
|
|
    |
「大径鋼管/開先合わせ装置」:平板をプレスによって円筒形に成形された部材のシーム部分を仮付溶接するために、円筒形材料を回転させ、シーム部分を天の位置に位置決めする装置。レーザ投光器とCCDカメラから構成された検出ヘッドで当該部分を撮影し、高速画像処理によって開先部分を検出し、位置決めをしています。  検出ヘッド 検出ヘッド
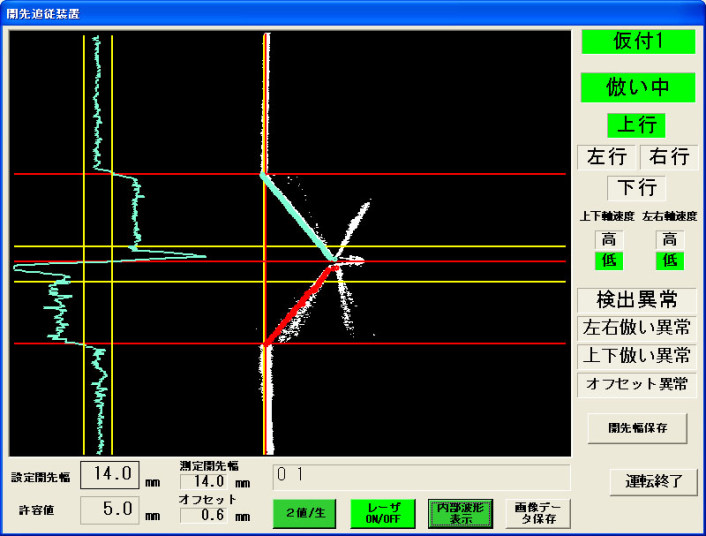
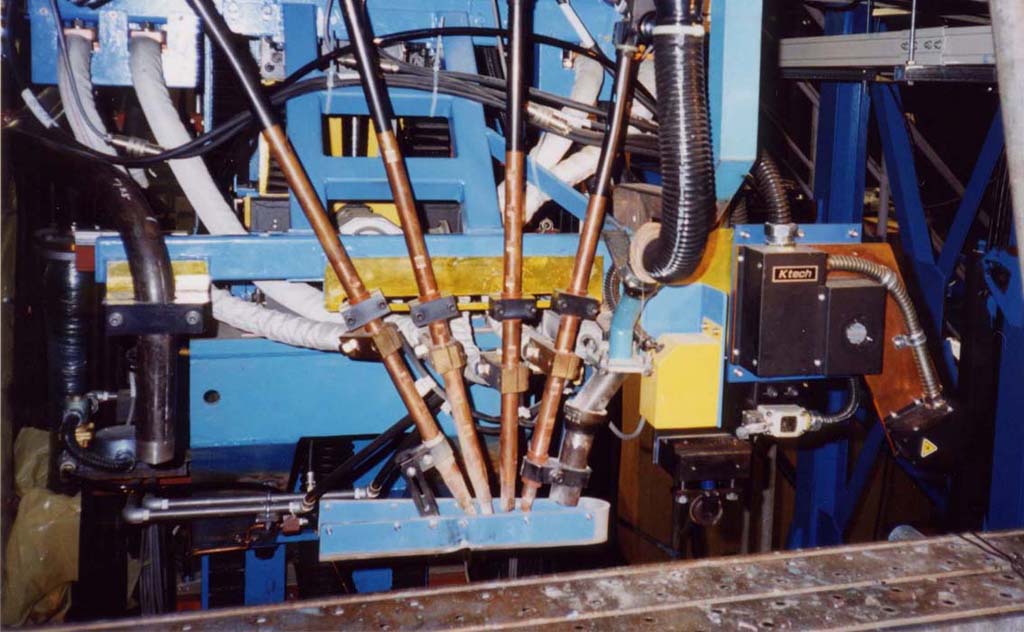
「大径鋼管/仮付溶接用追従装置」:大径鋼管を製造するために円筒形に成型された材料のシーム部分を溶接するために、仮付溶接トーチに先行してシームの上下左右の変動に追従するための装置です。これによって、溶接トーチが正確にシーム部分をトレースすることが可能になります。視覚センサと画像処理技術を利用して自動化しています。
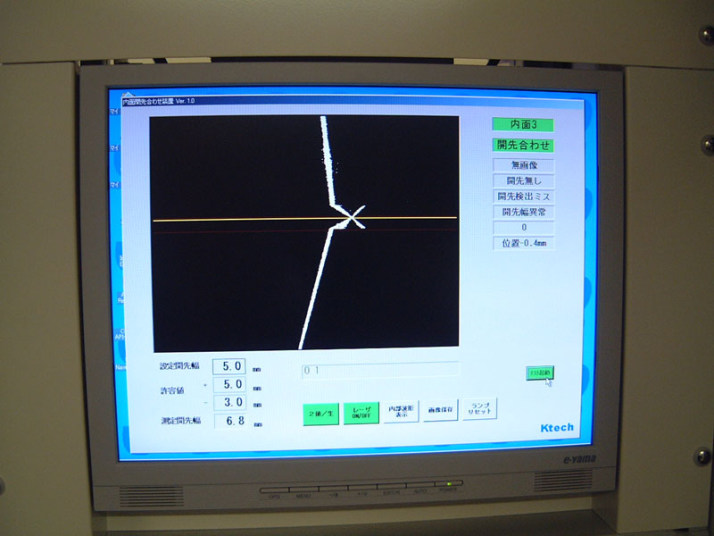
「大径鋼管/内面溶接用追従装置」:大径鋼管を製造する工場では、溶接前に、鋼管の溶接すべき位置を溶接トーチの方向に合わせる作業が必要です。また、溶接中には溶接トーチが鋼管の溶接箇所(溶接線)を正確にトレースする作業が必要です。この装置は、内面溶接工程におけるこれらの作業を、視覚センサと画像処理技術を利用して自動化しています。
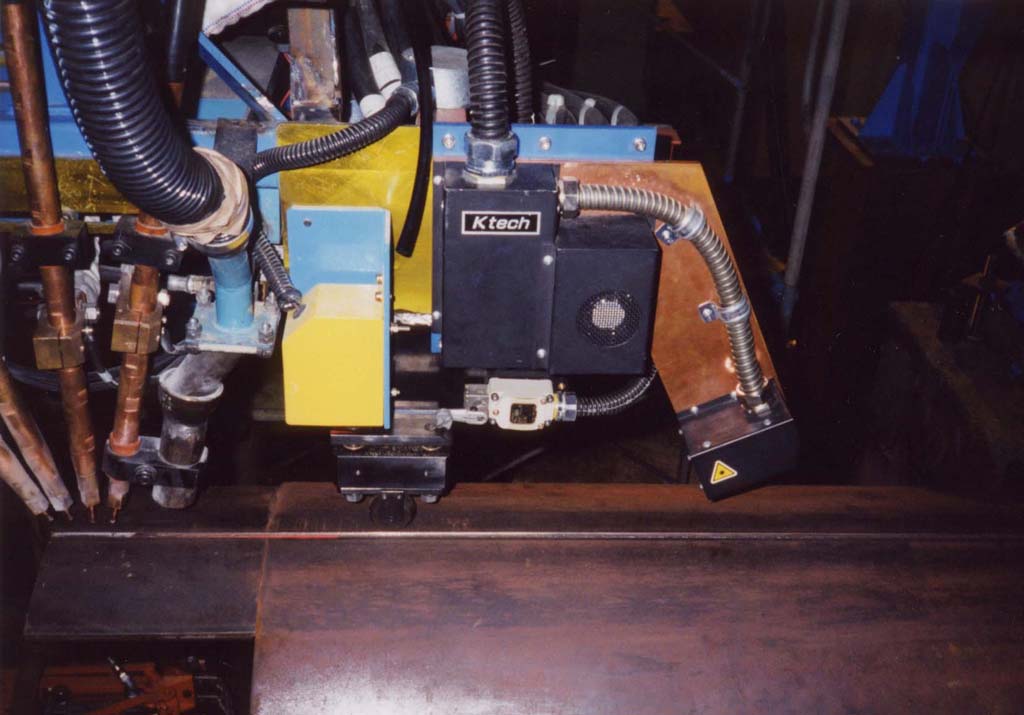
