染料と染色に関する総合技術サイト
5. バット染料・インジゴ・硫化染料
バット染料と言う名前はあまり聞いたことがないかもしれません。
この名前は、Vatting(バッティング)と言う工程から来ています。
具体的には、水に溶けない染料を還元と言う工程で水に溶ける形にして使います。
この還元工程を容器の中で行うのですが、この容器の事をバット(=Vat)と言います。
料理する時に平たい容器の事をバットと言いますがその語源はここから来ています。
また、この工程を日本語では、“建てる” と言う言い方をしましたので、バット染料を建染染料(たてぞめせんりょう)とも言います。
更に、戦前バット染料の主たる製造元は、ドイツの化学会社でありその時の商標が、
“インダンスレン” であったことからスレン染料と呼ぶ場合も多くあります。
インジゴや硫化染料もバット染料と同じように、還元/酸化工程を経て染める染料です。 バット染
料 糸染め → 織布
ここでは先ずバット染料の説明を行います。
バット染料は、下の様な構造をしています。この構造には、直接染料で触れたような水素結合を促すような置換基は全く付いていません。つま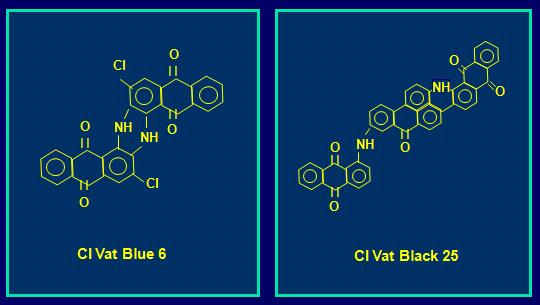 り、この構造のままでは水に溶けないのです。
従って、繊維に吸尽させる事はできません。
り、この構造のままでは水に溶けないのです。
従って、繊維に吸尽させる事はできません。
そこで、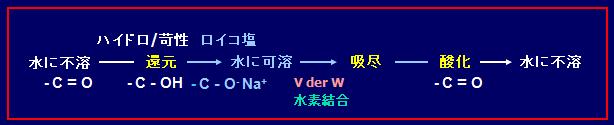 これらの染料を、
ハイドロサルファイトと苛性ソーダを使って還元し水溶性にしてやります。
この操作により染料中の =O 基が、-OH基に変化し、更には、水に溶解するロイコ塩へと変化します。
これらの染料を、
ハイドロサルファイトと苛性ソーダを使って還元し水溶性にしてやります。
この操作により染料中の =O 基が、-OH基に変化し、更には、水に溶解するロイコ塩へと変化します。
水に溶ければ、繊維に吸着し、その中へ入って行くことができます。
ここで時間をかけ、繊維に深く拡散させた後、再び酸化し、元の水に溶けない形にしてやると、もはや外には出てこれません。
こうして、染色は完結します。
(実際には、染料をより大きくする結晶化処理を続けて行い染料をより出てきにくくします。
この結晶化は、色相の安定化や日光堅牢度を確実にするためにも有効です。)
「結晶化」に関する補足説明はこちら。
Vat染料の染め方は、基本的には、上で述べた様な工程を経ますが、発生するロイコ塩の個性から、大きく四つのグループに分け、染色温度や、
使用する苛性ソーダ/ハイドロサルファイトの量を定めています。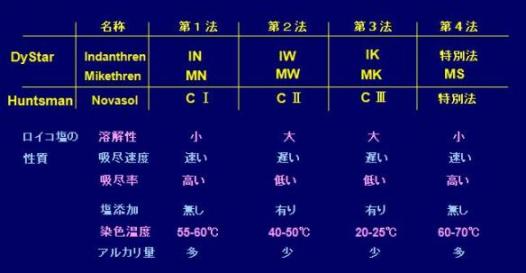
<注意> 苛性ソーダ/ハイドロサルファイトの使用量は、染色濃度だけではなく染色する機械や、浴比により大きく変化しますので、
かなり細かい対応が必要となってきます。 バット染料は、一度染めてしまうと脱色は困難です。
従って、使用前に製造メーカーにその使用量の詳細を確認する事を勧めます。
ロイコ塩の繊維に対する親和性(物理的引力)はかなり大きいのですが、その親和性が十分でない部族に対しては塩の添加が有効です。(右表参照)
一般的な使用法を下に示しますが、還元体となった染料は、空気中の酸素によって、容易に酸化されます。
このため、浸染は写真の様な密閉性の高いパッケージ染色機を使用し糸染めで行うのがベストです。
布の状態で染色を行う時は、密閉性の高い染色機を用意し、窒素置換で機内の空気を追い出すなどの工夫をすると共に、
苛性ソーダ/ハイドルサルファイトの量を多く使うなど様々な工夫が必要です。(現実にはなかなか難しい。)
使用用水に含まれる酸素は、あらかじめ、1-2g/Lのハイドロサルファイトを添加することにより殺しておきます。
染色例.
