問1)竹素材のパワーファイバー面の水平は、どう加工するのですか?
細く「裂いた」バンブーロッド製作用の竹素材の1片は節をヒート&プレス加工やハンドサンダー等で平らにした
後テーパーモノレールの上にパワーファイバー面を接触させず、まず、竹素材の上の2辺の位置の左右に置き換えて
パワーファイバー面を60度(六角形ロッド用)の「刃」で2回削る事で水平に加工します。因に「テーパーモノレ
ール方式」では五角形、四角形のロッドのパワーファイバー面も60度(六角形ロッド用の「刃」)で水平に加工し
ます。
パワーファイバー面を水平に加工した後、パワーファイバー面を下にしてテーパーモノレールに接触させ、製作す
るロッドに対応した角度のV刃でロッドの接合面の2面を削って行きます。
問2)テーパー設定の際(Vプレーナーの上下の設定で)最初にハイトゲージがゼロのところでVプレーナー
の水平刃の高さをモノレール未切削面に乗せてゼロとして合わせるのでしょうか?
テーパーを「切る」時、まずモノレール上面の「水平」(水平が出ていない場合「水平刃」でモノレール上面を削
って「水平」を出しておきます)状態でゲージのポイントを接触させて目盛りを「0」にします。
問3)60度のVプレーナーで削っていく際にVプレーナーの刃の高さを何処まで下げていくのか?見たとこ
ろバンブースプリットを削り終わっても刃を下げれば下げるほど際限なくテーパーモノレールごと削ってい
ってしまう構造に思えます。ストッパーねじ?のような物がついてましたがその設定法がわかりません。
Vプレーナーの刃を下げ続ずければ当然モノレールは削れてしまいます。「新型Vプレーナー」には「刃上下調整
アジャスター」が増設されました。1本目のスプリットが削り終えた位置で(勿論、テーパー設定時でも)アジャス
ターを下げて、アジャスターネジに付属しているナットでロックしてそれ以上「刃」が下がらない様にします。
問4)モノレールとVプレーナーのがたつき(失礼!余裕かも)ですが、自分のは1~1.5ミリ位あります、
スプリットはV刃で押さえが利くと思いますのでモノレールから落ちることは無いと思いますが、最終的に
はテーパーモノレールをさらに削って(引っかかる分)しまいませんでしょうか?
Vプレーナーのガタツキ、たぶん左右のギャップが大きくてガタツイテいると思うのですが、その場合Vプレーナ
ーのモノレールに接触する部分を動かしてギャップを調整します。調整方法はVプレーナの下側から木製のハンドル
を固定している2本の木ネジを外し、Vプレーナーのモノレールに接する「脚」の部分の調節ネジを弛めて左右のギ
ャップを調節します。真鍮のユニットにはピン穴が有って位置がずれない様になっています。(注意点は「刃」のセ
ンターがVプレーナーの中央にくるようにVプレーナーのモノレールに接する「脚」の部分を左右に調整して下さい)
問5)テーパー設定装置の固定機構ですが、緩めて押しつけながら締めると理解したのですが、固定力に不安
(固定後に無理矢理動かそうとすると動く)があります。Cクランプで押さえるからこれで十分なのかな?
プレーニングフォームのプッシュねじみたいに押して固定するなら理解しやすいのですが、あまり固定力が
強すぎると別問題があるのかな?
テーパー設定装置の固定機構の「カム」は中央の六角ネジを弛め、もう1方(カムの外側)のネジでカムを回転さ
せ、「カム」は中央の六角ネジを締める事でプレーニングモノレールの滑走面をスライドさせ「モノレール」を固定
します。適度な力で締め付れば十分な固定力が有ります。又、余り締め付け過ぎるのは樹脂部品の変型等が有るかも
しれませんので「適度」な力で御願い致します。
問6)ハイトゲージの設定ですが、高さを測るのはわかりますが、深さ(デプスとしてテーパーモノレール完
成後とかに確認する意味で)をはかるにはどの様な設定がよろしいか?
