染料と染色に関する総合技術サイト
11. PTTの染色
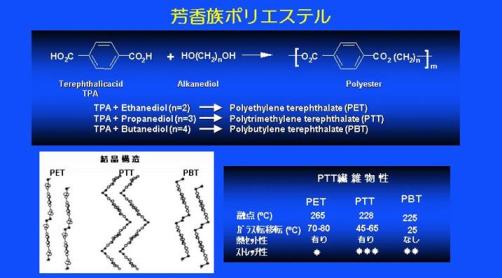
ポリトリメチレンテレフタレート
 PTT繊維についてのパテントは、
既に1941年芳香族ポリエステル繊維として現われているが、
生産コストが高くつく事から永らく忘れられていた。この繊維に再び光が当たるのは、1990年台になって、英シェル・ケミカルが、
テレフタル酸との共重合成分であるプロパンジオールの生産コスト減に成功してからである。
このシェルと技術提携して旭化成と共にソロテックとして推進したのが帝人である。その後シェルはこの分野から撤退し、
現在では、帝人ファイバーがデュポンの植物由来プロパンジオールを使いソロテック事業を継続展開している。
PTT繊維についてのパテントは、
既に1941年芳香族ポリエステル繊維として現われているが、
生産コストが高くつく事から永らく忘れられていた。この繊維に再び光が当たるのは、1990年台になって、英シェル・ケミカルが、
テレフタル酸との共重合成分であるプロパンジオールの生産コスト減に成功してからである。
このシェルと技術提携して旭化成と共にソロテックとして推進したのが帝人である。その後シェルはこの分野から撤退し、
現在では、帝人ファイバーがデュポンの植物由来プロパンジオールを使いソロテック事業を継続展開している。
日本では、これとは別に、東レがT-400 としてポリエステルとの混紡品を、加えてフィッテイ(Fitty)として、
PTT/PET複合繊維によるストレッチ素材を展開している。
(PTTは、PPTもしくは、3GTとも呼ばれる。前者は“ポリプロピレンテレフタレート=Poly Propylene Terephthalate”
から来ており、後者はPTTの原料モノマーのプロピレングリコール(=炭素数3つのグリコール)から来ている。)
PTTの特徴
PTTの結晶化度は、
一般のポリエステルに比較し小さい。この低い結晶性、及び、分子のジグザグ形状から来る特徴が、
ポリエステル並びにナイロンには無い特徴をこの繊維に与えている。その特徴を列挙する。(注:PTTもポリエステル繊維であるが、話を分かりやすくするた
めに、ここでは、現在一般に流通しているポリエチレンテレフタレートをポリエステルと呼ぶ。)
| ストレッチ性 | − | 上 の図で見られる様に PTTは、ジグザク型構造を有している。この構造は繊維のストレッチ性となり現れる。 |
| − | 100% PTTの繊維は、スパンデックス等の弾性糸を4〜7%含んだポリエステル繊維と同等のストレッチ性を示す。 | |
| 柔軟性 | − | PTT と同じ繊度のポリエステルと比較するとより大きい柔軟性を示す。 |
| − | 3 デニールのPTT繊維は2 デニールのPETとほぼ同等の柔軟性を示す。 | |
| こ のため、 柔軟性と反発性のバランスが優れている。 | ||
| − | 更 なるコストや 工程の難しさを伴うアルカリ減量無しに、 ポリエステルマイクロファイバーの持つ柔軟性を得られる。 | |
| 低温染色性 | − | PTT 繊維は、 110℃で濃色かつ堅牢な染色が出来る。 |
| こ のため 120℃以下の低温染色が望ましい羊毛や弾性繊維との混用に優れた相容性を示す。 | ||
| 防汚性 | − | PTT 繊維の防汚性は、 ナイロンのそれに勝る。 |
| 反発性 | − | PTT 繊維の反発性は、 同デニールのポリエステルのそれに勝る。 |
1.PTT繊維の精練
基本的には、ポリエステルと同じである。通常、精練が必要な場合には、0.5-1.0g/lの精練剤で60℃×15-20分の処理を行なう。場合により、
少量のソーダ灰を添加し不純物の除去を促進する。
2.プレセット
プレセットは、温度を低温に抑える事により、PTTの持つクリンプ性、ストレッチ性を損なわない注意が必要であり、通常、150℃以下の温度で行なう。
