斜めからの拡大画像です、切れないセンタードリルでしたのでバリが出ています。売り物にはなりません(笑)。
座標回転プログラムサンプル
会社ロゴマーク(拡大)
上下の歯車部分が座標回転プログラムです。刃物はセンタードリルで加工しました。
座標回転プログラムサンプル
会社ロゴマーク
平面加工、R8長穴、面取りなど良好な仕上げ面、機械の高精度感が伺えます。
座標回転プログラムサンプル
長穴加工(拡大)
NCプログラム加工
3段加工→Ф63ショルダーカッター
長穴加工→Ф8エンドミル
座標回転プログラムサンプル
長穴加工
加工部品のページです。
「Users Report」 お届けします。
YZ-400 NCRで製作しました部品です。
ガイダンス加工例
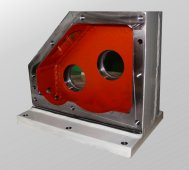
ギアーケース本体
ガイダンス加工例
ギアーケース蓋
ガイダンス加工例
ギアーケース
ガイダンス加工例
ギアーケース
平面加工、穴明け、ボーリング加工
ベアリング嵌め合いh7.
本体と蓋のセット後の同芯度が0.02
油溝加工はNCプログラム加工。CADが無いので等高線を計算でプログラムしました。
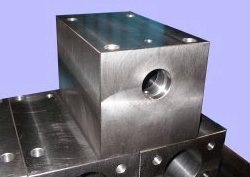
FC材、ボーリング加工
エンドミル側面加工
幾何公差H7、h7.。
スライド部、油溝加工
スライド部、ベアリング挿入部加工
真鍮材コンタリング(円弧加工).。
表面。
コンタリング(円弧)加工例
真鍮材コンタリング(円弧加工).。
裏面。
コンタリング(円弧)加工例
長穴加工・会社マーク・機械部品・
平面加工、穴明け、ボーリング加工
ベアリング嵌め合いh7.
本体と蓋のセット後の同芯度が0.02
組立完成後の画像です、セット同芯度は交差内で仕上がり、軸の回転もスムーズでした。
カットモデルにシリンダーロットをアッセンブルしました。
外形185×110×106
30個製作!
加工手順確認のための、テストカット後のカットモデルです、設計意図上必要な、同心度0.02以内に入りました。
油圧シリンダー加工例
ロット・アッセンブル
油圧シリンダー加工例
油圧シリンダー加工例
カットモデル
Copyright 2010 YZⅡ All Rights Reseved.
ボーリングピッチ交差0.002。外形はサブプログラムとG90G91で加工。
NCプログラム加工例
ベアリングカバー(拡大)
NCプログラム加工例
ベアリングカバー