「大径鋼管/外面溶接用追従装置」:大径鋼管を製造する工場では、溶接前に、鋼管の溶接すべき位置を溶接トーチの方向に合わせる作業が必要です。また、溶接中には溶接トーチが鋼管の溶接箇所(溶接線)を正確にトレースする作業が必要です。この装置は、外面溶接工程におけるこれらの作業を、レーザ投光器とCCDカメラとからなる検出ヘッドで溶接箇所を撮影し、得られた光切断画像をコンピュータによって処理することによって、溶接すべきラインを自動追従します。
「大径鋼管/位置決め装置1」:大径鋼管を製造する工場では、溶接した部分に対して、補強の溶接、表面手入れ、超音波検査、X線検査など、様々な加工が行われます。このため、鋼管の溶接線を特定の方向に位置決めする作業が必要になります。この装置は、光学的に光切断法と呼ばれている方法で対象物を画像計測し、鋼管を回転させる機構と連携して、溶接線の位置決めを行っています。 「大径鋼管/位置決め装置2」:大径鋼管を生産する工程のなかで、探傷、加工、仕上げ処理など、溶接ビードの位置を基準とした作業が多数あります。この装置は、鋼管を回転させながら、画像検出ヘッドで鋼管表面の僅かなビードのふくらみを検出し、鋼管を所定の姿勢に位置決めする装置です。
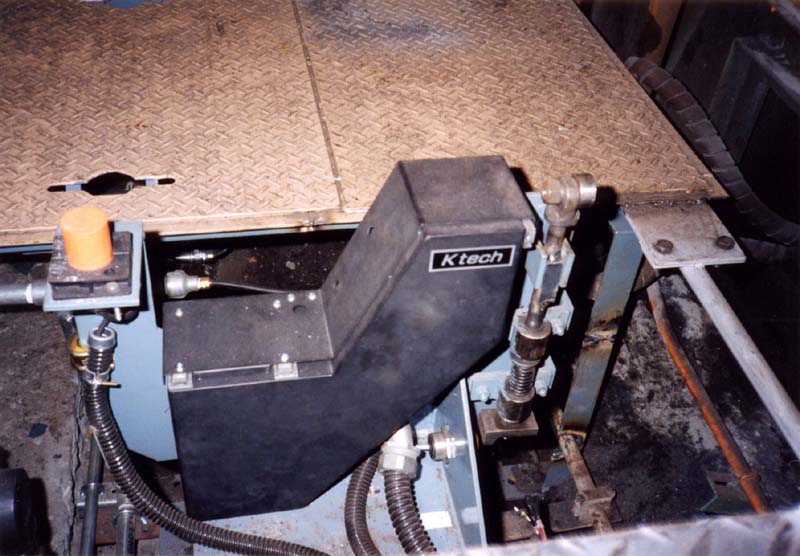
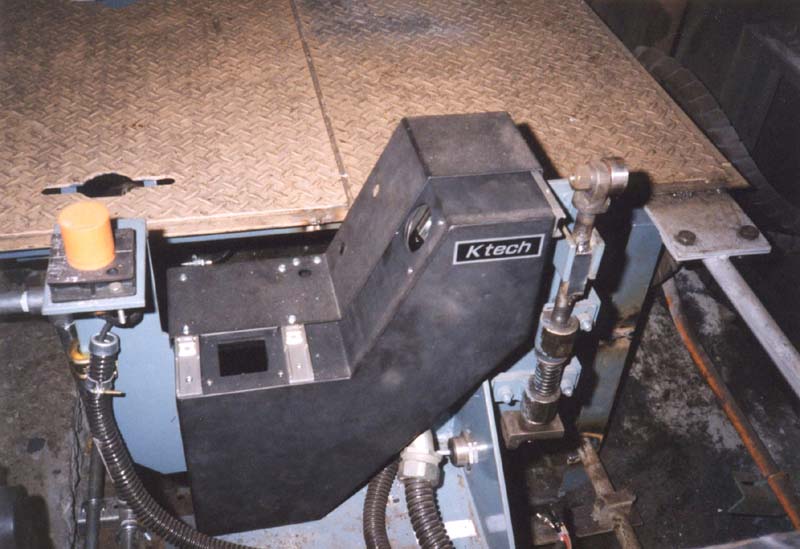
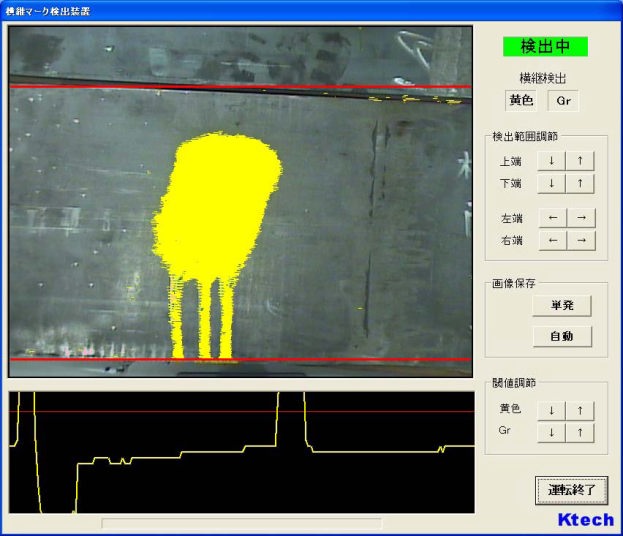
