1.硫化ニッケルの状態平衡図とα-β相転移の関係
図1は硫化ニッケル(Nickel Sulfide)の結晶相に対するニッケル(Ni)とイオウ(S)の2成分系の状態平衡図(Phase Diagram)を示します。硫化ニッケルには高温で安定なα相と低温で安定なβ相が存在します。強化ガラスの包有物として見られる硫化ニッケルの組成範囲はイオウ成分の含有量に対して26.7wt.%~42.1wt.%の範囲にあります。これらの組成範囲では硫化ニッケルの結晶相はNi7S6、NiS、Ni1-xSの各端成分に対してα相(高温相)とβ相(低温相)がそれぞれ存在します。それぞれのα相-β相の相転移温度は以下の通りです。
| 1) |
Ni7S6 |
i397℃ |
| 2) |
NiS |
379℃ |
| 3) |
Ni1-xS |
282~356℃(イオウ成分の含有量が増加すると282℃でβ相がα相に相転移する) |
硫化ニッケルは、異物や包有物の内部で共存する結晶相の違いによってα相からβ相への相転移温度が大きく異なることがわかります。すなわち、硫化ニッケルの化学組成の違いによって共存する結晶相が異なり、同時にα相からβ相に相転移する温度が異なることがわかりました(以下の文献Sakai and Kikuta(2004, 2007)をご参照ください)。
Chihiro Sakai and Masashi Kikuta "Reduction of nickel sulfide in tempered and heat-strengthened glass to
avoid spontaneous breakage" Proceedings of ICG XX Kyoto (2004).
Chihiro Sakai and Masashi Kikuta "Heat Soak Test (HST) with high Reliability" GLASS PERFORMANCE DAYS, Tampere Finland (2007) 1-3.
|
図1.硫化ニッケルのNi-Sの2成分系の状態平衡図
|
2.硫化ニッケル結晶相のα-β相転移
硫化ニッケルの組成の違い(NiとSの含有量の違い)とα相-β相の相転移温度の違いに対しては、Sakai and Kikuta(2004)によって硫化ニッケルの相転移とその温度の関係が最初に論じられました。
1)Sakai and Kikuta (2004) の記載事項
The stable NiS with high content of sulfur (more than 35.3 wt.% of S) can transform from beta to alpha form at 282C.
Therefore, optimal temperature condition of alpha-beta transformation of
the NiS is lower temperature less than 282C.
The NiS with high content of sulfur component can be transformed from beta
to alpha phases with increasing temperature at low temperature 270C.
It is concluded that the higher temperature more than 260 degree is dangerous zone for completely stable beta NiS.
C. Sakai and M. Kikuta “Reduction of Nickel Sulfide in tempered and heat strengthened glass to
avoid spontaneous Breakage” XX International Congress on Glass, Kyoto, Japan, 2004.
2)Sakai and Kikuta (2007) の記載事項
The temperature of alpha-beta phasetransformation of nickel sulfide differs largely with the different component (the ratio of nickel and sulfur) of NiSin the crystal as shown by Kullerud
(1964). Beta phase of crystalline NiS with ideal composition (Ni:S=1:1) continuously
transforms to alpha phase, at 379degree Centigrade. Therefore, the beta-NiS is stable in the wide temperature range from
room temperature to 300 degree Centigrade. But, the beta-NiS with excess Sulfur content (Ni1-xS) transforms to the alpha phase
at 282 degree or over. Therefore, the beta NiS with excess Sulfur is not stable at 282 degree
or over. It will transform to the alpha phase by the addition of heat energy. This
phenomenon is already reported by Sakai and Kikuta (2003, 2004), and the heating in the HST over 282 degree includes the danger that causes a part of the particle of crystalline beta-NiS to the alpha
phase, again. In ICG2004 (in Kyoto), they have already reported the above
descriptions, and the phenomenon of the phase transformation of NiS with
excess Sulfur from beta to alpha was shown experimentally by the DTA analysis
of synthetic NiS powder(see Figure 5 ofSakai and Kikuta [9]). Consequently,
the suitable conditions of the phase transformation from unstable alpha to
beta of NiS are as follows; Heating rate: lower than 3C/min, Maximum temperature:
240C plus minus 20C,
C. Sakai and M. Kikuta “Heat Soak Test with high Reliability” Glass Processing Days, 2007.
しかしながら、欧州標準EN14179-2005は、上記の硫化ニッケルのα-βの相転移温度と組成との関係を十分に考慮せずにヒートソーク試験を290℃±10℃で制御することを提案しました。このヒートソーク試験の熱処理条件は、Dr. A. Kasperを中心としたSaint Gobain Glassで検討されていましたオフライン・ヒートソーク試験の条件(prEN14179-1)にしたがって決められたと考えられます。
A. Kasper "New Measurements of NiS Transformation Kinetics to Better Understanding
Heat Soak Test Breakage Data" Glass Processing Days, 2001.