3.染料タイプ別に見る染色特性
PTT繊維(ポリトリメチレンテレフタレート)は、分散染料以外の染料ではほとんど染まらず、塩基性染料でわずかに染められるのみでる。また、
その染色性の特徴は、PETに比べ約20℃低い吸着・固着性能を持つことである。具体的には、染料のタイプにより次の様な染着挙動を示す。
1) Eタイプ分散染料
このクラスの染料では、60℃で既に最終固着量に対し10%以上の固着が見られ、90℃で90%以上に達する。
従って、60℃以下から染着コントロールする必要があり、染色開始は少なくとも50℃、極淡色の場合には40℃が適当である。
しかし、この温度範囲での、温度変化による染着勾配そのものはポリエステルに比較して大きいとは言えない、この事から、染色は、現状の染色機で、
現状のPET染色に対して行っている昇温速度で対応できる。むしろここで注意しなくてはならないことは、
初期吸着の大きさである。Eタイプ染料での淡色染めでは60℃において既に最終吸着値の半分以上の染料が吸着する。
従って、ポリエステルの染色と同様、
初期染料投入時に十分な水に分散させた染料を均一に生地に供給する染液供給/ジェットノズル/生地速度の調整が必須である。
生地送りの設定にはまた、PTT繊維自体がストレッチ性を持つ事を考慮する必要がある。
2) SEタイプ分散染料
SEタイプの分散染料は。現在、ラピッド染色の中核となっている染料である。
このタイプの染料では、Eタイプの染料に比較し染料の吸着・固着はより高温にずれる。このため、染色のコントロールは、
75℃から105℃の範囲で行う。SEタイプ分散染料のPTT繊維への染色挙動は、
ポリエステルへのそれと近似しているが80℃から90℃の範囲でより急激な立ち上がりが見られる。
従ってこの範囲での昇温速度はPETの場合に比べ半分に落とす事が望ましい。
3) SFタイプ分散染料
SFタイプの染料はSEタイプの染料と近似の染色性を示しているが,最終染着への時間はより長くかかる。この事から、染色のコンロールは75℃
から105℃の範囲でよいが、濃色には、110℃ で最低60分の染色が必要となる。
SFタイプの染料の場合もSEタイプの染料と同様ポリエステルに比較し染着速度は若干速い、
こうした事から上記温度範囲での昇温速度をやや減じる必要がある。
4.PTT繊維での110℃染色における染色温度感受性
PTT繊維上110℃での温度感受性は、ポリエステル染色での130℃染色のそれとほぼ一致する。又、110℃を130℃に上げてもその染着濃度にほとん
ど変化はない。
5.PTT繊維での均染性
PTT繊維での染料移染性は、ポリエステル上での移染性をやや上回る。この事から、PTT繊維での分散染料の均染性は、現行の染色機でほぼ問題なく得られ
る。
6.PTT繊維染色物での還元洗浄
SEタイプ 及び
SFタイプでは、還元洗浄温度80℃以下でほとんど影響がない。この点、Eタイプ染料では、80℃及び90℃で大きく濃度低下する。従って、総合的には還
元洗浄を60-70℃
の範囲で行う。PTT自体はアルカリにも極めて安定でPLAの様に分解の恐れはない。
7.常圧染色機におけるPTT繊維の染色
一般に使用され
ている綿用ウインス染色機で、綿に比べ軽い繊維であるPTTの様な繊維を染める場合には、染液がボイルする事により反物がもつれる危険性が常に存在する。
また、シーリングが完全でない仕様の染色機では、安全上の問題から、やはりボイルでの染色は奨められない。こうした点から、95℃の設定が常圧染色機での
上限標準となると思われる。これらの点を考慮すると、PTTにおいて、常圧染色を行う事は難しいと思われ、あえて行なうならば、淡色での染色を、低エネル
ギー(=Eタイプ)の染料を使用し、細心の温度管理の下、十分に時間をかけて行う。
8.PTTとポリエステル間の染色濃度差
PTT繊維は屈
折率がポリエステルより低く、同濃度に染めた場合ポリエステルより濃度が上がる。また、ポリエステルより甘い条件で染まるため、PTT/ポリエステルの混