「ERW鋼管/シーム追従装置」:ERW(電縫)鋼管を生産する工程では、超音波探傷(UST)が連続的に行われています。この装置は、探傷器が鋼管の溶接シームとの相対関係を維持するために、画像検出ヘッドによってシームの位置を検出し、シーム位置の変動に対して、探傷器と一体になって追従していく装置です。 「ERW鋼管/横継検出装置」:本装置は、鋼管を連続的に生産する工程で、原料部材の継ぎ目を画像により検出する装置です。原料部材の継ぎ目には特定色のペイントが塗布されますが、材料が搬送される過程で、ローラなどに擦れて色が薄くなってしまいます。この装置は、撮影画像中の色情報を特殊な方法で処理し、鋼板上に存在するグラインダ痕その他の外乱成分によって誤検出することなく、継ぎ目部分を安定して検出できる装置です。
「ERW鋼管/印字装置」:連続的に生産されるERW(電縫)鋼管は、製造の最終段階で、出荷寸法に応じて切断されます。切断された管端から定められた位置に製造工場名や規格などの情報が印字されます。この装置は、完成品の鋼管の所定の位置に、所定の情報が印字されているように、切断する前の工程で、予め、鋼管にマーキングする装置です。  印字ヘッド部 印字ヘッド部  制御部 制御部
「ERW鋼管/曲がり矯正装置」:ERW(電縫)鋼管を生産するラインでは、工程中のローラのわずかな位置ずれのために、生産されるパイプに曲がりが発生します。この装置は、実際のパイプの曲がりをオンラインで測定し、この曲がりを無くする方向にローラの位置を自動的に制御することによって、生産中のパイプの曲がりを矯正することができるものです。 「バーコード発行・挿入装置」:シームレス鋼管を生産する工場では、1本1本の鋼管の内側に生産を管理するためのバーコードを貼り付けています。