室温~ぬるま湯で染浴を調整、ぬるま湯で十分に分散した染料、均染助剤(例. Peregal P BASF)
を加える。必要に応じて中性塩(食塩または芒硝)を加える。十分に希釈した苛性ソーダを加える、ハイドロサルファイトを素早く加え密閉。
10分程度液を回し、その後、所定の温度まで徐々に上げ、その温度に達した所で30分(-45分)染色を続けます。
(途中、イエローペーパーを使い、還元状態が保たれているかチェックすることが望ましい。)
*イエローペーパー: CI Vat Yellow 1
を含浸乾燥させた黄色の濾紙。還元状態で紫色に変化。
| 使用助剤例.:
浴比 10:1, 染料濃度 2.0% o.w.f. |
||||
| 染法 |
染色温度 |
苛性ソーダ(g/L) |
ハイドロサルファイト
(g/L) |
芒硝(g/L) |
| IK |
20-25℃ |
3.6 |
3.0 |
12.0 |
| IW |
40-50℃ |
4.8 |
4.0 |
12.0 |
| IN |
55-60℃ |
8.8 |
5.0 |
- |
染色終了後、
染液を抜き、
弱水洗、再び水を張り酸化工程に入ります。(この時、液のpH は残留アルカリによりアルカリ性になっています。)
酸化工程は、2-4cc/Lの過酸化水素(35%)もしくは、3-5g/Lの過ホウ酸ソーダを使い、
50℃で15-20分の処理を行います。
この後、液を排出し、十分な水洗・中和(残量アルカリの量に応じて+少量の酢酸)、
更に、ソーピング工程(boil X 15分)に入ります。
ソーピング工程に 2/L 程度のソーダ灰を加えると染料の結晶化が促進されます。
<補足>
以前は、染料製造へ微粒化技術が進んでおらず、使用される分散剤の性能も十分でなかったため、
別浴であらかじめロイコ塩の状態にした染料を、染浴に添加する方法が一般的でした。
今日では、分散性の良好な染料を使用し、低温で繊維に分散させた後、苛性/ハイドロを加えるプレピグメント法(pre-
pigmentation) が一般的です。)バット染料は、他の染料群と比較すると、高い日光堅牢度と塩素堅牢度を示します。
このため、高級なゴルフウェアなどに編み立てて使われます。
近年、バット染料が注目を集めているのが、赤外吸収の性質です。
これは、構造が大きいバット染料ならではの性質ですが、ミリタリーウェアには不可欠の要素となっており、
特にアントラキノンベンザンスロン-アクリジン複素環を有するバット染料が有効です。その染料使いを参考までに上げておきます。
| Pale Brown |
CI Vat Brown 6/Brown1/Orange 15 |
Dark Brown |
CI Vat Brown 35/Black 27/Red 24 |
| Pale Green |
CI Vat Green 28/Black 27/Orange
15 |
Dark Green |
CI Vat Green 28 |
| Grey |
CI Black 30/ Brown 35/Orange 15 |
||
| Olive Green |
CI Vat Green 3 |
Olive Brown |
CI Black 25 |
また、 CI Vat Yellow
2、Red 13、Blue
6 を配合して作る緑色は、植物の緑の葉に近似した近赤外吸収を示します。
ここで、バット染料を使用する時の堅牢度上の欠点を上げておきます。
それは摩擦堅牢度です。
濃度が高い時や染色の後の水洗やソーピングが十分でない時には、表面に被った染料が摩擦での問題を起こします。
同様に洗濯堅牢度も余り高くはありません。従って、高い濃度での企画には、
摩擦堅牢度と洗濯堅牢度(白布への汚染)のチェックは必須です。
通常、淡い色で企画するワーキングウェアやユニフォームでは、
