいは、三官能を持つ染料が出てきています。
こうした、染料をうまく染めるためには、一度、上と同じように染色カーブをとって、
どんな挙動で吸収・染着・反応していくのか知っておくのが良いかもしれません。
 |
 |
メーカー別反応染料レンジ
これまで、日本で浸染・捺染分野に綿用反応染料を広
く展開してきたメーカーは、以下の5社です。
そのそれぞれに複数の染料レンジがあり推奨領域も違っていました。
それら複数の染料レンジに対し、おおよその染色イメージを持ってもらえる様、私なりの分類を行いました。(私が業界を離れ、既に十年以上の時が経っていま
すので、最新の名とはかなり違っていると思いますが参考にはなると思います。)
この中で、黄色の文字で黄色の括弧で示した染料は純粋な置換型構造をもっています。
また、うす紫色の文字と括弧で表した染料は純粋な付加型の構造を持っています。
さらに、第三のグループとして、うす紫の文字で、緑色の括弧の染料を付け加えました。
これらの染料は置換型と付加型の異種官能基を二つないし三つ合わせた異種多官能型染料です。
(同種の官能基を複数持つ染料もありますが(例. Procion
H-E/HE-XL)、反応性や染着挙動の違いはありませんので色で分けることはしませんでした。)
<補足>捺染では、柄の中に様々な色や、白い部分があったりします。また、連染では、短時間で洗浄出来る事が必須条件となります。
このため、これらの分野で使う染料は通常の吸尽用染料に比べ洗浄性が良く、汚染性の少ない=低い親和性の染料でなくてはなりません。
この点で、加水分解して親和性が下がるVS型の染料では、明確な名前分けはありませんが、親和性に変化のない置換型の染料では、名前の中に Print
や Padding
を表わす「P」の文字を入れて差別化しています。
ちなみに、捺染や連染は、実質的に非常に浴比の小さい染色となりますので、反応に至るまでの親和性の小ささは障害とはなりません。
注 *
2023年3月、住友化学が、染料事業からの完全撤退。同じ月HUNTSMANは、染料事業を含むテキスタイル・エフェクト部門を、
Archromaへ譲渡。
 |
 |
 |
 |
反応染料 今後の動向
この十年
反応染料の分野で大きな変化はほとんどありません。
環境面から、新規化学物質開発へのハードルがここまで高くなるとそれも無理のない事と思います。
しかし、こうした環境問題の高まりは、低エネルギーでの染色、使用用水の削減、排水負荷の軽減と言う三つの課題を染色業界につきつけています。
そのためには、(1).染色挙動の揃った三原色であること → 染色の再現性が良く、ムラなくきれいに染まる。 →
染め直しがなく、エネルギー、水が節約できる。
(2).高濃度に染まり、なお且つ、残浴に残らない → 洗浄が簡単で、排水負荷も小さくなる。
の二点をクリアーしなくてはなりません。また、当然ながら、 (3). 経済性が高い。ことも必要でしょう。
(2) の点を満たすためには、親和性の大きな染料が有利です。このために手っ取り早いのは、染料の構造を大きくすることです。
しかし、既に説明しました様に反応染料には、大きさの制限があります。
これを満たすためには、最適の染料構造=染料全体の立体構造を調整することが肝心ですが、コンピューターシュミレーションが簡単にできる今日では、
それほど難しいことではなくなりました。
 構造
を大きくすることで生じるデメリットは、洗浄しにくさです。
これは、付加型の構造を導入することでかなり解決できます。
なぜなら、付加型の場合、最終的に加水分解した染料は、ビニル基になる前の親和性の低い構造に戻るからです。
これに加えて、適切な位置に反応性が揃った複数の反応基を導入することにより、繊維素側の複数の染着座席と反応できる機会を与えます。
そうすることで、染着濃度を上げ、なおかつ、残液中の染料の量を減じる事ができます。
(反応基を導入する最適な位置もコンピューターでシュミレーションすることにより最適化できます。)