この装置は、通過するパイプに対して、上位コンピュータから伝送されてきた情報に基づきバーコードを印刷し、これを挿入アームで掴んでパイプの内側所定の位置に貼り付けるための装置です。  装置写真(①アーム縮、②アーム伸) 装置写真(①アーム縮、②アーム伸)
「寸法自動記録装置」:鋼管を生産する工場では、工程の各所で生産中の鋼管の外径や肉厚を測定し、帳票に記録して管理する方法が採られています。この装置は、作業者が寸法を測定すると、その測定値が無線を介してコンピュータに入力され、測定値が大形の電光表示板に表示されるとともに、公差はずれなどの警告情報を表示するものです。さらに、測定した全てのデータを上位コンピュータにも送信することができ、また、客先に提出する帳票の出力も自動的に行うことができるものです。 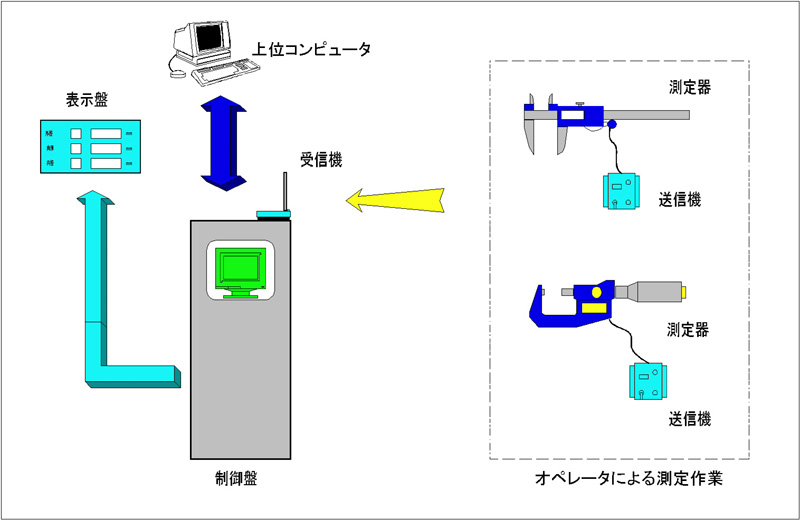 システム構成 システム構成  表示盤 表示盤 「鋼管疵情報トラッキングおよび当該部分排出装置」:小・中径鋼管は、これを連続的に生産し、その下工程で納入寸法に合わせて短尺に切断する方法が広く採用されています。本装置は、連続生産の工程の中で、製品に含まれる欠陥を検出する装置からの情報を受信し、この欠陥位置を自らトラッキングし、短尺に切断された後は、その欠陥の含まれている短管をトラッキングし、警報ランプ・警告音でオペレータに通報するとともに、排出装置に到着した時点で排出信号を出力し、欠陥を含む短管をラインから排出するための装置です。
|