摩擦堅牢度と洗濯堅牢度はあまり重要ではありません。その反面、日光堅牢度や塩素堅牢度は非常に重要です。
そのため、この分野でバット染料は、主たる染料になっています。こうした半産業用途への素材は、加工ロットが大きく、
かつ、織物が使われますので、それに適した “連続染色” により染色されます。
この染法についての説明は、「16.PET/綿の連続
染色」
で行います。 Pad-dry-chemical
pad-steam
 |
 |
ちなみに、
元々のバット染料は疎水性の染料ですので、分散染料と同じように、
高い熱にさらされると昇華性を示します。このため、ポリエステル/綿の連続染色では、
ポリエステルへ(わずかですが)気化染着して行きます。ただしその時の状態は綿上で染着し結晶化した状態とは大きく異なっています。
詳しく言うと、バット染料の日光堅牢度の良さは、この結晶化→顔料化によるものが大きいため、それが起きない
(疎水性、且つ、緻密なポリエステル分子中にとらわれた)昇華バット染料では、日光堅牢度も低く、色相・濃度も異なる訳です。
(繊維の着色における“染料”と“顔料”の違いについては「15.顔料によ
る着色と堅牢度」に詳しく述べていますので、参考にして下さい。)
これとは別に、鮮明Greenと鮮明Yellowを配合した場合、
Green 染料の比率が下がると、Catalytic
Fade(キャタリティック・フェード) を起こし、劇的に日光堅牢度が落ちることが知られています。CI Vat Green 1
を使用している時は特に注意して下さい。
*Catalytic Fade
: 二つの染料を混ぜた時、一方の染料が触媒として働き、他方の日光堅牢度を劇的に落とす現象。
 最後に、バット染料での過還元の問題について触れておきます。
既に、説明しましたが、バット染料は、還元工程で、水に可溶となり、再び酸化することにより元の形に戻り染色が完了します。
ところが、還元条件があまりに強過ぎる、還元しなくてもよい場所まで還元を起こし元の構造に戻れなくなります。
この現象は特にブルー色の染料で起こり、本来の色に比べて紫っぽくなります。
これを防止するため染浴に、2-3g/L 程度の80%グルコースを加えておきます。
亜硝酸ソーダにも同様の働きがありますが、染浴にEDTAなどの金属イオン封鎖剤を含んでいる場合には効果を失います。
最後に、バット染料での過還元の問題について触れておきます。
既に、説明しましたが、バット染料は、還元工程で、水に可溶となり、再び酸化することにより元の形に戻り染色が完了します。
ところが、還元条件があまりに強過ぎる、還元しなくてもよい場所まで還元を起こし元の構造に戻れなくなります。
この現象は特にブルー色の染料で起こり、本来の色に比べて紫っぽくなります。
これを防止するため染浴に、2-3g/L 程度の80%グルコースを加えておきます。
亜硝酸ソーダにも同様の働きがありますが、染浴にEDTAなどの金属イオン封鎖剤を含んでいる場合には効果を失います。
インジゴ
イ
ンジゴは、最も古くから使われてきた染料で、
エジプトのミイラを包む包帯からも発見されています。
 これは、染色工程で一度失った色が復活すること、そして、
その色が褪せない事で、
不死のイメージと結びついていたのかもしれません。また、殺菌効果や防腐効果を持つことが聖なる染料と言うイメージを一層強めたのかもしれません。
今でも、藍の葉は解熱、殺菌の漢方薬として使われるそうです。インジゴは、この藍の葉を発酵させて得ることが出来ますが、
こうして得られた染料は同じ重さの金と交換されたと言います。
この植物の原産はインジゴ Indigo と言う名前から分かるようにインドとされています。
天然イン
ジゴの抽出風景(インド)
これは、染色工程で一度失った色が復活すること、そして、
その色が褪せない事で、
