�����Ɛ��F�Ɋւ��鑍���Z�p�T�C�g
12.
PLA�i�|�����_�@�ہj�̐��F
PLA�@�ۂ�PTT�Ɠ�����1990�N��Ƀo�C�I�}�X�𗘗p���闈���I�ւ̑@�ۂƂ��ĉX�����o�ꂵ�܂����B
������哱�����̂��A�č��ő�̍������ЃJ�[�M���ł���A���݂�NatureWorks���� Ingeo
�ƌ������Ő��E�W�J���v���Ă��܂��B�������A���̓������ǂ��܂Ő^�����Ɩ����A�����������������܂���B�ނ� NatureWorks
�̎�͍H��́A�l�u���X�J�B�ɂ���ő�14���g���̐����\�͂�����
Brair�H��ł����A���̐ݗ���Dow�P�~�J���Ƃ̍��ق̉��ɍs�Ȃ��܂����i�ケ�̍��ق͉����j�B���̌�A��l�Ƃ̍��ق��o�āA���݂ł́A�^�C
PTT Chemical
�Ƃ̍��ى�ЂɂȂ��Ă��܂��B
�͂����茾���Ď�̂����������@�ۂ̃r�W�l�X���A��蒼�ړI�E�Z���I�Ƀ��^�[�����]�߂�o�C�I�G�l���M�[�ɊS�����肻���ł��B
�o�C�I�R���̏]���^�|���G�X�e�����������ꂽ���A�J�[�M���̊S�͂܂��܂����̕��삩�牓�̂��Ă��鎖�ł��傤�B�i�Ⴆ�A���{�ɂ����ẮA�T���g���[�A
���m�a�A�A�l���e�b�N�Ёi�āj�O�Ћ����́A100���o�C�IPET�����v���W�F�N�g���i��ł���B
�܂��A�����𐫂����e���t�^���[�gPET�����ɓo�ꂵ�Ă���BMildGeoCircle
�i�}�C���h�W�I�T�[�N���j�B
�@�ۂƂ��Ă�PLA
 PLA�͓��_���̃J���{�L�V���� (-COOH) �ƁA���_��(-OH)
���A�E���k�����鎖�ɂ������܂��B�܂�A�|���G�X�e���̈��ł��B�]���̃|���G�X�e����PTT�́A���̕��q�̒��ɁA�x���[���j�����̂ŁA
�F�����|���G�X�e���@�ۂƌĂ�܂��B����A�|�����_�@�ۂ́A���b���|���G�X�e���ƌĂ�܂��B
PLA�͓��_���̃J���{�L�V���� (-COOH) �ƁA���_��(-OH)
���A�E���k�����鎖�ɂ������܂��B�܂�A�|���G�X�e���̈��ł��B�]���̃|���G�X�e����PTT�́A���̕��q�̒��ɁA�x���[���j�����̂ŁA
�F�����|���G�X�e���@�ۂƌĂ�܂��B����A�|�����_�@�ۂ́A���b���|���G�X�e���ƌĂ�܂��B
���_�́AD-�́A�� L-�̂̓�ِ̈��̂������A���̂��ꂼ��̔䗦����ѕ��ł��̗Z�_���ω����܂��B
���ݓ��{�ŗ��ʂ��Ă���PLA�ł́A���j�`�J�A�����A�N������160-170���̗Z�_�ƁA��l(Biofront)
��200-230���̗Z�_����������̂�����܂��B���Ȃ݂ɁA��l��HP���Q�l�ɂ��̕����̈Ⴂ��\�ɂ��Ă݂܂��B
| �Z�_(��) | �K���X�]�ډ��x(��) | �n���Q���n�}�n�� | �ω������� | �R�ĔM | |||
| Biofront | 200-230 | 57 | �s�n | �Z | �� | ||
| �] ���^PLA | 170 | 57 | �n�� | �� | �� | ||
| �| ���G�X�e�� | 255 | 70 | �s�n | �� | �� | ||
| �i�C���� | 215�� |
����ɏ]������m���Ă��镨����
���̊e�_���������܂��B
| ��d | ���x(g/d) |
������ | ���ܗ� | �R�Đ� | �������� | I/O�l | ���ܗ� | ������ | |||
| (%) | �������� | sq.m/kg | |||||||||
| PLA
|
1.25 | 6.0 | 0.4-0.6 | 1.35-1.45 | 2���R�� | 63 | 1.0 |
1.35-1.45 | ���� | ||
| PET | 1.39 | 6.0 | 0.2-0.4 | 1.54 | 6���R�� | 394 | 0.7 | 1.54 | �Ȃ� | ||
| ��ð� | 1.4 |
PLA�@�ۂ́A
���̏�Ԃł킸���ɐ����̐F�����Ă��܂��B�ʏ���F�O�̐����͍s�Ȃ��܂���B������Ȃǂ�����A����������Ȃ��ꍇ�ɂ�1g/l
���x�̔�C�I�������܂�60-70���~5-10�����x�̌y���ōς܂��܂��B
�����̊����́A��̗Z�_�̐������Q�l�ɁA���ꂼ����40���Ⴂ���x�ōs�Ȃ��܂��B
�iPLA�́A�������́A�ɂ߂ĒႢ�̂ł����A�ɐ����|���G�X�e����荂���A�ъNjz�����ɗD��܂��B���̂��ߊ����������y������ɂ́A
�o���邾���E�����Ă������Ƃ��̐S�ł��B�j�@
�q�[�g�Z�b�g���s�Ȃ��Ă��قƂ�nj��ʂ͂���܂��A����Ȃǂ�����ꍇ�ɂ́A�]���^��PLA��Max.130��X30-60�b�B
���Z�_�^�̏ꍇ�́A������20�� ���x�������x�ŃZ�b�g���܂��B
PLA�̐��F�ƌ��S�x
PLA�@�ۂ̐��F
PLA