構造
を大きくすることで生じるデメリットは、洗浄しにくさです。
これは、付加型の構造を導入することでかなり解決できます。
なぜなら、付加型の場合、最終的に加水分解した染料は、ビニル基になる前の親和性の低い構造に戻るからです。
これに加えて、適切な位置に反応性が揃った複数の反応基を導入することにより、繊維素側の複数の染着座席と反応できる機会を与えます。
そうすることで、染着濃度を上げ、なおかつ、残液中の染料の量を減じる事ができます。
(反応基を導入する最適な位置もコンピューターでシュミレーションすることにより最適化できます。)
理想的には、こうして設計した染料で新レンジを作ることができれば (1) の点もクリアでき申し分ありません。
しかし、新規物質として複数の染料を登録する労力とコストを考えると全く現実性はありません、かかった費用を取り戻そうとすると (3)
の経済性を満たすことは出来ません。(例えば、TPPの様な新たな貿易協定の枠組みにおいて、一国の新規登録実績が、全ての国に認められれば、
登録費用の負担はかなり楽になると思いますが。現時点では無理な話です。)
ここに、1957年にヘキストから発表された、CI Reactive Black
5 と言う、ビニルスルホン基を複数有する染料があります。この、CI Acid Black 1
を ベースにした染料
は、
その発表年月日からも分かるように、
最も古い世代の染料です。しかし、今なお、Remazol Black B を代表とする名前で、世界中で一番多く使われている染料になっており、
その卓越したビルドアップ性により新規開発として紹介される黒色染料もそのほとんどはこの染料をベースにしているのが実情です。
ベースにした染料
は、
その発表年月日からも分かるように、
最も古い世代の染料です。しかし、今なお、Remazol Black B を代表とする名前で、世界中で一番多く使われている染料になっており、
その卓越したビルドアップ性により新規開発として紹介される黒色染料もそのほとんどはこの染料をベースにしているのが実情です。
*ビルドアップ
性 染料の使用量に応じて、染着量、濃度が増していく性質。
つまり、上の (1) (2) (3) を満たすためには、必ずしも単一の反応基を持った染料群を新たに開発する必要はないかも知れません。
むしろ、染色性や要求度にあった染料を既にある染料の中から探し組み合わせる方が現実的です。あるいは、固着率を増進するための繊維加工剤
(と言っても単なるカチオン化剤などではありません)や新規プロセス(例.超低浴比での染色)を絡めることにより、
エネルギーや水、時間の節約をうたった総合システムでの勝負になるのではないかと思います。
即ち、染料、助剤、染色機等、染色に関わる全ての要因を総合したシステムの開発です。
仮に新規の染料を開発をするとしても、それを補完する形で行えば、最小限の時間と費用で済む筈です。
(つまり、新染料を名目通りに使いこなすには、先ずそれなりの機能を持った染色機や付帯設備を持たなくてはなりません。
三つの反応基を持つ Avitera SE などもこれに当たります。)
下の図に、比較的最近の綿用反応染料レンジの化学構造を私なりに類推しまとめました。
恐らく、これ以上に(文字通りの)新染料が登場することはないと思います。
(ちなみに、下の数々の染料を含め、一つの反応染料に複数の官能基を持たせるアイデアは、ICI/ヘキスト/バイエル/BASF
(現DyStar)、チバ(その後Huntsman)、サンド(Clariant→Archroma)により、
数十年前迄にほぼ出し尽くされ特許化されています。)
温故知新と言うことも起こるかもしれません。
<補足>
「この先、日本では新しい染料が紹介されない。」と言うと言い過ぎと思われるかもしれませんので若干の補足をします。
現在、世界最大の染料メーカーと言えば、DyStar ですが、そのオーナーである、Kiri (インド)が、