不死のイメージと結びついていたのかもしれません。また、殺菌効果や防腐効果を持つことが聖なる染料と言うイメージを一層強めたのかもしれません。
今でも、藍の葉は解熱、殺菌の漢方薬として使われるそうです。インジゴは、この藍の葉を発酵させて得ることが出来ますが、
こうして得られた染料は同じ重さの金と交換されたと言います。
この植物の原産はインジゴ Indigo と言う名前から分かるようにインドとされています。
天然イン
ジゴの抽出風景(インド)
 1897年にBASF
が合成インジゴを本格的に市場投入し始めてからは、
天然藍に代わり合成染料としてのインジゴが広く使われる様になりました。
1897年にBASF
が合成インジゴを本格的に市場投入し始めてからは、
天然藍に代わり合成染料としてのインジゴが広く使われる様になりました。
左の構造式で分かる様に、インジゴは非常に簡単で小さい構造をしています。
インジゴでの染色は、バット染料と同じように、還元→酸化の工程を経て染めて行きます。
しかし、この小さい構造から、そのロイコ塩は、セルロースに対して極めて小さい親和性しか持ちません。
そこで、還元液に漬ける → 絞る → 空気中の酸素で酸化 → 還元液に漬ける →
絞る→空気中で酸化・・・・と言う工程を何度も繰り返して、次第に濃度を上げて行きます。
インジゴは、非常に分解しにくい色素で、一旦染色機に汚染するとそれを取り除くのは極めて困難です。
多くの場合、その染色機はニ度と他の染色に使えなくなります。
このため、一般の染工場でインジゴを使って染色することはまずありません。
インジゴが大量に最も使われている染色分野は言うまでもなくジーンズ用のデニム糸です。
この用途への染色糸は、通常、ロープ染色機を使って染められます。
これは、束ねた糸を引っ張りながら、還元したインジゴ液に通し絞る工程と、
空気中で酸化する工程を数十回に渡り繰り返し行う特殊な染色機です。そのロープ染色機の機械全体と染色中の糸ロープの写真を下に示します。

 インジゴデニムの色には、流行があり、
その色調整のためブロムインジゴやチオインジゴを染色浴に足して使うことがあります。
また、バット染料の中から、ロイコ塩の親和性の低いものを選び添加することもあります。
インジゴデニムの色には、流行があり、
その色調整のためブロムインジゴやチオインジゴを染色浴に足して使うことがあります。
また、バット染料の中から、ロイコ塩の親和性の低いものを選び添加することもあります。
ロープ染色は、連続染色法ですので、劇薬である苛性ソーダとハイドロサルファイトを大量に使用します。
これは、排水負荷を考えただけでも、環境に対して決して優しいことではありません。
そうしたことから、電気的に還元したインジゴを供給するメーカーも出てきています。
Indigo
- dyeing factory
indigo
shibori dyeing
 インジゴが使用されるもう一つの分野は、伝統工芸の藍染めです。
現在では、この分野でも合成インジゴが広く使われています。
ただし、合成インジゴの製品には、かびや、バクテリアが発生するのを防止するため防菌剤や防かび剤が添加されています。
(インジゴ自身は、ある程度の殺菌性がありますが、染料の製造時に使われる分散剤にはそうした性質はありません。
それが、防菌剤を使う主な理由です。)伝統的な藍染めの場合、微生物による発酵還元を行っている場合も多く、その微生物が防菌剤の影響を受け、
還元状態が損なわれたり、得られる色目が変わったりするケースも考えられます。
従って、染料ソースを変えた時にはもちろん、染料のロットが変わった時も、事前に染浴への影響がでないかチェックしたり、
メーカーに問い合わせ確認しておくことを勧めます。
インジゴが使用されるもう一つの分野は、伝統工芸の藍染めです。