�̐��F�͌����ē�����̂ł͂���܂���A�ő�̃|�C���g�͐����������I���ł��B�������A�z���g�p�ɂ����āA��̑I���z�������邽�߁A��Ɏ������ĐF��
�m�F���Ă��������K�v�ł��B�܂��A���F�ɂ����ďo��F�́A�|���G�X�e����̂�����Z�g�����ɃV�t�g���܂��B���̈Ӗ��ł́A�|���G�X�e���ŏo��F����
�A�Z�e�[�g��̐F�ڂɋ߂��F�ɂȂ�܂��B
������̑f�������炩�łȂ��ꍇ�ɂ́A���̓ڂ̃e�X�g�����A�����̊m�F���s�Ȃ��K�v������܂��B
a)
�Z�_�̃`�F�b�N�@- �悸�A140���w90�b�ŃA�C�����e�X�g���s�Ȃ��܂��B����ōd������A��Z�_�^��PLA�ł��B
�d
�����F�߂��Ȃ��ꍇ�ɂ́A20�������x���グ�Ă����܂��B180���ɂȂ��Ă��d�����Ȃ���A���Z�_�^��PLA�ł��B
�i�命���̒ቷ�^��160���ōd�����܂��B�X�R�b�`�e�X�^�[�Ȃǂ������ꍇ�ɂ́A�����|���G�X�e���z���ɗ��߃x�[�L���O���Ċm�F���鎖���ł��܂��B
�����Ȃ荂���ōs�Ȃ��Ɨn�����@�B�ɓ\��t���Ă��܂��\��������܂��̂Œ��ӂ��ĉ������B�j
b)�A���J�����𐫂̃`�F�b�N�@-
2g/L�̃\�[�_�D���܂ށA100cc�̃|�b�g��2�{�p�ӂ��܂��B����͋�̂܂܁A��������ɂ́A5gr.�̔���������A80���w15���������݁A����
���ޑO���
PLA�̏d�ʂƁA2�{�̃|�b�g��pH���r���܂��B���̌��ʂɂ��A���F��̊Ҍ����̏��������߂܂��B
�iPLA����������ƁA�d�ʂ�������Ƌ��ɁB����������_�ɂ��\�[�_�D�����a����pH ��������܂��B�j
���ɁA��ʓI�Ȑ��F�H���������܂��B
1) 40������������B
�|�_�ŁApH���A4.5-5.0 �ɒ����B0.5-1.0g/L
�̃A�j�I�����U�܂𓊓��B�i��C�I�����܂ނ��̂́A�����̋z�s��W���邽�ߔ�����B�j
2) �|���G�X�e���̐��F�ɏ����ď����B
�i�������x�芷���_�́A�|���G�X�e���̏ꍇ���20�����Ⴍ����B�������APLA�́A�|���G�X�e�����ϐ������ǂ��A�ߓx�ɋC���g���K�v�͂Ȃ��B�j
3)
�]���^��PLA�ł́A110����30���̐��F�B�i���Ԃ�30���ȏ�����L���Ă��A�Z�xup�ւ̌��ʂ͂Ȃ��B�j�����^��PLA�ł́A���x������10���グ
120���Ƃ���B
4) ���𗎂Ƃ��A������s�Ȃ��B
5)
�V���ɐ����͂�Ҍ����Ɉڍs�B�悸�A�Ҍ����p��C�I�������܂𓊓��A�������A�����̈����o�����ʂ������邽�߂��̗ʂ̓|���G�X�e���ɐ������Ă���ʂ�
�����ɗ}����B60���܂őf���������B60���ɂȂ������_�ŁA1.5g/L�̃\�[�_�D��2g/L
��ʲ��ۻ�̧�Ă𓊓��B������A15���Ő����~�ߐ���ցB
�@
�i���(b)�̎����ŏd�ʕω����Ȃ��ApH�̍����덷��
�x�ł���A�ω��������^��PLA�Ǝv����̂ŁA�Ҍ����̉��x���A75���܂ŏグ�Ă��\��Ȃ��B�\�[�_�D�A�n�C�h�����ŏ��������Ă����č����x����
���B�j
�i�_�������ŊҌ������s�Ȃ����܂��L�邪�A�����̌��ʓI�ȕ����ɂ�90���ȏオ�K�v�Ȃ��ߐ������������̓f���o�������������ł��Ȃ��B�j
���F��A�E���A�����APLA�ł�100���ȉ��̊��M�����ł������̊g�U���N����܂��B�]���āA�������x�͋ɗ͗}�����������S�ł��B
�Z�b�g���x�Ɋւ��Ă��������ӂ��K�v�ł��B
PLA�@�ۂɂ�������F���S�x�ɂ���
PLA�@�ۂɂ��Ҍ����͗L���ł����A�ŏI�������邢�́A��Z�b�g�ɂ��������o�ė���̂��~�߂��i�͂���܂���B
���̂��߁A�������S�x�A���C���S�x�̑S�Ă��|���G�X�e���̃��x���ɂ��邱�Ƃ͏o���܂���B
�܂��A�������S�x�ɂ��Ă��A�|���G�X�e���ł͊��҂ł���@�ے��̃x���[���j�ɂ�鎇�O���̌������ʂ͂���܂���B
�i�ʏ�̃|���G�X�e���́A�����ό������𑱂���Ɖ��ς��čs���܂����APLA�͔��ɔ����Ȃ��čs���܂��B������A�F�ς��g�傷���̌����ł��B�j
�����������S�x�ł̎�_����������i�Ƃ��ėL���Ȃ̂́A�痿�ɂ�錴���ł��B�J�[�{���u���b�N�̎g�p�́A
�~�M�ɂ��@�ۍd��������܂��̂Ŏg�p����ɂ���Ă͒��ӂ��K�v�ł����A���̐F�̈���܂߁A
�������S�x��T�[�}���}�C�O���[�V�����ł̎������S�x���ɑ��Ĉ�̉ł��鎖�͊ԈႢ����܂���B
�������A���̍ɂ��l����ƁA�F���Ɍ��x������A�����⊮���镔���͂ǂ����Ă����F�ɗ��炴��܂���B
PLA�@�ہ@�@�����I��
PLA
�ł́A�����̕��U�������w�ǂ��܂���B����́A�����̋ɐ��Ƒ@�ۂ̋ɐ�������Ă���e�a���������Ȃ����߂ł��B
�܂��A������������ł��A���̃r���ރA�b�v�͌����Ă��܂��B�i���̑����ƁAPLA�̋��ܗ��̒Ⴓ�̑����p�ɂ��A
�Z�x���o��ƌ����ꍇ������܂����A�|���G�X�e���ł�1/1 �W���Z�x��
PLA�ł̃r���h�A�b�v�̌��E�Ǝv���č����x������܂���B�j���̂��߁A�Z�F�邽�߂ɂ́A����̐�����z���g�p������K�v������܂��B
�i�������A�����̖��̂��قȂ��Ă��Ă��A���g�������Ȃ�A�z�����ʂ͂Ȃ��̂Œ��ӂ��ĉ������B�j
����̐������[�J�[��PLA�ɑ��鐄�����Q�l�ɁA�����g�̌o���������APLA�ɔ�r�I������������̃��X�g�����܂����B
�ߋ�CI�i���o�[�����\����Ă������̂ɂ��ẮA����������CI�i���o�[���L���Ă����܂����B
�������APLA��A�Z�e�[�g�̗l�ɋɐ��̋ߎ��𗘗p���ቷ�Ő��F���s���@�ۂł́A�e�����̔��א����⌋���`�Ԃ����ɉe�����Ă��܂��B
�܂��A�r���h�A�b�v��̂�����f�ނł́A�ِ��̗̂L���A���A���̔䗦���e��
���Ă��܂��B�]���āA����CI�i���o�[�ł����F���ʂ��傫������Ă��鎖�����鎖��t�������Ă����܂��B
�i�����s�Ȃ��������̌�A�L�����Z�����ꂽ��A���g�ɕύX��������ꂽ�\��������܂��̂ŁA���̃��X�g�͂����܂ŎQ�l�ƍl���ĉ������B�j
| Dianix | Dianix | Kiwalon Polyester | ||||||||
| * |
Flavine XF (Y126) | Royal Blue CC | Yellow 6GRF (Y126) | |||||||
| Yellow Brown S-2R 150% (O30) | Dark Blue SE-B | Yellow Brown 2RF (O30) | ||||||||
| Yellow Brown A-MR | ** |
Dark Blue SE-3RT (B148) | Yellow Brown 3RF (O61) | |||||||
| Yellow
Brown S-ER (O29) |
*** |
Turquoise S-BG | Yellow Brown 3GS (O29) | |||||||
| Orange PLUS | Navy S-2G (B79) | Orange 2RS (O31) | ||||||||
| Red E-R�@(R50) | Black HLA�@�i�������S�x�ǁj | Rubine GSE (R73) | ||||||||
| Red SE-3G | Violet KBL (V57) | |||||||||
| Red AM-SLR | Kayalon Polyester | Violet 4RF (V77) | ||||||||
| Red PLUS | Yellow Brown 2RL-S (O30) | Violet FBL (V26) | ||||||||
| Deep Red SF (�������S�x��) | Rubine GL-SE 200 (R73) | Blue
D-3R
(B148) |
||||||||
| Rubine SE-FG (R73) | Red Violet FBL conc (V26) | |||||||||
| Rubine SE-B (R82) | Violet 3RL-S 200 (V77) | S | ||||||||
| Rubine PLUS | ||||||||||
| Rubine CC | |
|||||||||
| Violet S-4R | ||||||||||
| Violet CC | ||||||||||
| Br. Violet R (V26) | ||||||||||
| Blue
S-2G |
|
|||||||||
| Blue PAL | |
|||||||||
| Blue CC | |
|||||||||
*Dianix
Flavine XF
�́APLA�ɍ����Z�x������Ζ��C�G���[�ŁA�Ԗ��ɐG�ꂪ����PLA�ł͔��ɗL�p�ȉ������ł��B
**Dianix Dark Blue SE-3RT�́A�����`��PLA�ɓK�����Z�F�p�������Ƃ��Č��ʂ����܂��B
***Diaix Turquoise S-BG
�́A�R���}���x���ł����������܂��A�ǂ����Ă��Ԃ��ۂ��Ȃ��Ă��܂��u���[�n�̐F�𗎂�����������ʂ�����܂��B
�ɂ������F�́A�|���G�X�e���p�̒W�F�O���F�ł��\���܂��ACI Disperse Yellow 42
(=YL�^�C�v)�́A�������S�x�����ŐԖ�����F���܂��̂Œ��ӂ��K�v�ł��B
�Z�g���ɐF�ڂ��G���PLA�ł́A�Ԗ������͗]����p�ł͂���܂���B
���ʁA���r������F�n�̐ԐF�����������N���ƂȂ�̂ŁA�����̒�����K���Ȑ�����I�ׂR�X�g�I�ɂ��L���ł��B
�i�]���̐Ԃ́A�I�����W�ɋ߂��F�ڂɂȂ�B�j
PLA�̐��F�Ɋւ��ẮA�n���Q�����ܗL���Ȃ����U���������߂����������܂��B���̗L���Ɋւ��ẮA�u���U�����̊�{���i�v