GEPVP EUROPEAN STANDARD prEN 14179-1 Glass in building Heat soaked thermally toughened soda lime
silicate safety glass Part 1: Definition and description" Glass Processing Days, 2001.
European Committee for Standardization EN14179-1 Glass in building - Heat soaked thermally toughened soda lime
silicate safety glass - Part-1: Definition and description。
したがって、EN14179-1_2005の条件では、ヒートソーク試験でβ相に相転移した硫化ニッケルがヒートソーク試験炉の中で再びα相転移してしまう危険性が高いと考えられます。
|
3.硫化ニッケルのα相-β相の相転移の微細組織
図2に示すNi-Sの2成分系の状態平衡図に硫化ニッケル異物の平均組成をプロットすると、Ni1-xSとNi3S4の2相の共存する領域に入り、この結果から包有された硫化ニッケル異物には282℃でβ相が相転移する相が存在することが分かります。このような組成領域においては、図3に示すように硫化ニッケル中には相転移に伴って異なる組成の硫化ニッケル相が析出して(いわゆる共析)、相転移温度を境にα相とβ相がラメラ状に析出することがわかります。
このような硫化ニッケルの包有物(異物)ではβ相転移後に体積膨張して自然破損してもその異物相にはα相が残存しており(図4参照)、その結果100%がβ相の場合に最大4.2%の体積膨張がある場合でも、残存するα相の析出量によって体積膨張率が減少して自然破損しにくくなるリスクを持ちます。このことから、ヒートソーク試験においては、硫化ニッケルの全てがβ相転移できる熱履歴(保持温度と保持時間)で処理しなくてはなりません。
|
図2.硫化ニッケル粒子の平均組成と共存する結晶相
硫化ニッケルの平均組成(緑色の線)がNiS(Ni/S=1.0)よりS成分に乏しい場合には異物中にNi7S6とNiS
が含まれます。しかしS成分に富む場合にはNi1-xとNi3S4が共存してβ相転移温度が282℃に下がります。
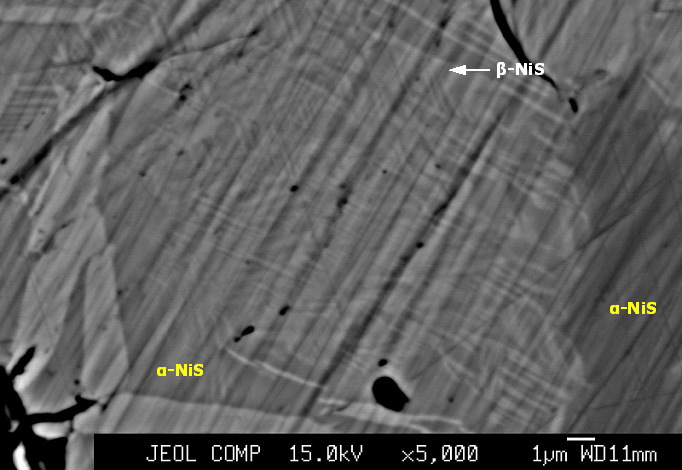
図3.β相転移後の硫化ニッケル包有物中の微細構造(BSE:反射電子像)
強化ガラスの自然破損を生じた硫化ニッケル包有物の微細組織を示します。組成の異なる硫化ニッケル相が
ラメラ状に析出しています。硫化ニッケル異物は決して単一組成ではなく複数の結晶相から構成されています。
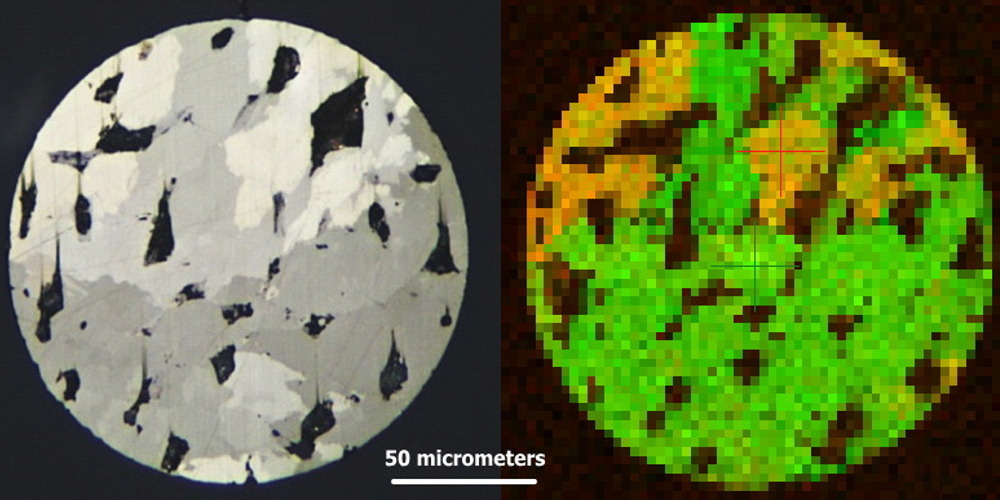
図4.強化ガラス中の硫化ニッケル包有物のβ相転移後の組織(左:反射電子像、右:顕微ラマン分光分析)
反射電子像(左図)では硫化ニッケルの結晶粒界が明確に確認されます(明るい部分はNi成分の含有量が高い)。
また顕微ラマン分光法のマッピング分析では自然破損を生じた硫化ニッケルの粒子中にβ相(緑色)とα相(橙色)
が共存していました。この結果から、自然破損は異物内部の全ての硫化ニッケル結晶の体積膨張ではありません。
|
4.EN14179-1_2016とISO20657_2017
EN14179-1_2005に従ったヒートソーク試験に対しては、Sakai and Kikuta (2004、2007)が具体的に指摘してきたように、290℃±10℃の温度で保持することでβ相転移した硫化ニッケルを再びα相に相転移させる危険性があることが明らかになりました。そのために、彼らはGlass Performance Days(Finland)やISOの会議において290℃での保持の危険性を強く指摘してきました。
Sain Gobain GlassのDr.A.Kasperを中心にオフライン・ヒートソーク試験において290℃保持の妥当性が再検討され、Ni-S状態平衡図から280℃以上の温度での保持がβ相のα相への相転移を引き起こす危険性が高いことが十分に理解され、2009年のGlass Performance Days(Finland)の発表では、Yousfi et al.によって260℃±10℃への変更が提案されました。