現在では、この分野でも合成インジゴが広く使われています。
ただし、合成インジゴの製品には、かびや、バクテリアが発生するのを防止するため防菌剤や防かび剤が添加されています。
(インジゴ自身は、ある程度の殺菌性がありますが、染料の製造時に使われる分散剤にはそうした性質はありません。
それが、防菌剤を使う主な理由です。)伝統的な藍染めの場合、微生物による発酵還元を行っている場合も多く、その微生物が防菌剤の影響を受け、
還元状態が損なわれたり、得られる色目が変わったりするケースも考えられます。
従って、染料ソースを変えた時にはもちろん、染料のロットが変わった時も、事前に染浴への影響がでないかチェックしたり、
メーカーに問い合わせ確認しておくことを勧めます。
大量生産にはそれ専用の染色機が必要ですし、藍染めが生業ではない人が、インジゴ染めを行うことはまずないと思います。
それでも、一度は趣味で染色してみたいと考えることはあるかもしれません。そこで簡単に、その染色例を挙げておきます。
(ただし、一旦この染色に使った容器や道具は、二度と他の染色に使えません。また、服や皮膚に付着すると数か月経たないと取れません。
従って、それなりの覚悟を持って染色を行なって下さい。
手や指を汚さないためビニール手袋は必須です。染液は強アルカリ性ですので、保護メガネも必要です。
インジゴは、メーカー物の分散しやすいもの=顆粒タイプを使った方が無難です。粉末タイプの場合は、先ずアルコール等で練る作業が必要となって来ます。)
1.インジゴストック溶液の作成
200ccの水に10gr の苛性ソーダを入れ溶解、若干発熱してぬるま湯となるので、ここに10gr のインジゴを入れ分散する。
(インジゴは嵩高いので、十分な大きさの容器を用意しておくこと。)
2.還元状態にする
(1.) の液をゆっくり50℃まで加熱、15gr のハイドロサルファイトを添加。これを静かに撹拌すると透明な黄色の還元液となる。
3.染液の調整
10L の水を用意(あらかじめ、5-10g のハイドロサルファイトを入れ水中の酸素を殺しておく)。これに(2)で作った濃厚還元液を入れる。
4.染色開始
水を含ませ十分に絞った染色物を投入。染色物に十分に液が行き渡るよう、絞る操作を加えながら1~2分上げ下げする。
染色物を引き上げ、全体を空気にさらし酸化させる。染色物の全体が藍色になったら、再び、液中に投入。
望みの濃さになるまで、この操作を繰り返す。
(この作業中、染色液の色は表面は藍色になりますが、その下は透明な黄色の状態でなくてはなりません。
もし、黄色が失われて行く様であれば、その都度、ハイドロと苛性ソーダを追加し還元色を保ちます。)
5.染色終了後、水洗を十分に行い、よく絞って乾燥。
(注:余った染液は、ハイドロサルファイトと苛性ソーダを適宜加えることで、何度でも使えます。反面、環境中に捨ててしまうことは極めて困難です。)
この項では、インジゴの綿への応用についてのみお話ししましたが、最後に、インジゴに関連する興味ある事実を二三付け加えておきます。
・先に、バット染料が昇華性を有することに触れましたが、疎水性のインジゴも同じ様に昇華性を有しています。
(この性質を利用して、ITMA2019 バルセロナで、レーザー光線を利用したジーンスの“ビンテージ加工”が、水を使わない“持続可能な環境技術”
として紹介されています。ちなみに、こうしたレーザーを利用したジーンズの加工は、日本では、2010年代前半に始まり今では幅広く使われています。)
・いまだ実用化はされていませんが、インジゴを利用して、ポリエステルを染色する技術が岡山県工業試験所により特許化されています。
・インジゴをスルホン化し水溶性を与えた色素体を、インジゴカルミンと言います。
インジゴカルミンは、食用色素として、化粧品や食品の着色に使われています。
硫化染料