私の場合はノギスやマイクロメーターを使う事が多いですが、ハイトゲージを使われるのでしたら水平なモノレー
ル上にスプリットを置かれて測定される方法になると思います。
問7)問3)の質問ですが、テーパーを切る前に水平刃の高さを、どの位置にあわせるか(下限)?というこ
とで、その次の60度の切削を何処で止めるか?と共通の疑問でした。簡単に言うと、刃の上下(特に下側
)を何処で止めるか?ということですが、私が解釈したのは、水平刃の場合はテーパーを削る前の水平面に
刃を下げていってくっつければOK、60度の場合はテーパーモノレールに乗っけてやはり下げていって止
まったところでOK。さらに、どちらの場合も、その時点でストッパーねじ(上についているねじ説明書に
は名前がないので?これがアジャスターですか?)を締めてそれ以上下がらないようにするのかな?と考え
ました。
おっしゃる通りです。当然の事なのですが参考までに、「テーパーモノレール」の上面の幅はスプリットの他の2
辺と同じです。何かと目安になります。樹脂は全体が白くて見にくいので私は「テーパーモノレール」の上面に黒の
マジックインキを塗った事が有りました。なお、Vプレーナーの前部左についている「縦に長いネジ」がアジャスタ
ーとそのストッパーナットです。又、ストッパーナットの上から長いネジの間に適当な長さのバネを通されると更に
調整しやすくなるかと想います。
問8)2メートル以上のロッド製作は、ずらして削ると聞きましたが、その具体的な方法を再度お願いします。
まずは最初の1本を6′9″位でと考えています。
プレーニングモノレールの全長より長いワンピースロッドを作りたい時、グリップとリールシートの長さ(20セ
ンチ強位)ならスプリットを削る時、長さを、その分だけ長くしておき、トップ部分をプレーニングモノレールに合
わせバット部分をプレーニングモノレールから、はみ出させておいて、まずプレーニングモノレール上のスプリット
を削った後、はみ出させておいたバット部をモノレール上に前方に送り、削る事により製作可能です。バット部分だ
けテーパーモノレールを交換すれば完全でしょう。
問9)MBBSの設定で又疑問がわきました。実はテーパーを水平刃で削り終わったのですが、その後に、V刃
でモノレール上がスプリットの1辺の形で残るまで削るとなっましたが、水平刃とV刃の刃の高さ(切削面
の頂点)が違うために、前回の疑問のように何処まで(スプリットの1辺の形で残るまでですが)削ったら
いいのかわからなくなりました、その際にプレーナー上で下限(刃の上下の)を測りストッパーをかけるの