O.Yousfi, Y.Brechet, P.Donnadieu, A.Kasper and F.Serruys "Proposal to enhance the Heat Soak Test following EN14179-1 Glass Performance Days 2009.
その後、EUを中心としてヒートソーク試験のISO化への議論が高まり、著者も参加したISO化の数回の議論を通して最終的にEN14179-1_2016の原案通りにオフライン・ヒートソーク試験の熱処理条件がISO20657_2017に記載されました。その結果、ENもしくはISOの標準条件を用いた現在のオフライン・ヒートソーク試験の保持温度の条件は260℃±10℃となっています。
EN14179-1 "Glass in building - Heat soaked thermally toughened soda lime silicate
safety glass - Part 1: Definition and description" 2016.
ISO20657 "Glass in building — Heat soaked tempered safety glass" 2017.
そのために、オフライン・ヒートソーク試験において290℃±10℃で処理するEN14179-1_2005の条件に従ったヒートソーク試験の処理条件は間違った方法になりました。
|
5.実操業におけるヒートソーク試験技術
図5にはISO20657_2017に記載された強化ガラスに対する2つのヒートソーク試験技術の比較を示します。ヒートソーク試験には、1)従来タイプのオフライン・ヒートソーク試験と、2)新しい技術であるインライン・ヒートソーク試験があります。それぞれの熱処理条件はISO20657_2017に具体的に記載されていますが、以下にそれぞれの特徴(利点と欠点)を比較してみます。どちらの技術もISO20657に記載された正式なヒートソーク試験技術です。
1)オフライン・ヒートソーク試験
生産された強化ガラスをそのまま(あるいは保管場所から)所定のホルダーに装着してヒートソーク炉内に挿入します。その際にISO20657で決められた方法でガラス製品の間隔を確保します(熱循環の効率化とガラス表面の均熱化のため)。ヒートソーク炉はガラス製品を挿入する度に開閉するのでソーク炉内の温度は室温と260℃を繰り返します。ヒートソーク試験後の製品はホルダーごと引き出され熱処理された製品が取り上げられます。ヒートソーク炉内で自然破損したガラス片はホルダー周辺に飛散します。
2)インライン・ヒートソーク試験
強化工程を終了したガラス製品はそのままコンベア上を流れてヒートソーク炉内に挿入されます。ヒートソーク炉は220℃で保温されており炉内で所定の時間保持された後にそのまま引き出されてヒートソーク済の製品となります。ヒートソーク炉内で自然破損したガラス片はそのまま炉の底に落ちて回収されます。製品はコンベア上を流れて冷却されるのでそのまま取り上げます。
6.長所と短所
オフラインヒートソーク試験とインライン・ヒートソーク試験の長所と短所を比較してみます。
1)オフライン・ヒートソーク試験
| ・ |
ヒートソーク試験設備の導入が比較的安価にでき加工システムは単純なので小規模の加工に適しています。 |
| ・ |
強化ガラスの製品を人為的に積み替えまた所定のホルダーに製品を配置するため多くの時間と工数を要します。 |
| ・ |
ヒートソーク炉は加熱(260℃)と冷却(室温)を繰り返しますのでエネルギーの効率的な管理が難しいです。 |
| ・ |
大規模な生産設備には適していません。 |
2)インライン・ヒートソーク試験
| ・ |
一定温度(220℃)に保持された炉内に強化ガラス製品が挿入されるのでガラス表面の均熱化に優れています。 |
| ・ |
ヒートソーク試験は強化ガラスの生産サイクルと協調しているのでソーク漏れが起こりにくいです。 |
| ・ |
安全な強化ガラスの自動生産が可能になるので省力化や時間短縮とコスト削減が期待できます。 |
| ・ |
平板状、容器状また曲率のある製品をコンベア上で搬送し、所定のホルダーに積み替える必要がありません。 |
| ・ |
安全な強化ガラスの大量生産に対しては非常に適したヒートソーク試験方法です。 |
| ・ |
設備の新設に対しては初期的な費用が必要になります。 |