 この染料も、還元 →
酸化工程を経て染色を行います。構造的には、多くの硫黄結合を含む構造で水には溶けません。
染色に当たっては、硫化ナトリウムを使って還元し、ロイコ体になった状態で繊維に吸着、拡散させます。
このロイコ体の綿に対する親和性は、バット染料に比べて低いため、塩の使用は不可欠です。硫化染料の最大の特徴は、
安価に深い黒色を出せることでしたが、工程中にひどい硫黄臭を発生する事や硫化ナトリウムの排水負荷などが問題となりました。
また、染色物についても、遊離した硫黄が酸化により硫酸イオンとなり繊維の脆化を起こすなどしましたので、次第に使われなくなりました。
この染料も、還元 →
酸化工程を経て染色を行います。構造的には、多くの硫黄結合を含む構造で水には溶けません。
染色に当たっては、硫化ナトリウムを使って還元し、ロイコ体になった状態で繊維に吸着、拡散させます。
このロイコ体の綿に対する親和性は、バット染料に比べて低いため、塩の使用は不可欠です。硫化染料の最大の特徴は、
安価に深い黒色を出せることでしたが、工程中にひどい硫黄臭を発生する事や硫化ナトリウムの排水負荷などが問題となりました。
また、染色物についても、遊離した硫黄が酸化により硫酸イオンとなり繊維の脆化を起こすなどしましたので、次第に使われなくなりました。
今日では深い黒色を出せる利点を生かすため、ロイコ染料の形で安定分散化した染料も販売されています(Diresol
RDT(Archroma))。
また、旭化学工業からは、水溶性型硫化染料「ATATHISOL」が、硫化ソーダに代わるクリーンな還元剤
「THIOGEN」「RETERGEN」「サルファゲン」、
脆化防止剤「ASAHIチオセットK」などと共に上市されており、今までの硫化染料の弱点を克服しようとしています。
この染料の使用領域の一つがブラックジーンズです。後染めの場合には、厚手のデニム生地が対象ですので、ジッガーによる染色が向いています。
ジッガーでの一般的な染色処方を下に示します。
1. 40℃で染浴の調整(加熱により液量が増えるので少ない目に液を張る)
0.5-1.0g/L アニオン浸透剤
2.5g/L ソーダ灰
2.5g/L 酸化防止剤
5.0g/L 硫化ナトリウム(固形)(有効成分60%)
1.0g/L EDTA
熱源を切り 2 ends
(この 2endsの間に、1. 染料と極少量の水、アニオン浸透剤、染料の半量のソーダ灰を合わせペースト状にする。
2. 染料の1.5倍量の硫化ナトリウム(60%)を少量の水に溶解する。
3. (1)(2)を合わせ、4-5分ボイルし完全にロイコ体とします。)
2. ロイコ体の染料の半分を加える。 1 end
3. 残りの半分を加える
1 end
4. 1℃/分で60℃まで昇温
5. 7.5g/L の芒硝を添加 15分間染色を継続
6. 7.5g/L の芒硝を添加 15分間染色を継続
7. 60℃から90℃まで、1℃/分で昇温
8. この温度で染色を継続 90℃X15-20分
9. 冷水にて水洗
10. 湯洗、水洗を繰り返す
11. 酸化工程 2g/L 過酸化水素(30) + 1-4g/L 酢酸(80%) 40-60℃X15分
12. 室温X15分
13. ソーピング 5g/L ソーダ灰 90℃×15-20分
14. 最終水洗 1-2g/L ソーダ灰 室温X15分
(酸化工程には、以前は重クロム酸塩を使用するのが一般的でしたが、環境問題の高まりで、現在では過酸化水素で行なわれています。)
まとめ
 前章とこの章で、セルロース繊維用の直接染料、バット染料、
インジゴ、
硫化染料について、それぞれの特徴と染まる仕組みについて説明しました。
前章とこの章で、セルロース繊維用の直接染料、バット染料、
インジゴ、
硫化染料について、それぞれの特徴と染まる仕組みについて説明しました。