か?モノレールをノギスで測りながら削っていくのか
問7)で、お答えした様に『「テーパーモノレール」の上面の幅はスプリットの他の2辺と同じです。』ですから、
方法a)問9)でおっしゃられている様に「モノレール(の幅)をノギスで測りながら削っていく」事も出来るでし
ょうし、、、一般的なプレーニングフォームの時は、どの様に製作されておられましたでしょうか?思い出して下さ
い。基本的な事ですが完成した六角竿の平面から平面(断面の六角形の平行部分)の長さをdとするとスプリットの
高さ(断面1辺の中央から頂点の長さ)は「.5d」となり。スプリットの1辺の長さは「.578d」となります
(三角関数)。方法b)として、これを使用する方が便利でしょう。
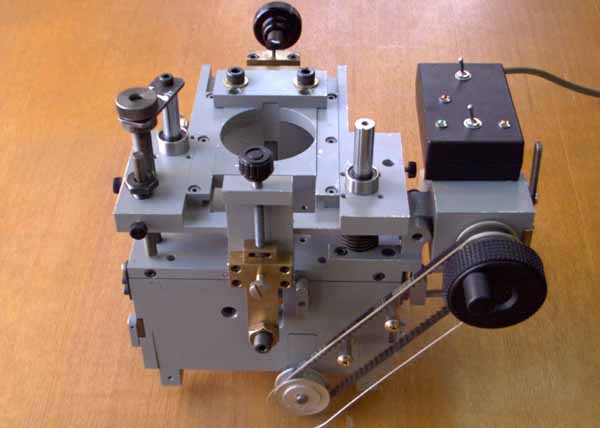
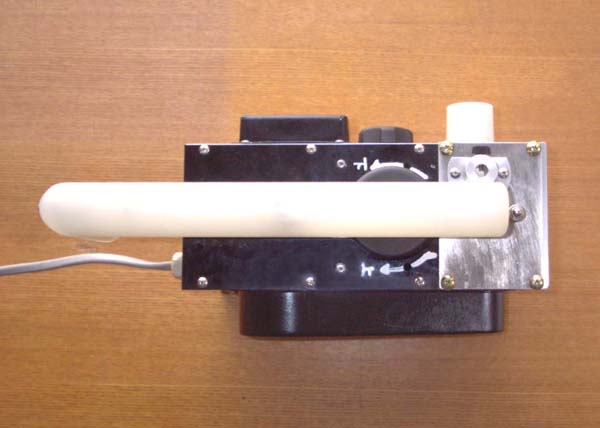
MBBS新標準システムの構造と使用法
MBBS新標準システムの「プレーニングモノレール」は初期の「合板モデル」のリーズナブルさ、と特注で受注生
産の「サイドからテーパーを調節するモデル」の耐久性の両方を考慮した機構になりました。本体は「サイドからテ
ーパーを調節するモデル」と同じで、断面がコの字型の金属製のチャンネル材です。これにより「電動カッター」も
使用可能になりました。
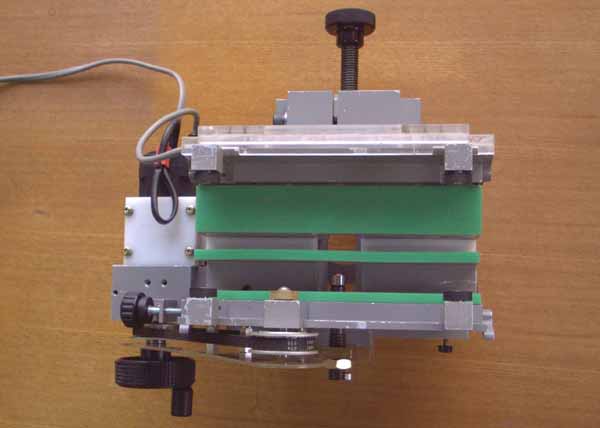
テーパー設定機構に金属製のチャンネル材と金属製の「フレキシブルベッド」の間に定間隔(5インチごと)に「精
密ワッシャ」を挿む方式になりました。その上の金属製の「フレキシブルベッド」の上に「樹脂製のモノレール」が
乗る構造です。「モノレール」は「フレキシブルベッド」ごと ベースの金属製のチャンネル材の裏側からネジで着
脱可能になっています。また「モノレール」も「着脱ノブ」で「フレキシブルベッド」から着脱可能です。
テーパー設定に「精密ワッシャ」を挿む方式を採ったのは耐久性向上の為に金属製化の重量増加と価格のコストパフ
ォーマンスの追求から本体裏側からテーパー設定する方法を採用した事への対策です。「本体の裏側からテーパーを
調節して本体の表面でテーパーの確認する設定法は本体重量が大きいと大変です」ので「精密ワッシャ」を使用して
『調節無し』でテーパー設定が出来ます。
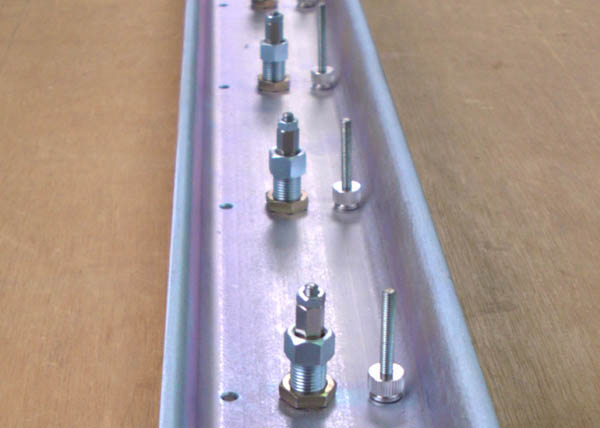
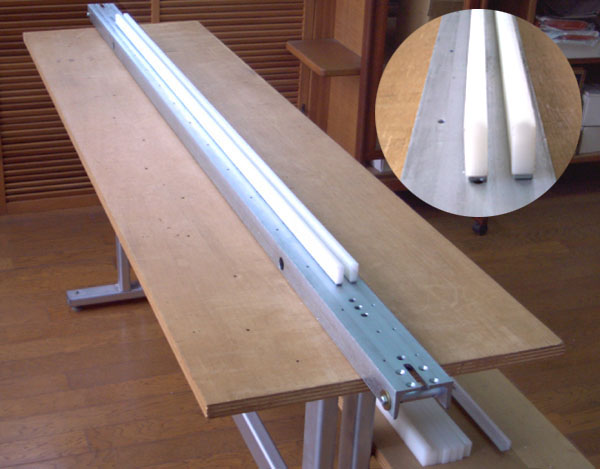
