 |
|
★回転ユニット加工例 ・回転ユニットの種類 ・回転ユニットの加工位置決め ・回転ユニット加工例(下記参照) ★ゴリラ頭部の3D加工について MeshCAMは、回転しながらの加工ではないので、無駄なパスもあります。 しかし高機能で低価格です。 切削加工は、0度、90度、180度、270度とXYZ4面を加工していきます。 被削物は、両センター支持のため中心にサポートを追加する。 それが、被削物両側の赤い丸棒部分です。 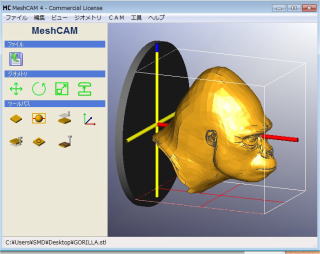 加工ビデオは、YouTubeにて公開中。
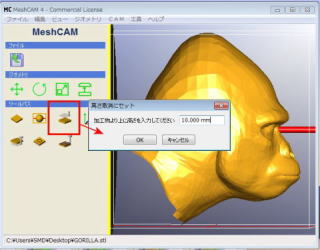 両側サポートの指定。赤い丸棒部分。 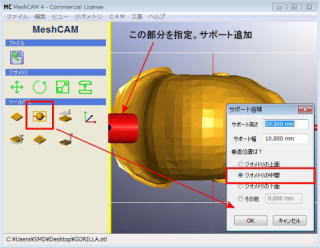 次に、最大加工深さの指定。 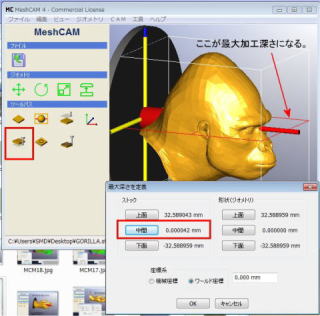 次に、パス作成。 材料 ケミカルウッド 荒削り φ6ボールエンドミル 1回の切り込み 5mm 横送りピッチ 5mm 切削速度 800mm/min 下降速度 500mm/min 残し代 0.5mm 作業時間 48分36秒 仕上げ φ3ボールエンドミル 横送りピッチ 1mm 切削速度 800mm/min 下降速度 500mm/min 作業時間 28分25秒 加工寸法 64X41X65mm 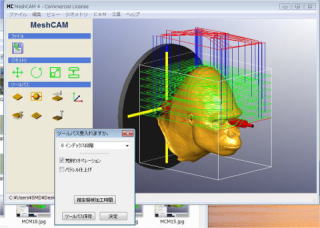 加工後の画像    ★人間の右手の3D加工について MeshCAMは、回転しながらの加工ではないので、無駄なパスもあります。 しかし高機能で低価格です。 切削加工は、0度、90度、180度、270度とXYZ4面を加工していきます。 被削物は、両センター支持のため中心にサポートを追加する。 それが、被削物両側の赤い丸棒部分です。 ゴリラ頭部と違うのは、被削物の中心部分以下に切り込まなければ手の内側が表現できない。 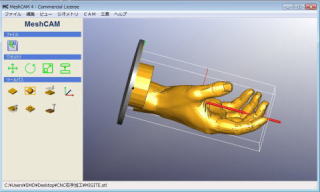 このデータは、「POSER7」から手のみを利用しました。 手首部分はイビツのため円柱のサポートを3Dソフトで追加してありまます。 基本図形スケールは、小さいため拡大して下図の加工サイズにしました。 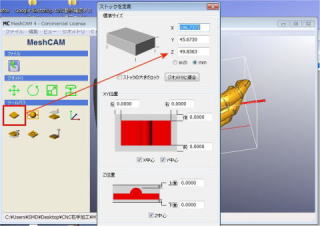 手首はサポートできますが、指先は中心から10mm偏心した位置にサポートを追加する。  指先は、中心から10mm偏心した位置にサポートを追加、最大加工深さと同じにしました。 これで手相部分も加工できます。 ※DeskPlotoでは、回転しながらの加工で効率が良いのですが、体験版でパスを作成すれば、 下図の中心から10mm部分が残ってしまいます。(私の設定が悪いのかもしれません。) 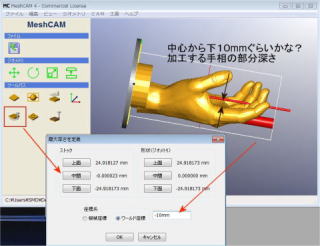  加工パラメータの設定してパス作成。  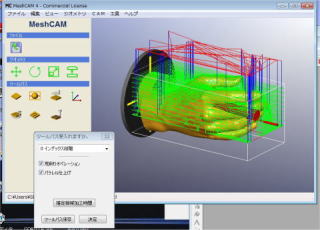 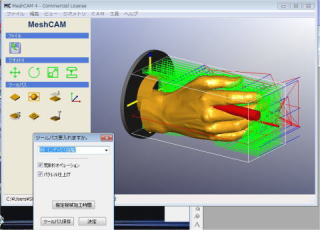 加工条件は上記の「ゴリラ頭」と同じ φ3ボールエンドミルで加工。荒加工→仕上げ加工 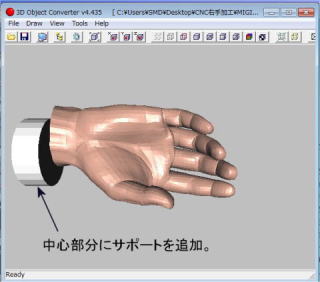    ★回転ユニットRO−80で加工 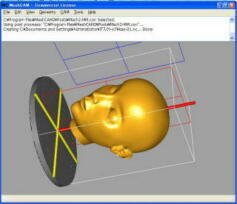 X=5mmの余裕を作る。 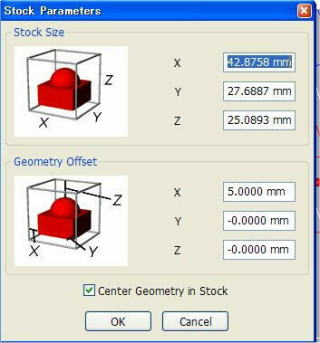 加工域は、Middleにしてセンター部分は片側4mm残す数値を入力。 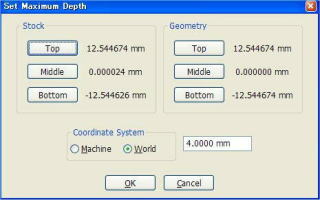 ツールパスのパラメータ設定をする。 荒削り 1回の切込み深さ3mm 切削の間隔 1.5mm 加工速度 V→=1000mm/min 加工速度 V↓=100mm/min これはもっと早くしてもOKです。 仕上げ加工 XYクロス加工で仕上げをする。 切削の間隔 0.3mm 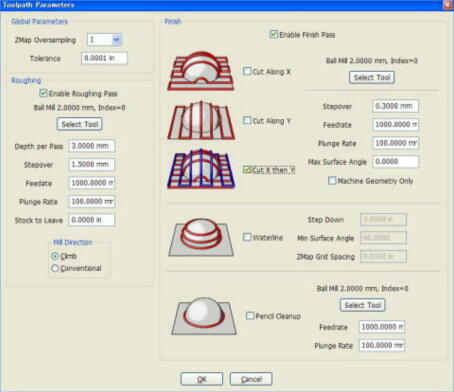 荒削りのパス表示したとき 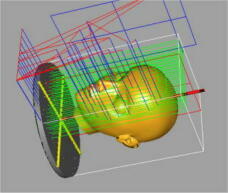 仕上げのパス表示したとき 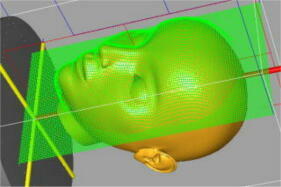 この状態で4面を自動で加工するG-CODEを生成してくれます。 Mach3の画面では、A軸回転のオプションをチェックすれば、4面のパスが表示されます。 初期設定のままでは4面のパスが重なって表示されます。 又、カットビューアで切削の確認をしても4面のパスが重なって表示されます。 参考G-CODE kao_01.nc 加工時間は、1時間1分47秒です。 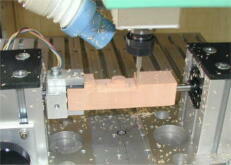         以上 |


|
| ホーム / 製品情報 / ご注文方法 / CNC概要/ 加工サンプル / お問い合せ / サイトマップ / 個人情報保護指針 /特定商取引に基づく表示/ |
| SMD成晃機械設計 〒598-0001 大阪府泉佐野市上瓦屋518番 Copyright (C) SMD成晃機械設計 all rights reserved. |