その構造的な特徴を要約すると右の図の様になります。これらの染料は、基本的に繊維の中に入り込み、そこに、物理的に存在するだけです。
その点で大きく違うのは、反応染料と名付けられた染料です。反応染料は、共有結合と言う化学的な力で繊維と結びつき繊維の一部となります。
しかし、そうした優れた性質があるからと言ってすべての染色物が、反応染料で染められている訳ではありません。
それぞれの染料にはそれぞれの良さがあります。そうしたことを知った上で、賢い選択ができるならば、それに越したことはありません。
最後に、その選択を行うためのポイントを簡単にまとめます。
| 特徴・欠点 |
適用範囲 |
|
| 直接染料 |
色相やや暗い、均染良色直し・染め直し可(FIX
前) |
淡色、安価、中~濃色 |
| 染法が簡単 |
Pe/レーヨンの一浴染め |
|
| 湿潤堅牢度が低い |
||
| 銅錯塩型直接染料 |
湿潤・日光堅牢度良、色再現性不良 |
主として黒・紺 |
|
染色機に銅フィックスによる汚染問題あり |
||
| バット染料 |
鮮明色少ない、日光・塩素堅牢度良 |
高堅牢度品(特に日光・塩素) |
| 洗濯・摩擦堅牢度不良 |
淡~中色、作業服、Pe/綿の連染 |
|
| 還元・酸化工程要- 工程が複雑 |
||
| 使える染色機に制約がある |
パッケージ染色 | |
| 元々三次色の染料が多く茶・灰色・オリーブで再現性良 |
アースカラーなど三次色使い | |
| 染料構造が大きく赤外吸収を示す染料もある |
ミリタリーウェア |
|
| 色直し・脱色困難 |
||
| 硫化染料 |
色相不鮮明、耐光良好、湿潤堅牢度まずまず |
安価黒染め |
| 塩素堅牢度不良、硫黄臭・排水など環境問題あり |
||
| 硫酸発生により繊維脆化の恐れあり |
||
| 反応染料 |
市販されている染料数が多く色目の選択範囲大 |
鮮明色~三次色 |
| 色相鮮明、湿潤堅牢度良、日光・塩素堅牢度中庸 |
淡色~濃色 |
|
| |
色修正・染め直しはやや難しい/
脱色性は染料による差大 |
|
| 染色条件がブランドにより様々
-異なる反応性の染料を配合して使えない |
Appendix
ジーンズの洗い加工
 インジゴ染色の主要分野であるジーンズは、
他の衣料分野と違い「着古し」感が付加価値を与えます。このため、縫製後にビン
インジゴ染色の主要分野であるジーンズは、
他の衣料分野と違い「着古し」感が付加価値を与えます。このため、縫製後にビン テージ効果を与える様々な加工が施されます。
その代表的なものがストーンウォッシュ
Stone Wash
です。この加工で良く使われるのがパドル染色機です。パドル染色機は元々靴下などの小物製品を染めるための染色機で、
大きなドラムの中に小さなかご型ドラムが入り、回転を与えながらその中に入れた被染物の染色を行なっていました。
(分かり易く言えば現在の横型洗濯機の様なものです。)
テージ効果を与える様々な加工が施されます。
その代表的なものがストーンウォッシュ
Stone Wash
です。この加工で良く使われるのがパドル染色機です。パドル染色機は元々靴下などの小物製品を染めるための染色機で、
大きなドラムの中に小さなかご型ドラムが入り、回転を与えながらその中に入れた被染物の染色を行なっていました。
(分かり易く言えば現在の横型洗濯機の様なものです。)
Stone Wash では、このパドル染色機を大型にした機械に、文字通り石(軽石)を入れ一緒に回します。
この操作で、ジーンズの表面が軽石に削られ下の白地が出て来る訳です。この軽石を脱色剤
(例えば、次亜塩素酸ソーダ)に浸けておき使用すると、"ケミカルウォッシュ" の効果が得られます。
 ちなみに、製品にしてから染める製品染め (Garment
dyeing)は、類似の構造を持つ染色機で染められます。