実際のMBBS新標準システムの「プレーニングモノレール」のテーパー設定は簡単です。本体を90度傾けて本体
の裏面から定間隔(5インチごと)の穴にボルトを挿して本体表面に出たボルトに「精密ワッシャ」を通して、その
「精密ワッシャ」の組み合わせで「フレキシブルベッド」上の「モノレール」を傾斜させて従来通り「水平刃」と「
V刃」を使用してテーパーを設定します。
テーパーを設定したモノレール(テーパーモノレール)」は「フレキシブルベッド」と本体の間のボルトに「精密ワ
ッシャ」を組み合わせて通す事で微調節も可能です。また、定間隔(5インチごと)のボルトは着脱ノブとの組み合
わせになっており定間隔(5インチごと)の任意のポイントの「精密ワッシャ」を本体の側面から交換可能です。な
お、MBBS新標準システムの「本体」と「フレキシブルベッド」をドリルとタップで加工する等の簡単な方法で設
定ポイントの増設したりして更に性能の向上が可能です。
「標準テーパー」(ストレートテーパーを予定しています)と「精密ワッシャ」の組み合わせで「標準テーパーモノ
レールの何番目の設定ポイントに何ミリのワッシャ何枚」と表現出来て便利になるかと思います。
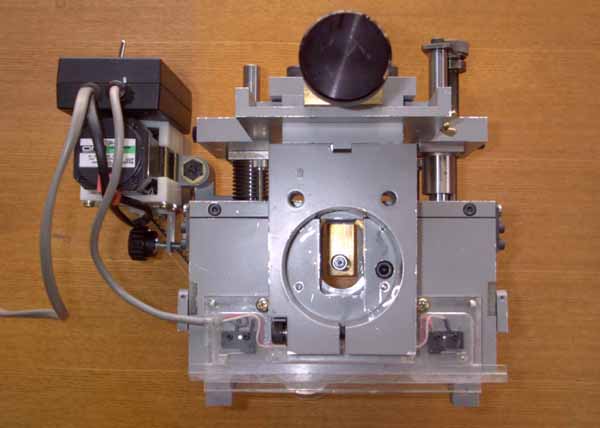
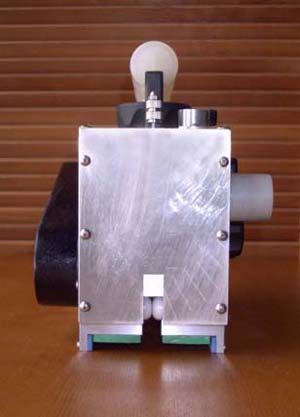
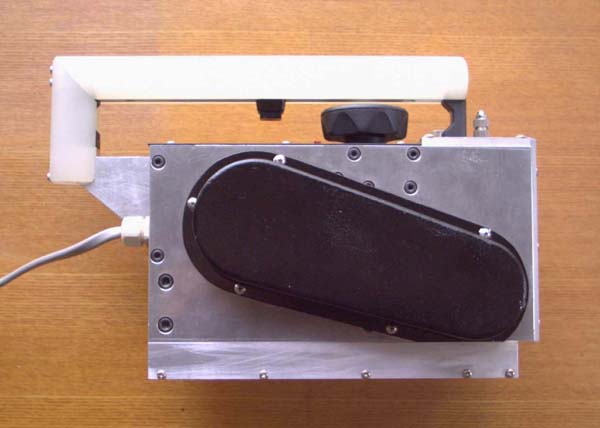
同軸テーパー調節機構の構造と使用法
「同軸テーパー調節機構」はMBBSプレーニングモノレールのテーパー調節ユニットとして製作されました。構造
は、プレーニングモノレール本体に切られたネジ穴に接合された『ボルトを通した中空ボルト』の構造で中空の「メ
インボルト」で設定点を上下してテーパーを設定します。所定値の設定が完了したらナットで所定値をロックします。
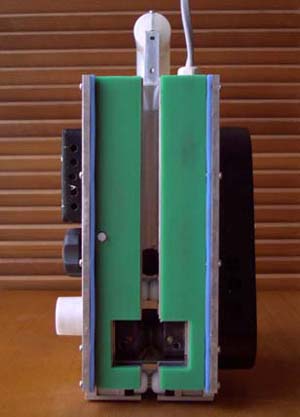
「メインボルト」の中空部分に通されたボルトの上部は金属製のフレキシブルベッドのネジ穴に接合され、「メイン
ボルト」の中空部穴の下から出たボルトは「着脱ノブ」でロックしてフレキシブルベッドとプレーニングモノレール
本体の固定と分離が出来る様になっています。これによりフレキシブルベッドに小ネジで固定されたモノレールごと
交換する事が可能です。テーパー調節は「同軸テーパー調節機構」の単独で可能ですが、フレキシブルベッドと「メ
インボルト」上部の間にワッシャを挟み中空部に通したボルトを「着脱ノブ」で固定して併用する事も可能です。
