★ タッチプローブ
※Mach3でタッチプローブを使い自動で材料の位置決めするためのものです。
※または、Mach3のプローブウィザードを利用して形状のスキャンが出来ます。
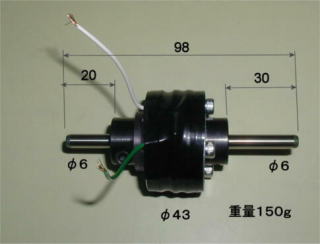
外形の大きさ φ43長さ98mm
接触圧力 φ6X30mmの先端部分 200gで作動。
胴体部分は、ビニールテープでカバーしてあります。
(組立後に入出力軸の同軸度を調整するため。)
φ6X20mm部分は、コレットでチャッキングします。
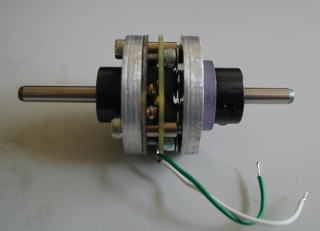
内部構造は、3点ボールφ5.0(SUS440C)支持。
組立後に入出力軸の同軸度を調整すると±0.02程度に設定できます。
あまり精度が良くありませんが、簡易プローブ位置決めとしては使えます。
垂直使用でのスキャンでは、同軸度は、あまり関係ありませんが、
XY方向の位置決めでは、同軸度が影響します。
全体図
内部構造
接触リング基板
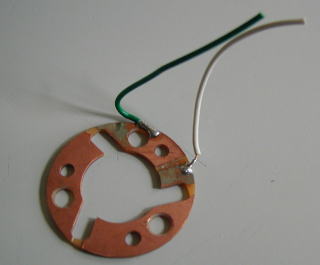
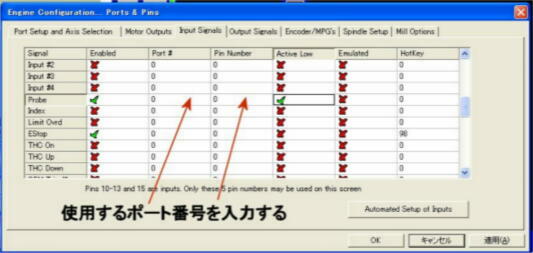
信号は、通常時、閉のためMach3プローブ設定は、下図参照。
CNCボードのI/OポートのINPUT信号を利用します。
使用可能ピン番号 Pin Number 10,11,13,15のどれかを選択。
ポート番号 Port # は 1 を入力。
信号は、通常時、閉のため Active Lowをチェックする。
以上で設定はOKです。
測定プログラムについて
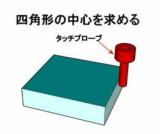
1)四角の材料の中心を求めるプログラム。
このプログラムをMach3で読み込みスタートするだけで中心を見つけてくれます。
<参考プログラム>
材料の大きさは100X100以内のもの
(変数の数値を変更すれば、測定サイズを変えることができます。
N010 (probe to find center of plate)
N020 (This program will not run as given here. You have to)
N030 (insert numbers in place of <description of number>.)
N040 (Delete lines N020, N030, and N040 when you do that.)
N050 G0 Z10 F500
N065 #1=50 (X/2=#1,Y/2=#1) 一辺が100mm/2=50mm
N066 #2=10 (Z=#2) Z軸の逃げの設定
N060 #1001=0 (X=0)
N070 #1002=0 (Y=0)
N080 #1003=0 (Z=0) Z軸測定高さの設定
N090 #1004=3 (R=3,D=2R) 測定プローブ径φ6/2=3
N100 #1005=[#1 - #1004]
N110 G0 X#1001 Y#1002 (move above nominal hole center)
N120 G0 Z#2 (move into hole - to be cautious, substitute G1 for G0 here)
N124 G0 X#1
N125 G0 Z#1003
N130 G31 X[#1001 - #1005] (probe -X side of hole)
N140 #1011=#2000 (save results)
N142 G0 Z#2
N150 G0 X#1001 Y#1002 (back to center of hole)
N156 G0 X[#1 * [-1]]
N157 G0 Z#1003
N160 G31 X[#1001 + #1005] (probe +X side of hole)
N170 #1021=[[#1011 + #2000] / 2.0] (find pretty good X-value of hole center)
N172 G0 Z#2
N180 G0 X#1021 Y#1002 (back to center of hole)
N182 G0 Y[#1002 + #1]
N184 G0 Z#1003
N190 G31 Y[#1002 - #1005] (probe -Y side of hole)
N200 #1012=#2001 (save results)
N202 G0 Z#2
N210 G0 X#1021 Y#1002 (back to center of hole)
N212 G0 Y[#1002 - #1005]
N214 G0 Z#1003
N220 G31 Y[#1002 + #1005] (probe +Y side of hole)
N230 #1022=[[#1012 + #2001] / 2.0] (find very good Y-value of hole center)
N240 #1014=[#1012 - #2001 + [2 * #1004]] (find hole diameter in Y-direction)
N242 G0 Z#2
N244 G0 X[#1021] Y[#1022]
N250 M2 (that's all, folks)
(2)円の中心を求める。

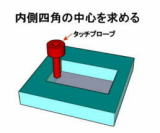
(3)内側四角の中心を求める。
(4)内円の中心を求める。

チャッキングして測定部分の振れを調整する。
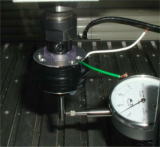
★Mach3で3Dデジタイジング(スキャニング)
 
これは、普通のダイヤルゲージです。この中にマイクロリミットスイッチを取り付けて
裏蓋からケーブルを取り出してあります。
ダイヤルゲージの上の部分がφ6なのでその部分を主軸コレットでチャッキング。
先端のプローブは、色々市販であるので利用できると思います。
測定物に接触すれば、リミットOFFになるようにしてあります。
これは、Mach3側では、ONでもOFFでも変更できます。
スキャンする範囲は、上の画像の小さい皿の部分。
大きさ 30X30 深さ7mmぐらい (大きくすれば時間がかかります。)
スキャン条件
X方向スキャンピッチ 0.5mm
Y方向スキャンピッチ 1.0mm
Z軸下降速度 200mm/min
Z軸上昇速度 1800mm/min
3Dデジタイジング用プローブの接続は、空きのINPUT端子、たとえばP15に接続。
Mach3のPINセットアップでプローブをP15に接続したことを入力しておく。
これだけで、スキャニングが可能になります。
1.Mach3画面メニューからデジタイジング・ウィザードを起動。
2.スキャン条件を入力。
3.デジタイジング・ウィザードから、この条件のG-CODEが作成。
4.位置確認後、開始ボタンで保存ファイル選択。
4.位置確認後、再度、開始ボタンで□30mmの範囲をスキャン。
これが結構かかり2時間1分となりました。
これでは、3Dの作図のほうが早い結果となりました。
作成されるデータは、XYZのテキストデータですので、そのまますぐに3D表示ができません。
下図は、Phinocerosで点群データを表示した場合です。これから曲線化して面を作成する。
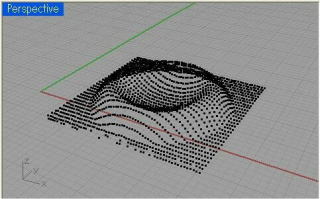
このままでは、点群データですので3Dデータ(*.STL)に変換します。
Cut3Dソフトで形状表示したとき MeshCAMで形状表示したとき
このデータからG-CODEを生成する。
そしてMach3で加工可能になります。
以上
|