�ɕ�����͈͂ŋL�����Ă����܂����̂ŎQ�l�ɂ��ĉ������B�@���Ȃ݂ɁA���́AUvitex
EBF 250%�AUV Fast P new�͂ǂ�����A�n���Q���͊܂�ł��܂���B
PLA�ւ̌u�������܂́AUvitex EBF 250% �iCI Fluorescent Brightener 185�j ���F�ړI�ɗL���ł��B
PLA�p�̎��O���J�b�g�܂Ƃ��Ă� UV Fast P new�iHuntsman�j ���L���ł����A�����̓������S�x�����コ������ʂ͂���܂���B
�i���Ȃ݂ɁA���ݎs�̂���Ă��鎇�O���z���܂ɂ́APLA��̕��U�����̓������S�x������ʂ������̂͂���܂���B�j
�|���G�X�e����̓������S�x�ł́A�ʏ�L�Z�m���������A�t�F�[�h���[�^�[�ł̎����̕��������o��̂ł����APLA�Ɋւ��Č����A
�L�Z�m���̕��������o��X��������܂��B
PLA�@�ۂ̏���
PLA�͌����Ĉ����@�ۂł͂���܂���A
�����𐫂�A���R���Ƃ����_�Ɋӂ߂��̕����͏\��������郌�x�����Ǝv���܂��B
���̐��F�������̑I����������������A����̎g�p�ɍ����x���Ȃ����x�̏��i�W�J���\�ƂȂ�܂��B
��{�I�ɁAPLA�̓|���G�X�e���̈��ŁA�i�C������A�N�����̗l�ɃC�I���������N�����悤�Ȋ�͂ǂ��ɂ�����܂���B
�܂��A�Ȃ̗l�ɁA�傫�ȋɐ���^����ꏊ������܂���B���̂��߁A�g������������U�����Ɍ����Ă��܂��B
�����l�ɕ��U���������g���Ȃ��@�ۂƂ��ăA�Z�e�[�g������܂����APLA�̓o�ꂪ�|���G�X�e������ł��������߁A�A�Z�e�[�g�Ƃ̔�r�ł͂Ȃ��A
�ǂ����Ă��|���G�X�e���Ɣ�r���Ă��܂��܂��B
�|���G�X�e���́A���̕����A�g���₷���A���F���S�x�ɂ����āA���̑@�ۂ��͂邩�ɗ��킷��@�ۂł��B���i�������B
����Ɣ�r����ẮAPLA�ɏ����ڂ͂���܂���B�S�������āA�i�C������A�N�����̐��F���Ɣ�r���Ă݂܂��傤�A
�ނ�ɂ͂��ꂼ��_�������A�J�`�I�������ƌ����������j�Ŕ|��ꂽ�A��������������܂��B
���̍L���đN�₩�ȐF�����W�A�ǍD�ȓ������S�x�A�������S�x�A�ǂ���Ƃ��Ă��A
�|���G�X�e���p�ɊJ�����ꂽ���U�����ł������߂��Ȃ�PLA�̋y�ԂƂ���ł͂���܂���B
���_���̂��̂́A�O���[�o���ɑ�ʂɎ������Ă��܂��B����������A�킴�킴�@�ۂɂ��Ȃ��Ă��E�E�E�̐��E�ł��B
���̖������A�����Đh���Ɍ����A���̂܂܃|���G�X�e���Ɍނ���i���ɂ���������ߗ�����ł̑傫�Ȕ��W�͂Ȃ��Ǝv���܂��B
�܂�A�����𐫂����A���R���v���X�`�b�N�Ƃ��Ă̐����c���A�@�ۂƂ��ẮA�y����ǂ�_�ƕ���ւ̎g�p�Ɍ�����ł��傤�B
�i�_�ƕ���ł́A�D�ꂽ�ъNjz�����Ə������ł����炳���E�ی��ʂ��A
����傫�����W����X�}�[�g�E�A�O���ł̐��k�͔|�p�ɑ傫�ȃ|�e���V�����������Ă��܂��B
�������A���̕���ɂ͒��F�̕K�v�͂���܂���j
���F���ߗ�����ɂ����āA���̏�Ŕj���邽�߂ɂ́ACDP�̗l�ɁA�J�`�I�������ł̐��F���\�ɂ��邩�A
���Ɏ_���������^�̑@�ۂɂ���ȂǁA��X�I�ȉ������s�Ȃ��K�v������Ǝv���܂��B
���⑫ 1��
�u7. �_�������v�̏͂ŁA�E�[�����F�ւ� �g�⑫�h �Ƃ��āA�������g���̂ł͂Ȃ��A
�E�[�����\������A�~�m�_�Ɏ�������đ@�ێ��g�𒅐F����Z�p�ɐG��܂����B���̍ہA*DyeCat�Ёi�p�j�̖��������܂������A
���Ђł͑@�ۂ̏d���ߒ��ɐF�f���������G�}����܂��鎖�ɂ��@�ۂ̕��q�\�����̂��̂ɐF�f��g�ݍ��ދZ�p���J���E���������Ă��܂��B
�i���̃v���[���e�[�V�����ł̐G�}�̓A���~�j�E���������Ƃ��ēo�ꂵ�Ă��܂��B���Ȃ݂ɁA
�|���G�X�e���̏d���G�}�Ƃ��ăA���`�������g���鎖�������̂ł����A���̓Ő������O����錻�݂ł́A
����ɑウ�Ă�͂�A���~�j�E���G�}���g���d���@���m������Ă��܂��B�j
���̐G�}�Ɋ܂ސF�f��ς�����A�\�߂��̏d���@�ō쐬�����F�y���b�g���g�����ɂ��L�͂ȐF�ځE�Z�x�ɑΉ��o����ƌ������ł��B
�������g����ł͂���܂���̂ŁA�@�ێ��g���������Ȃ����莼�����S�x�����ƂȂ鎖�͂Ȃ������ł��B
�ܘ_�A���H���̐����ɂ��T�[�}���}�C�O���[�V����������܂���B
�������S�x�ɂ��Ă��A�������q�ƌ��т��Ă�����A�@�ە��q�ƒ��ڌ������Ă��鎖����ǍD�Ȍ��ʂ����҂ł������ł��B