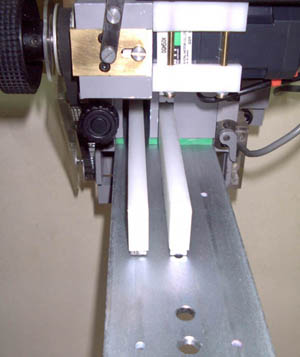
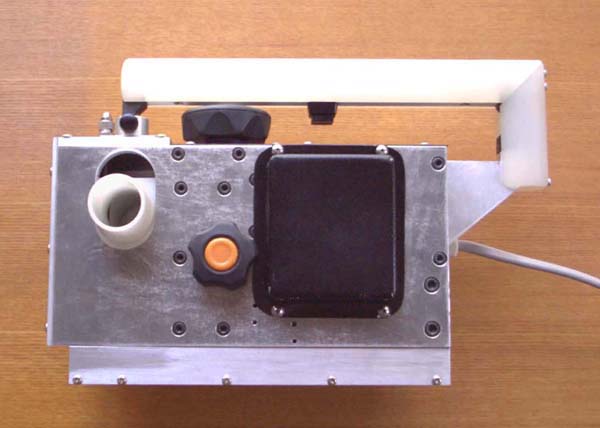
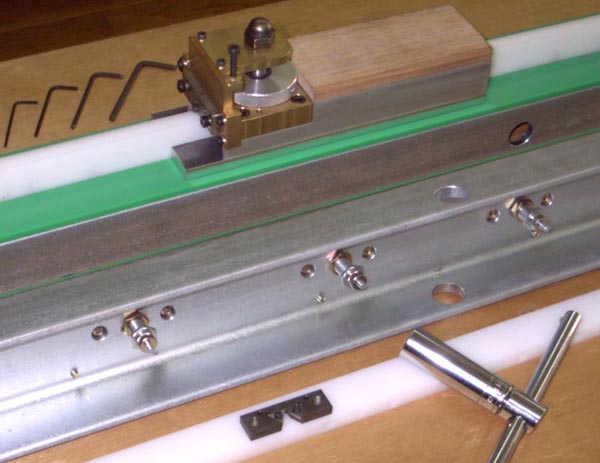
間欠中空加工用トリマーの構造と使用法
「間欠中空加工用トリマー」はバンブーロッドの間欠中空加工用のMBBSオプションとして製作されました。構造
は、プレーニングモノレールと併用して使用するトリマー基部にテーパーモノレール用と「ならい」用の各々用に切
削された溝に、バンブースプリットは対応するテーパーモノレール上にセットし、「ならい」用としてテーパー加工
した樹脂製モノレールにピンやクリップを使用する事によって間欠中空の隔壁の高さ、長さ、間隔、を設定します。
(因みにストレートテーパーのテーパーモノレールで製作されたバンブースプリットはストレートテーパーのテーパ
ーモノレールをもう1本製作しておき(断面の角度-六角竿なら60度等-は不要)バンブースプリットの下のテーパ
ーモノレールと高低の向きを逆にしてプレーニングモノレール上にセットするとバンブースプリットを乗せるテーパ
ーモノレールと「ならい」のテーパーモノレールはどちらも同じ角度(タンジェント)のテーパーなのでバンブース
プリットを切削するトリマーのビットの先端はスプリットを乗せたテーパーモノレールと「ならい」の高低差の接点
として移動するのでいつも切削量の残量(バンブーロッドのパワーファイバー面の裏側から厚さは一定になります)
また、バンブースプリットの1本を手加工で間欠中空加工しておき(この場合トリマーの支柱のバネはトリマー固定
部の下にセットすると指の押さえによるコントロールが可能になるので良いかもしれません-トリマービットの上下
調整ダイヤルには移動量の規制機構がついていますので削り過ぎの防止に利用出来ます)、この間欠中空加工したバ
ンブースプリットを「ならい」にする事で残りのバンブースプリットを間欠中空加工する事も可能です。なお、ダイ
ヤルインジケーターも「ならい」及びトリマーのビットの上下動に連動していますので便利です。これらの連動は「
副尺式の連動機構」で調節出来る様になっています。その他、アルミ製の「ならい」材等のオプションも用意されて
います。
DUAL TAPERS SETTING MODEL(For making outer & internal tapers.)
 
| {kind=link}
{kind=link}
{kind=link}