チバやクラリアントへの染料供給で大きくなった事はよく知られています。
このKiri
の反応染料の生産能力は、同社とロンシャン(中国)との合弁会社のキャパを含むと、近い将来、70,000-80,000t/年に上ります。
(70,000tと言ってもピンと来ないと思いますが、日本での染料生産量は、その最盛期(昭和48年)で、63,000t
でした。この数字は、日本の全メーカーの全種族の染料の合計ですので、一社だけの、しかも反応染料だけで、70,000t
と言うのがケタ外れの生産量であることが分かると思います。)この事実は裏を返せば、旧来の先進国メーカーが既に力を失っている事を意味しています。
(もちろん、日本企業も例外ではありません。)
つまり、全ての先端産業がそうであったように、染料工業もOEMで力をつけた中国やインドの会社に母屋を取られてしまったのです。
自身で巨大市場を制している企業に新規染料を開発する必要はありません。
(ましてや、既にマイナーな市場となってしまったこの国に膨大な金をかけてまで新規染料を紹介する事は有り得ません。)
まとめ
この章では、反応染料に的を絞り、その原理、歴史から、構造、染色性まで説明しました。
しかし、日々の染色作業で最も大切な点は、間違いなく決められた色に染めることです。
このためには、更に、多くの点を押さえておかなくてはなりません。
反応染料の浸染工程の基本は、下の様にシンプルです。
芒硝/染料 投入、溶解
→ 染色温度に昇温 → アルカリ添加 → 染色温度で30-60分 → 水洗 → ソーピング (→ *フィックス処理) → 水洗
(*フィックス処理:
ソーピングが完全にできない時には、綿組織の中に加水分解した染料が残り、
着用時に汗などをかくと他繊維に汚染する場合があります。これを、防止するためにフィックス処理が有効です。フィックス剤については、
「20.繊維用助剤」 の所で改めて説明します。)
日常の染色をうまく行うためには、こうした基本的なことを確実に行なう事はもちろん、よりきめ細かく対応する事も必要です。
右に、私が思いつくチェックポイントを列挙します。皆様が日々遭遇する問題を解決するヒントになれば幸いです。
Appendix
 1) 反応染料の染法については、
反応基のタイプによっても違いますが、
同じ反応基であっても各メーカーにより、塩の量やアルカリの添加タイミングなどがまちまちです。
これは、それぞれに微妙な反応性や親和性の違いがあるため、
メーカーごとに自社製品を実際に染色し、それらに最適と思われる大枠を設定するために起こります。
1) 反応染料の染法については、
反応基のタイプによっても違いますが、
同じ反応基であっても各メーカーにより、塩の量やアルカリの添加タイミングなどがまちまちです。
これは、それぞれに微妙な反応性や親和性の違いがあるため、
メーカーごとに自社製品を実際に染色し、それらに最適と思われる大枠を設定するために起こります。
(逆に、自動化しやすい染法を想定し、それに合わせレンジの染料を設計して行く事も可能です。)
右に、置換型の染料と付加型の染料の大雑把な染色法を示します。塩の量は、染料の濃度に応じて、無水芒硝(*硫酸ナトリウム)で、10〜60g/L
(80℃で染色を行なう Hot type MCT の場合には、最高 80g/L)。シルケット綿やビスコースレーヨンの場合には、それぞれの2/3
に量を減らします。(テンセル/リヨセルでも同様に芒硝を減らすことが出来ますが、表面電荷が高いため淡色でも最低30g/Lは必要です。)
アルカリについては、これも濃度に応じて、10〜20g/Lのソーダ灰(炭酸ナトリウム)を添加します。
置換型でのアルカリの分割添加は、急激なpHの上昇により幾分かの染料が吐き出されそれがムラ染めを引き起こす場合に有効です。また、上に挙げた
Hot type の場合には、染色中の染料還元を防止するため 1〜2g/L の還元防止剤(ニトロベンゼンスルホン酸ソーダ)を加えます。