���A�@�ۂ̐����H�����̂��̂����F�H���ł��̂ŁA���s�̐��F�H���͕K�v�Ƃ��܂���B����́A���H���Ő�����@�ېƉ��������ƌ������ł��B
PET��i�C�����ɂ��K���ł��邻���ł����A�ނ炪���ɗ͂����Ă���̂��APLA�̒��F�ł��B
�i�ȑO�̋L���ł́A�E�[���̒��F�ɂ����p�ł���Ə����Ă���܂������A�ڍׂ̊m�F�͏o���܂���ł����B
�G�}���̂̓o�^�|�W�V�������ǂ��Ȃ�̂����s���ł��B�j
�Q�l�ɔނ�̋Z�p���Љ���v���[���e�[�V�����̃A�h���X���L���Ă����܂��B����������͂ǂ����Ahttp://www.slideshare.net/FNian/wun-presentation-presentation
�@ *DyeCat Ltd. -
�p�����[�Y��w�̌���������X�s���I�t�����x���`���[��ƁB
�n���҂́A����w�� Prof Chris Rayner�ADr Richard
Blackburn�ADr Patrick McGowan �̎O���B
���⑫ 2��
�|�����_�@�ۂ𗘗p�����E�F�A���u���Z���T���d�t�@�u���b�N���J������Ă��܂��B
�i��l�E����w�����J���j�B
���̌������A�����ł���͈͂ʼn�����܂��B
�@���̏͂̍ŏ��ɐ��������l�ɁAPLA�ɂ́A�E�����̗����\��������D��-PLA�ƁA�������̗����\��������L��-PLA�̂�����܂��B
�����������ʑΏ̂̃L�����̂��ꂼ��̍����q���҂�����Ƒg�ݍ��킹���|���}�[�����ƁA
�^������G�l���M�[�q�Ԃ̓����̒��ŕ������߂鎖���o���܂��B
�i�Ⴆ�A�E�����̗͂ƍ������̗͂������ɓ����������ƁA�݂͂͌��ɑ��E���ꓮ���܂���ˁB���ہA���ꂪ���Z�_PLA�����L�͂Ȏ�@�ł��B�j
������ς���ƁA���������L�����̍����q�́A���̕��q�Ԃɐ������Y�������ɖ߂����߂̑傫�ȗ͂������Ă���ƌ������ɂȂ�܂��B
���̗͂̈�`�Ԃ��d���ł��B�܂�A�O��������͂̑召�ɂ��A�قȂ�d�������܂�܂��B
����̔����i�ł́A��������PLA�ɁA���d�������Y�f�@�ۂ�g�ݍ��킹�鎖�ɂ��A
PLA�t�@�u���b�N�̊e�����ɐ������d����ʓd�����m����d�g�݂ɂȂ��Ă���l�ł��B
�@���Ȃ݂ɁA���c���쏊�ƒ�l�t�����e�B�A�ɂ�苤�����\���ꂽ�R�ې��\������@�ہuPIECLEX�v�i�s�G�N���b�N�X�j
�����̐����������������̂��Ǝv���܂��B
Appendix 1 PLA�̓��
�]���^PLA�̓�����p�ɑ�H/T
�X�`�[���̑f�ނւ̉e����ڕt400gr �̃p�C���j�b�g���g���A���k���ƕ������̕ω��Ŋm�F���܂����B
���̌��ʂ���AH/T�X�`�[���ł̉��x���E�́A140���ł���ƍl���܂��B
| ���� | H/T ���щ��x | 110�� | 120�� | 130�� | 140�� | 150�� | |||||
| 4�� | �� �k�i���������j | -- |
3% | 8% | 10% | 13% | |||||
| 4�� | �� ���� | -- |
�d������ | ���d�� | ���d�� | �d�� | |||||
| 8�� | �� �k�i���������j | 5% | 5% | 8% | 10% | 12% | |||||
| 8�� | �� ���� | �d������ | �d������ | ���d�� | ���d�� | �d�� | |||||
| 16�� | �� �k�i���������j | 5% | 8% | -- |
-- |
-- |
|||||
| 16�� | �� ���� | �d������ | ���d�� |
���ɁAPLA�ւ̃r���h�A�b�v���l����
Dianix Dark Blue SE-3RT/Dianix Flavine XF
����̂Ƃ����z�������ł̓�����s�Ȃ��܂����B�i����Ѝ܁E�������̓|���G�X�e���̏����ɏ����B�j�܂��A�Z�x�̌��ɂ߂��s�Ȃ����߁A��������̌Œ����A
H/P�X�`�[�� 110��X30���ł��Œ�����Ƌ��ɁA�����z�������ŁA 110��X30���̐Z�����F���s�Ȃ�����ꂽ�Z�x���ʂ̑S�Ă��r���܂����B
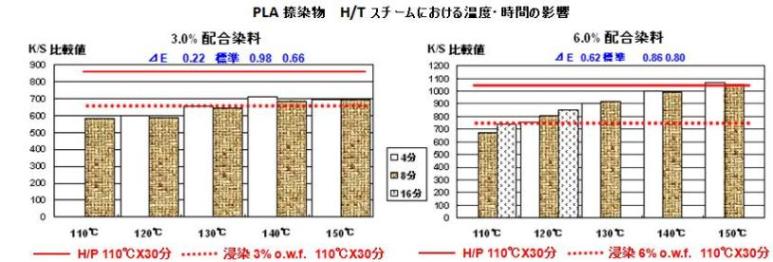
�����̌��ʂ��玟�̎���������܂��B
1) 3%�i���F�j�ł�140���ŔZ�x�́A�قڕ��t�ƂȂ�A���ю��Ԃ͗]��W���Ă��Ȃ��B�������AH/P���тɔ�r����ƁA
�Ȃ��A20%���x�W���B
2) 6%�i�Z�F�j�ł�140���ɔ��150���ŋ͂��ɔZ���Ȃ�B���̔Z�x�́AH/P
���тƓ����ł��邪�A����́AH/P���тɂ����Ă��Z�x���E�ɒB�����ׂł͂Ȃ����ƍl������B120���ȉ��ł́A
��蒷���X�`�[�����ԂŔZ�x�͐L�т�B�i�������A���̕������������Ȃ��A���k���傫���Ȃ�B�j