これらの染色機には、全体が箱型のものや、製品の出し入れを簡単にするため機械全体が油圧により傾くものなど様々な種類が作られています。
製品染めの対象となる素材は、ほとんど綿製品で、厚地織物に柔らかな風合いを与えたり、
ニット製品を小ロットずつ染め分けたい時に特に有効です。 Stone
wash and Garment Dyeing Machine
ちなみに、製品にしてから染める製品染め (Garment
dyeing)は、類似の構造を持つ染色機で染められます。
これらの染色機には、全体が箱型のものや、製品の出し入れを簡単にするため機械全体が油圧により傾くものなど様々な種類が作られています。
製品染めの対象となる素材は、ほとんど綿製品で、厚地織物に柔らかな風合いを与えたり、
ニット製品を小ロットずつ染め分けたい時に特に有効です。 Stone
wash and Garment Dyeing Machine
 製品染めにおいても、染色には温度をかけますので、
熱水で劣化するカゼイン製のボタンや、
互いにぶつかる事で壊れやすい貝ボタンよりも、丈夫な樹脂製ボタンを使った方が無難です。
又、金属(銅や鉄)を含んだパーツは、染料の色を変えたり、それ自身が腐食したりする可能性があるので、ニッケルメッキしたものを使って下さい。
更に言うならば、染色後付けられるパーツは、後で付けた方が、製品の見栄えが格段に良くなります。
染色時、製品同士の裾や袖がもつれあい団子になる時は、ネット袋で適当な数に分けたり、浴中柔軟剤を使用したりします。
製品染めにおいても、染色には温度をかけますので、
熱水で劣化するカゼイン製のボタンや、
互いにぶつかる事で壊れやすい貝ボタンよりも、丈夫な樹脂製ボタンを使った方が無難です。
又、金属(銅や鉄)を含んだパーツは、染料の色を変えたり、それ自身が腐食したりする可能性があるので、ニッケルメッキしたものを使って下さい。
更に言うならば、染色後付けられるパーツは、後で付けた方が、製品の見栄えが格段に良くなります。
染色時、製品同士の裾や袖がもつれあい団子になる時は、ネット袋で適当な数に分けたり、浴中柔軟剤を使用したりします。
製品染めに反応染料を使用する時には、通常の綿を染める染色処方に準じますが、製品の縫い目まで染料を入れ込むためには、
高温にする事で繊維への拡散が図れるホットタイプの染料(例. Procion H-EXL)が有利です。
(反応染料については次章で詳しく説明しますので、そちらを参考にして下さい。)
Appendix
2
天然藍の発酵建て
天然藍の発酵建てについて、
徳島県の指定無形文化財であった5代目故古庄理一郎氏の処方が手元に残っていましたので、将来への記録として書き留めて置きます。
(現在は、氏の御子息である6代目紀治氏が、さらに改良された処方で天然灰汁醗酵建てによる藍染を行なわれています。)
① 椿の様な堅木の木灰に3倍量の熱湯を注ぎ、3日程かけて上澄みの灰汁を取る(1番灰汁)。
その木灰から同じ操作を繰り返して2番灰汁、3番灰汁を取る
② 1石5斗(270L)入りの藍甕(あいがめ)に、
【*蒅(すくも)半俵(28kg)程度、石灰3合、**ふすま2合~2合半、3番灰汁を甕の5分の2】
をとり、よく練る(元石)。
③ 朝夕かき混ぜて3~4日、液の全表面に膜が張ったら、
【石灰1.5合、2番灰汁を甕の5分の2】
を加える(中石)。
④ 更に朝夕かき混ぜて3~4日経ったら、
【石灰1合、1番灰汁を甕の5分の1】
を加える(止石)。
⑤ 翌日、ふすま1.5合を加え、灰汁を加えてpHを11前後に調整する。
*蒅(すくも) -
藍の葉を発酵・熟成させて堆肥状にしたもの。
**ふすま(麩・麬) -
小麦を製粉したときにふるい分けられる糠(ぬか)。表皮成分の中には、鉄分、カルシウム、マグネシウム、亜鉛、銅等も含まれる。