*芒硝(硫酸ナトリウム)-
染色現場で使用される芒硝には、形態上、無水芒硝、結晶芒硝、液体芒硝の三種がありこの順で含有実成分が少なくなります。
従って、処方上の芒硝量がどれを指しているのか十分に確認しておく事が必要です。
(「反応染料の染色原理」で説明した染料の吸着・拡散・移行の各段階で染料が均一に行き渡り、且つ、均一な反応が起こって行けば染めムラは出来ません。
言い換えれば、素材の形態や、染色機の能力が均染を得るのに十分であれば、塩やアルカリの分割添加は最小で済みます。
(例.試験室で最新の染色機を使う場合。))
2) 反応染料によるレーヨンの染色については、第4章や、本章でも述べて来ましたが、ここでは、麻の加工についてもう少し具体的に述べます。
糊抜き
−処法的には綿に同じ。ただし、ペクチン・リグニン分が多い為、その除去を兼ねアルカリ活性下で糊抜き・精練とする場合が多い。
その場合、バッチ式でも、連続式でもよいが、麻は、浴中でしわになりやすく摩擦による損傷も受け易いので、拡布状で行なう連続法が望ましい。
バッチ式で行なわざるを得ない時は、浴比を十分に取り、効果的な浴中柔軟剤を使う。
麻は多量のアルカリ土類金属(CaやMg)に加え鉄分等も含むため、キレート分散剤の量を増やしただけではそれらが十分に出来ない場合があり、
機械や生地上に白いスカムが発生する。こうした時には、物理的な除去効果を出す為、精練浴の交換や、場合によっては、酸性精練の実施も有用である。
(酸性精練については、本HP「文献:金属イオン封鎖剤」
参照。)
漂白
−麻は、綿と比較し着色度が大きい為、通常の過酸化水素漂白では白度が十分に上がらない場合も多い。
このため、漂白に亜塩素酸ソーダを使用し更にその後、脱塩素を兼ね過酸化漂白を行なう事も多い。ただし、亜塩素酸ソーダの漂白では、
腐食性の二酸化塩素ガスが発生する為、それに対応した設備が必要となる。
漂白での注意点としては、白度ばかりに注意が向き、繊維自体の脆化を忘れてしまう事である。これを避けるには、低い薬品濃度での長時間処理や、
数回に分け徐々に白度を上げて行く等の工夫が必要である。もちろん、麻の生成り色を活かす企画が出来れば、それに越した事はない。
あるいは、単に白さが必要なだけならば、蛍光増白剤の使用も一考である。
染色
−麻は繊維が太く、綿よりも結晶化度が高い。これに抗し染料の吸尽・拡散を図る為には、
置換型高温タイプの反応染料を使用し、芒硝の使用量も、未シルケット綿に比べ最大20g/L程度多くする。(使用アルカリ量については同じ。)
洗浄
−麻に対する、反応染料の反応率は必ずしも大きくないので、芒硝量を多く使っている事も合わせ、洗浄・ソーピングに十分留意する必要がある。
具体的には、染色の後、直ぐに湯洗いを繰り返し、浴中の塩濃度を下げてから、ソーピングに移行する。(中和は必要としない。)
麻は、吸水・速乾性に優れる事から、夏場のアウターに多く使われる、こうした場合、製品企画に汗日光が必須な為、
バット染料による染色も広く行なわれている。
3) 二酸化炭素を染色メディアとする超臨界染色の反応染料への応用について。
二酸化炭素は、水素結合を持っていません。従って、水溶性染料の溶解をその中で行なう事は出来ません。
又、超臨界状態を保ったまま、水に代わる極性溶媒をその中に多く入れ込む事も出来ません。当然、繊維に対しても、
水素結合と V der W 力で強く結び合っている繊維素間に、水素結合を置換する形で入り込み膨潤させる事は出来ません。
反応染料の反応に必要な温度やpH条件も与えられません。つまり、超臨界染色機で反応染料を使う染色は行なえません。
一方、染色準備工程で行なう、油分やワックス分等疎水性成分の除去には、極めて有効です。しかし、
同じく不純物として含まれるカルシウム塩やマグネシウム塩等の除去効果は、(物理的除去を含め)
ほとんど期待出来ませんので、ここでも、水溶媒の現行法が大きく勝っています。