���_�I�ɂ́A�A����Z���ɔ�ׂĐF���e�͈͂��L������ɂ����ẮAPLA�@�ۂ��AH/T���тŔ��F���鎖�͉\���ƍl���܂��B
�����I�ɂ�130-140��������Ƃ��A���ԓI�ɂ�4���ŏ\�����Ǝv���܂��B
�������A�f�ނɂ���āA�Z�x�̒ቺ������A�������������܂ŏd������ꍇ�ɂ́A
120���A4- 8���͈̔͂Ŕ��F���s�Ȃ��������_�炩���������������܂��B
�i���jPLA�@�ۂ́A���̗Z�_����F�����A����ۯĂ�A�������A�������̉��L�@�E���L�x�Ȃǂɂ��傫���ς��\��������܂��̂ŁA
�@�@�@���̓s�x�O�������s�Ȃ��A�œK�������m�F���鎖���]�܂����B
���⑫��
�E�ʏ�̃|���G�X�e���ɂ�����
H/T�X�`�[���ł́A�����̌Œ��́A�����̏��ɂ��N����Ƃ���Ă��܂��B�������A�����̏��ؐ��͔M�G�l���M�[�̑��ǂɂ̂ݎx�z����邽�߁A
����|���G�X�e������PLA�ɕς���Ă��傫�ȍ��͐����Ȃ����ł����A�����ɂ́APLA�ɂ����āA
�����̏��ɂ͋ɂ߂ĕs�\���ȏ����ł���110���ɂ����Ă����Ȃ�̃��x���̌Œ��������܂��B���̎�����A����
H/T�X�`�[���������ɂ͏��؊g�U�����ł͂Ȃ��A�ڐG�g�U�ɂ������̌Œ����N�����Ă���̂ł͂Ȃ����Ǝv���܂��B
�E����ɂ����ẮA��ɐ�ɂ����锒��ւ̉����ɔz������K�v������܂��BPLA�̓�����̐��ł́A
���U������PLA�@�ۂւ̐�������r�I�Ⴂ���x�Ŏn�܂鎖�ɒu���Ă����Ȃ���Ȃ�܂���B
���H���̏�����������Ă����܂��B
1.
�␅�A�I�[�o�[�t���[�ŗ]���ȐF�Ђ��\���ɏ�������B���̎��A�Ђ̈ڂ�ɂ�鉘����h���ׁA�嗁��ŝ��a���Ȃ�����B
�@�@�i����ɂ����Ċg�z��ōs�Ȃ��ꍇ�́A�����S�B�j
2. 60���ňȉ��̏����ɒ��������Ҍ���ɓ����B
1.5g/l �\�[�_�D�i�ٶ؍܂Ƃ��āj
�@ �@�@ 0.5-1g/l ��C�I�������܁i�����̈��o����}���邽�ߒʏ�g�p�ʂ̔��ʂŎg�p�j
2.0g/l �n�C�h���T���t�@�C�g�i���n�𓊓����钼�O�ɓ����j
3.
���̂܂�60����10���Ҍ������p���B(���̐F�����ĊҌ���Ԃł��鎖���m�F�B�Ҍ�����k�ɒ�������ƁA�Ҍ���Ԃ������A�X�ɂ́A�r�o���ꂽ������
��鉘�����N����\��������̂�
���ӁB�j
4.
���₭�A�I�[�o�[�t���[�ɂĐ���B�i�Z�F�̏ꍇ�ɂ́A��̊Ҍ����̐F�͂��Ȃ�Z���Ȃ�B�����ɂ���ẮA�������Ŏ_�����ꌳ�̐F�ɖ߂�i���ɃL�m��
�n�̐����j�ꍇ������̂ŁA
����ɏ���Ă���Ҍ��t�𑬂₩�ɏ������鎖���K�v�ł���B�j
����̊����́A�ł��邾���ቷ�ōs�Ȃ��B����́A�������̈ێ��A�X�ɂ́A���S�x�𗎂Ƃ��Ȃ����߂ɗL���ƂȂ�B
���APLA�@�ۂ̑ѓd���͑傫���A���̖ʂ�����ߓx�̊����͔�����ׂ��ł���B
�EPLA�̓���ɂ�����ቷ�ł� H/T�X�`�[�����F�ɑ��āA���Ȃ�ȑO�ɓ�����������������Ȃ���Ă��܂��B
Appendix 2 PLA�̘A��
���́uCOLOURFUL WORLD�v�ł́A�H�ƓI�ɐ��Y���o����ƌ�������O��Ƃ��āu���F�v�𑨂��Ă��܂��B�܂�A�P�� �g�F�������h
�ƌ������ł͂Ȃ����܂���������^����A
���̏����ɏ]���ĐF�ځE�Z�x���Č����Ȃ���Ȃ�܂���B�܂��A���R�Ȃ���A���̏����ŁA�f�ނ����Ȃ��鎖�������Ă������܂���B
���������_���瑨����ƁAPLA�̘A���͐��藧���܂���B���ꂩ��A���̗��R��������܂��B
�ʏ�s��Ŕ����Ă���PLA�@�ۂ́A160���ōd�����n�܂�A170���ŗo�����܂��B�i�����ł͂�����Ⴂ�Z�_�̂��̂�����l�ł����A
������������PLA�͂قƂ�ǂ��̗Z�_�������Ă��܂����B�j
��������PLA�@�ۂ��A�A�� Pad-dry-thermofix (baking)
�ɂ�����ɂ́A�g�������̐����̃s�[�N��155���ȉ��ɗ��鎖���K�v�ł��B�i����̋@�B�̉��x�Ǘ����l����ƁA
���Ȃ��Ƃ� 5���̗]�T�����Ă����Ȃ��Ă͂Ȃ�܂���B�j
 �Ƃ��낪�A���ۂɁAPLA
�ɓK����������z�����A155������Ɋ��M�Œ����Ă݂�ƁA���̗l�ȃO���t�ɂȂ��Ă��܂��܂��B
�Ƃ��낪�A���ۂɁAPLA
�ɓK����������z�����A155������Ɋ��M�Œ����Ă݂�ƁA���̗l�ȃO���t�ɂȂ��Ă��܂��܂��B
���̃O���t���番���鎖�́A
1) �Z�x�s�[�N�́A���炩��160���ȏ�B
2) 155������5���������������ŁA20���߂��Z�x�ቺ������B