紡で繊度が同じなら染料を選択しても同色には染まらない。同色に見せるためには、PTTの繊度をポリエステルのそれより細くし光学的な効果に依存する必要
がある。
9.染料による色安定性
PTTにおける染料の色相は、染
料個々の構造によりポリエステルの色相と変わる場合がある。こうした変色は、PLAの場合の様に主波長のシフトによるものではなく、微細部分の光吸収の変
化によるもののため、どの様な色相に変わるかは予測出来ない。染料によっては、後加工(ヒートセット)で更に色相変化が進む。この変色は、熱エネルギーに
よりもたらされるPTTの構造の緩みと染料の立体構造の変化(例 舟型→椅子型)との相乗作用によるものと考えられる。こうした染料本来の状態より不安定
な遷移状態にあると色の変化が明らかに起きるのが、アントラキノン構造を持つレッドの一部である。特に、CI Disperse Red
92、CI Disperse Red
302では、条件により大きく青ぐすむ、同じアントラキノンレッドでも、Red 86、91 は比較的安定である。
こうした不安定さを事前に知っておくために、使用する染料で染めたPTT繊維の一部を、210℃×90秒の条件でヒートセットし、
色差が生じない事を確認しておくことが望ましい。
10.PTT繊維における染色堅牢度について
通常PTT
では、構造中のベンゼン核の分布がポリエステルに比べ少ないため紫外線の染料を破壊する作用が大きくなる。これに加え、(9)で指摘した染色、及び、ヒー
トセットにより不安定な状態で染着している染料の場合には、紫外線でより破壊されやすく、日光堅牢度が本来の堅牢度に比べ大きく低下する可能性がある。ま
た、高度の光照射に対し劣化の程度はポリエステルと遜色ないが黄変は大きい。
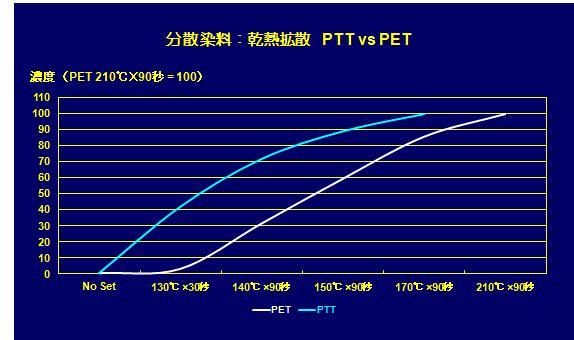
PTTは低エネルギーで繊維の隙間が開くため、ヒートセット後の堅牢度が問題になりやすい。特に洗濯堅牢度での白布汚染が強く起こる。(水堅
牢度の低下はそれ程でもない。これは染料が疎水性のため水に溶けないからである。)ポリエステルでは、乾熱条件において130℃での分散染料の拡散はほと
んど見られないが、PTTでは130℃においても染料の拡散が進む。(これは気化拡散だけではなく接触拡散も関わっているからと考える。)このため、今後
130℃で貯蔵中昇華のテストを行うスポーツ衣料で添布白布にもPTTを使用する場合には、PTT白布への汚染の問題が出てくることが予想される。経験的
には分子量の大きい染料を選んでもあまり向上は見られない。
これらに対して、ジスアゾネービーや、極性の高いDianix Blue XF、Dianix Deep Red SF、Dianix Orange
AD-Rが比較的良い結果を与える。
(必ずしもアルカリ可溶型の染料の全てが良いわけではないが、低温での昇華性と染料の極性の間に関連性があるのではないかと思われる。)
<補足>
1. PTTが、通常のPET に比べて加熱により大きく緩む構造を持つ事から、分散染料に代えてより構造の大きいバット染料も使用する事が出来ます。
この時のバット染料は、分散染料として挙動するため還元工程や酸化工程は必要ありません。
(ただし、この応用法は、ホンダにより特許化されています。)
 2.
PTTは、PLAと違い、165℃の乾熱条件で安定した濃度色相が得られるためpad
-dry-thermofix法で応用する事も可能だと考えられます。
ただし、PTT 単独の素材では、連染中に引っ張り方向にどこまでも伸びて行くため取り扱うのは実質的に不可能です。
そこで、混紡物として染色せざるを得ないのですが、PETとの混紡では、PTTに合わせ低温にすると、PET上に未染着染料が残ります。
かと言って、PETに合わせ高温にしてもPTTに対する濃度の偏りは解消されません。(反面、メランジ効果を活かす事は出来ます。)
2.
