 |
|
★アルミギヤーケースの2.5D加工 材質 アルミ合金 (A6063) 材料の大きさ 70X85X20 2個 CADのDXFデータから中心穴φ34、φ52部分深さ13mmスパイラルポケット加工(SheetCAM利用) センタードリルでのケガキ作業以外は、片面から1回で全てを加工します。(SheetCAM利用) CADのDXFデータからボルト取付穴の位置をSheetCAMでG-CODEを作成してセンタードリルにて CNCでケガキをする。 工具 φ10超硬エンドミル2枚刃 主軸回転数 7000RPM 早送り 2000mm/min 切削→速度 300mm/min 切削↓速度 50mm/min 切込み 1.5mm/pass 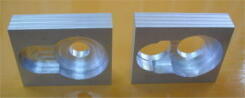 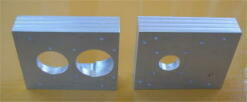   切削時間 2穴タイプ 1穴タイプ 19分08秒 13分15秒 ★アルミギヤーケースの2.5D加工 材質 アルミ合金 YH52(A5052) 材料の大きさ 140X170X25 CADのDXFデータから中心穴φ50、φ127とφ25部分深さ15mmスパイラルポケット 加工(SheetCAM利用) CADのDXFデータからボルト取付穴の位置をSheetCAMでG-CODEを作成してセンタードリル にてCNCでケガキをする。 工具 φ8ハイス鋼エンドミル2枚刃 主軸回転数 5000RPM 早送り 2000mm/min 切削→速度 125mm/min 切削↓速度 50mm/min 切込み 1.25mm/pass  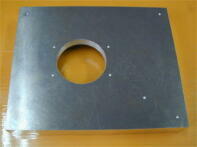 ★アルミの2.5D加工 形状 ①120x100xt6 ②120x100xt6 材質 A5052 工具 φ4ハイス鋼エンドミル 主軸回転数 5000RPM 早送り 2100mm/min 切削→速度 125mm/min 切削↓速度 50mm/min 切込み 1.7mm/pass SheetCAMでデータ作成 ①KAKOU1.NC ②KAKOU2.NC 中央の穴は荒加工(0.2mm取しろを残す)と仕上げ加工する。 切削時間 ①8:41(MM:SS) ②13:08(MM:SS) 切削油使用。(切れ味が悪くなれば、手差しする)   ★アルミ表札の加工 アルミ板350mmX120mmXt2 Vカッターで加工  以上 |



|
| ホーム / 製品情報 / ご注文方法 / CNC概要/ 加工サンプル / お問い合せ / サイトマップ / 個人情報保護指針 /特定商取引に基づく表示/ |
| SMD成晃機械設計 〒598-0001 大阪府泉佐野市上瓦屋518番 Copyright (C) SMD成晃機械設計 all rights reserved. |