3) ���x�̐G��ɂ��F���̐U��́A�|5���T�C�h�ł��A�{5���T�C�h�ł����e�͈́i0.5�j����B
�܂�APLA�@�ۂ��A����I�ɁA�Č��ǂ����Z�F�܂�Pad-dry-thermofix�@�Ő��F���鎖�͏o���Ȃ��ƌ������ɂȂ�܂��B
���⑫��
�����o���������Z�_�^PLA�ł́A�d����180������n�܂�܂����B����A���U�����̐����̃s�[�N��170��X90
�b�ɂ���܂����B��������PLA����ʓI�ɂȂ�A�A���ł̐��F������ɓ����ė���Ǝv���܂��B
�������APLA�P�Ƃł́A�a���������߂��������̃}�C�O���[�V�����R���g���[���͂قڕs�\�ł��鎖��t�������Ă����܂��B
Appendix 3 �@PLA�Ђƌ�����
���͂��Ď������W�����Â����̈ꕔ�ł��B���Q�l�܂łɁB
�E�n��ł́A�N�ԒY�f���Z��55���d�̒Y�_��
�����C���ɕ��o����Ă���A�C�m��X�тւ̋z�������������Ă��A���̓�33���d����C���ɕ��o����Ă���B
�E�e���̌����҂ł��鍑�A�́u�C��ϓ��Ɋւ��鐭�{������(IPCC)�v�ł́A�������ʶ�����Ȃǂ�����ƂȂ�A�����I���ɂ́A
�n���̋C�����ő��5.8���㏸����Ƃ��Ă���B
�|�����_�����̏����K�͂Ƃ��̌����ɂ���
a. �g�E�����R�V1�d����A���_�́A750kg�A��ؓ��_�́A600kg�����ł���B
�@�i�����p�r�̎����Ƃ��čl����ƁA�ؓ�1kg�Y���邽�߂ɂ́Aij�ۺ�7kg�B����1kg�ɂ́A11kg��ij�ۺ����K�v�Ƃ���Ă���B�j
b. ���ޗ��́A���_���y������̂Ȃ牽�ł��ǂ��B�@
�@ ���ɐA�������_�ۂ́A�Y�������E�^���p�N���E�r�^�~���E���@���E�����ȂǑ��ʂȂ��̂��h�{
�f�Ƃ��ĔɐB�����_�����o���B�܂��A�ɐB�Ɏ_�f��K�v�Ƃ��Ȃ��E�H���ɑ������ϐ������������̋ۂɂ͂Ȃ�����������B�]���āA�H�p�ɂȂ�Ȃ������E
�ʎ��ށA�G���A�����t�Ȃǂ̎��R�������B�]�莔���p�����E�K�p�������߂������~�����Ȃǂ̗]�������݁A���n��Ɏc�鍒���̗t��s�A
�����c�趽�i�X���b�W�j�Ȃǂ̎Y�Ɣp�����A����ЂȂǂ̈�ʔp���� ���X�A�قƂ�ǂ̂��̂������ƂȂ�B
c. PLA�́A�����̎悩��p�������Ɏ���H���ł̉��g����̔����ʂ��Ζ��n������̓̈ꂩ��O���̓�Ƃ���Ă���B
�|�����_�����̑��̐����𐫎����ɏ���_
�E�����𐫎����Ƃ��ẮA���ޗ��Ƃ��ė��p�ł��镨�͈̔͂����ɍL���B
�E�����𐫎����Ƃ��ẮA�퉷�ōł����x�ȕ��ނɑ�����B
�E�����𐫎����Ƃ��ẮA���^���ɗD��镔�ނɑ�����B
�E�����𐫎����Ƃ��ẮA�ł������Z�_��L����B
�E�����𐫎����Ƃ��ẮA�ō��x�̓����������B
�E�|�����_�̓K�X�o���A�[���ɗD���B(�������A����p�̎����ɂ͂��Ȃ�Ȃ��B�j
�E���ɍ������E���l���G�����������𐫎����Ƃ��ẮA�ł��@�ۗp�r�ɓK���Ă���B
�E�����𐫎����Ƃ��ẮA�ł����̂ւ̈��S���������ƌ����Ă���B
�|�����_�̐����𐫂ɂ���
�E�������́A�@�B�I���ӁA���͋C���̃I�]���j��E���������Ȃǂ̈ꎟ�������o�āA���R�E�ɑ��݂���y�f�A�ہAꀁA
���Ȃǂ̔������ɂ��ŏI�I�ɓ�_���Y�f�Ɛ��ɕ��������B
�E�|�����_�����̐����𐫂́A�����𐫎����̒��ł͒x�����ł���i�Ⴆ�A�����n��ذ���ׂ́A����ЂƋ��ɺ��߽ĉ����u���ŁA2
-3���ňꎟ��������j�B
�܂��A���̕����ۂ̎�ނ����Ȃ��A���A�݂��Ă���ƌ����B���̂��Ƃ���A�|�����_�̕����𑣐i���錤�����e���łȂ���Ă���B
�E�|�����_�́A�ʏ핪�q��10�`25���i1,000�`3,000�ʑ́j�̍����q���Ő��邪�A
���̕����ɂ����Đ悸25�ʑ́i���q�ʖ�2000�j�O��̵غ�ϰ�܂Ŕ�y�f�I�����������A���̌�������ɂ�镪������B
�]���āA���H���i�͓y�뒆���ݎ����ł͏��X�ɕ������P�|�Q�N�����Ċ��S��������B
�iJIS K6953�ɏ]���������ł́A�D�C�I���͋C���ŁA80%�ȏ�/45���A���C�����͋C����90%�ȏ�/45���̕���x�������B�j
�E��p�p�̎��ȂǂƂ��āA���̂Ƀ|�����_�ߍ��ꍇ��12�J���Ől�̂ɖ��Q�ȓ��_�ɕ��������B
-���̕���ł́A����1970�N�ォ��|�����_�@�ۂ��g�p����Ă���(USA)�B
L-���_�@D-���_�̈Ⴂ
�EL-���_�P�̂����Ƃ���|�����_�͍������AD-���_�ł͉E�����点��\���̃|�����_����B