PTTは、PLAと違い、165℃の乾熱条件で安定した濃度色相が得られるためpad
-dry-thermofix法で応用する事も可能だと考えられます。
ただし、PTT 単独の素材では、連染中に引っ張り方向にどこまでも伸びて行くため取り扱うのは実質的に不可能です。
そこで、混紡物として染色せざるを得ないのですが、PETとの混紡では、PTTに合わせ低温にすると、PET上に未染着染料が残ります。
かと言って、PETに合わせ高温にしてもPTTに対する濃度の偏りは解消されません。(反面、メランジ効果を活かす事は出来ます。)
PTT
PET
ガラス転移点
45-65℃ 70-80℃
融点
228℃
265℃
耐アルカリ性
高い
高い
熱セット性
有り
有り
綿との混合品は、固着温度をPET品より、20〜30℃低める事で可能です。
PTTは、幸いにしてアルカリにも強く、還元洗浄で分散染料の綿汚染を落とす事にも支障はありません。
いずれにしても、PTTの大きな特徴は柔らかな弾性にありますのでそれを損なわない条件設定を行なって下さい。
まとめ
・PTTの染色は110℃で十分な濃度・再現性が得られる。
・染色の開始温度・昇温勾配・時間は、染料のタイプを考慮して設定するが、現行の染色機で十分対応可能である。
・染料の均染性は、ポリエステル上のそれとほぼ同等である。
・還元洗浄は、60-70℃で行う。
・常圧での染色は、Eタイプの染料で可能ではあるが、細心の温度・時間管理が必須となる。
・PTTは、‘Easy-in, but not easy-out” な繊維であり、染料の湿潤堅牢度はポリエステルと余り変わらない。
(ただし、湿潤堅牢度が、後加工温度・条件に左右される点においては、ポリエステル以上であるので注意を要する。)
・再現性を上げるため、染料の選択には、ヒートセットでの事前チェックが必要。この選択は日光堅牢度の保証にも関連する。
・高い貯蔵中昇華堅牢度が要求される場合は染料選択を十分に行なう必要がある。
Appendix PBT(ポリブチレンテレフタレート)の染色
PBT樹脂は、PET
と同じ芳香族ポリエステル樹脂として、耐熱温度は60〜140℃でやや低いものの、耐酸性、耐アルカリ性などの耐薬品性が良好で、
寸法安定性にも優れ、難燃化することも可能なため、電気部品、電子部品、自動車電装部品、OA機器を中心に使われています。
現行PBTの全世界での生産量は100万トン程度だと考えられますが、テキスタイル分野に回るものは少なく統計量としては上がって来ません。
わが国においても、繊維分野におけるPBT(ポリブチレンテレフタレート)の登場はPTT に先行し、
既に二十年を超えているものの市場への浸透と言う面では非ウレタン系ストレッチ素材として僅かに使われているだけです。
この理由はいくつかあると思いますが、1.コストと物性のバランスにおいて、PET繊維を置き換えるメリットがほとんどない。
2.染色堅牢度が悪い。の二点に集約されます。PBTの*ガラス転移点は25℃と、PETの70-80℃に比べ非常に低く、
染色堅牢度の悪さをもたらします。
つまり、芳香族ポリエステルとして染料を吸着する力(親和性)を持っていても、それを繊維構造内に封じ込める力が無いのです。
このため、低い温度でも染まりますが、洗えば落ちて来るし、もちろん、還元洗浄にも持ちません。つまり、染料にとっては、“Easy-in and
easy-out”
な繊維です。と言う事で、染色する事はあまりお勧めしませんが、敢えて行なうならば、通常の分散染料を用い、常圧(100℃)で30-
60分の染色をします。染色後の洗浄は、水洗もしくは、中温の湯で軽く洗って済ませます。
乾燥はオーバーフィードさせながら出来るだけ低温で行なう様にして下さい。
*ガラス転移点(Tg) glass transition
point:繊維では、一定方向に揃った鎖状高分子同士がからみ合って安定しているが、これを熱して行くと分子運動により、ある温度以上で、からみ合った
部分以外が緩み始める。
この温度をガラス転移点(ガラス状態とゴム状態を転移する点)と呼び染料の拡散が可能となる。
(更に、温度が上がりからみ合いが解消されると、軟化や熔融が始まる。)。