�EL-���_�́A�l�̂ɂ��L�p�ŁA�Ɖu�זE�̊�������A�����P�ʋۂ̃R���g���[���⊈���_�f�����Ȃǂ̗D�ꂽ�����������Ă���B����ɔ����āA
D-���_�́A��ӂ���ɂ�����ʐێ�ŊQ������Ƃ���Ă������A�ߔNL-���_�ƓŐ��̍����Ȃ������������Ă���B
�������AFAO/WHO�����H�i�Y�������ψ���ł́A���݂���Ӌ@�\�̖����B�Ȑ��㔼�N�����̓��c���ɂ͗^���Ȃ��悤�������Ă���B
�i���������u���w�ِ��́v�Ɉ�������������鎖�͐̂���悭�m���Ă��邨��A�Ⴆ�A�u�T���h�}�C�h��Q�v�ł́A�Е��́A������Ƃ��ėL���ł��������A
��������́A�����Ê�������Ă����B���������u���w�ِ��́v�́A�ʏ퉻�w�����ł́A���ꂼ��A���ʏo���Ă��܂����Aɰ��ُ܂��l��������ˋ�����
�u�s�č����@�v�̊m���ɂ��I��I�Ɉ���������ł���悤�ɂȂ����B�j
�E��̗��R����i���w�����łȂ��j���R�����@�ɂ����_�̍쐬�ɂ����ẮA����܂ŁA��Ƃ���L-���_�����o�����_��/�y�f�������E�|�{����Ă����B
�EL-�|�����_�́A�������������₷���AD-�|�����_�́A������������Ƃ���Ă���B
�iL-�̂����������������Ð��쏊�u���N�e�B�v�́A��C���ł����N���琔�N�ŋ@�B�I�ɕ��邱�Ƃ�����ƌ����Ă����B�j
�E�S���̎��R���y�@�ɂ����ẮAL-���_����łȂ��AD-���_�����������B�Ⴆ�A�u�T�C���[�W�v�i�������C��Ԃɂ��āA
���_���y�ɂ����_�_���� pH ��ቺ�������s�ۂ�ɐB�����Ȃ��悤�ɂ����ƒ{�p�ۑ��H�̈�j�̍쐬�ł́A
������L-�́AD-�̂̐����䗦�́A4:1�� L-�̂��D���ł��邪�A���̂܂ܔ��y�𑱂���Ɩ�10���Ŕ䗦���t�]���A
���̌�́AD-�̂���葽���������Ă��܂��B ���̂��߁A�i�ƒ{�̑̓��ő�ӂ���ɂ����jD-�̂̐�����}���邽�ߑώ_��������
L-�̐����̂��߂̓��ꊔ�ڎ킪��������Ă���B
�EL-���_�AD-���_�̕����͋z���@�Ȃǂɂ��\�ł��邪�A�R�X�g���ƂȂ�B
�EL-���_��������o����L-�|�����_�ƁAD-���_��������o����D-�|�����_�������q�Ƃ��đg�ݍ��킹��ƁA
���q�̕����I�ȓ������ɘa���Z�_���������鎖���o����B
�E���_��݂ƶسѲ�݂��߱�Ŏg�p����ƍ����ێ����ʂ����i��� �e04/03/09�j
PEF �|���G�`�����t���m�G�[�g�ɂ���
�ߔN�A�A���R���v���X�`�b�N�Ƃ��� PEF =
�|���G�`�����t���m�G�[�g�ɒ��ڂ��W�܂��Ă���A
�C�O�ł�BASF�A���{�ł����m�a�A�������Ȃǂ����Y�E�̔��̓r�ɂ���B
����PEF�́A�G�`�����O���R�[���ƃt����-2,5-�W�J���{���_�iFDCA�j���G�X�e�����d�����鎖�ō��������B
���̎��A�G�`�����O���R�[���ɁA
�o�C�I�}�X���o�C�I�G�^�m�[�����i�E���j���G�`�������i�_���j���G�`�����I�L�T�C�h���i���������j
�̃��[�g�ō��o���ꂽ���̂��g���A FDCA
�ɓ������o�C�I�}�X������o���ꂽ�O���R�[�X��t���N�g�[�X���g���A���S�o�C�I�}�X�����̃|���G�X�e����
�|���G�`�����t���m�G�[�g�iPEF�j���o���オ��B����PEF�́A�]���^PET�ɔ�׃K�X�p���A�����������T�C�N�����o���鎖����A
�y�b�g�{�g����b�s���O�ނ̕���ɍ��܂ł�PET�ɒu�����������Ƃ��Ċ��҂���Ă���B
FDCA
�ɓ������o�C�I�}�X������o���ꂽ�O���R�[�X��t���N�g�[�X���g���A���S�o�C�I�}�X�����̃|���G�X�e����
�|���G�`�����t���m�G�[�g�iPEF�j���o���オ��B����PEF�́A�]���^PET�ɔ�׃K�X�p���A�����������T�C�N�����o���鎖����A
�y�b�g�{�g����b�s���O�ނ̕���ɍ��܂ł�PET�ɒu�����������Ƃ��Ċ��҂���Ă���B
�@�ۉ��p�ɂ��Ă̕����͂܂����Ă��Ȃ����A���̍\�����猩�āAPLA�Ɠ��l�A�@�ۓ�������F���͏]����PET�Ƃ��Ȃ�قȂ鎖���\�z����A
���ɐ��F����ɂ��Ă����U�����̑I���A�������͐V�����̊J�����K�v�ł��낤�B
���S�x�ɂ��ẮA��͂�������S�x�������Ȃ��Ǝv����̂ŁA���ʁA�痿���F�̕�������Ǝv����B
���Ȃ݂ɁA�����Ƃ��Ă�PEF�́A�K���X�]�ʓ_��12���A�����Z�_�Ŗ�30���A���ꂼ��]��PET��荂���Ƃ���Ă���B