| ・ |
大量生産を行わない強化ガラスの生産法には適していません。 |
|
図5.ISO20657_2017が示したヒートソーク試験技術の比較
上図:オフライン・ヒートソーク試験(従来技術)、下図:インライン・ヒートソーク試験(新技術)
|
7.実操業での注意事項
・オフラインヒートソーク試験において最も注意すべきことはヒートソーク試験炉の内部においてガラスの表面温度を280℃以上にしてはいけないことです。ヒートソーク試験炉が熱風循環式の場合には吸い込み口と吐き出し口では温度が異なります。最も高温の部分でガラス表面温度が280℃未満にすべきです。また、ISO20657_2017の記載に従って、昇温速度は3℃/min以下にしてすべきです。これは、硫化ニッケルにFeやSeなどを含む場合には極めて留意すべき条件です。
・保持温度は280℃未満であるならば260℃±10℃の温度で維持しなくてもそれよりも低温部でヒートソーク試験が可能であることが既に公表されています(酒井・佐藤 2020)。強化ガラスに含まれる多くの硫化ニッケルは3℃/minの昇温過程でβ相に相転移しますが、最高温度で保持することはガラス表面の均熱化維持のために行っています。ISO20657_2017では2時間とされていますが、均熱化が優れたヒートソーク炉ならば240℃で15分保持でもβ相転移は十分で達成できます(酒井・佐藤 2020)。
・実用的には大量生産の場合にはインライン・ヒートソーク試験を行うことが最も良いと考えられます(Sakai 2020)。強化ガラスの表面の均熱化はオフラインヒートソーク試験よりも優れており、また強化後に連続してヒートソーク試験ができるメリットもあります。インラインヒートソーク試験では、炉内温度を一定に維持する制御やヒートソーク試験炉に挿入される強化ガラスの表面温度管理が重要となります。
酒井千尋・佐藤良司 「オフライン・ヒートソーク試験の低温処理化の可能性」"Possibility of low-temperature processing of off-line heat soak test" Journal of the Ceramic Society of Japan, Supplement 128 [7] S1-S7 2020.
Chhiro SAKAI "Advanced technology for in-line continuous heat soak test of tempered sheet glass to guarantee high reliability" Glass Technol.: Eur. J. Glass Sci. Technol. A February 61 [1] 16-24 2020.
酒井千尋 「強化ガラス自然破損起点の硫化ニッケルのβ相転位分析技術」 "Analysis of beta-phase transformation of nickel sulfide from the
origin of spontaneously fractured tempered glass" Journal of the Ceramic Society of Japan, Supplement 132 [1] S1-S6 2024.
酒井千尋 「最適なオフライン・ヒートソーク試験による安全な強化ガラス」 "Safety tempered glass after suitable off-line Heat Soak Test" Journal of the Ceramic Society of Japan, Supplement 132 [9] S7-S12 2024
|
8.世界のヒートソーク試験技術の比較
著者は、主にインターネットの情報を中心に日本国内のガラス製造会社を含む世界の代表的なガラス製造会社の10社に対して、強化ガラスの自然破損の原因とヒートソーク試験の処理条件を調べてみました(2024年8月現在)。その結果、国内1社(日本板硝子株式会社)と海外2社がISO20167_2017を参考にしてヒートソーク試験を行っていることがわかりました。
しかし、その他の国内や海外のガラス製造会社では強化ガラスのヒートソーク試験に対しては依然としてEN14197-1_2005の条件で処理していることもわかりました。また、一部の企業ではヒートソーク試験の温度条件を開示していない場合もありました。処理温度が280℃以上になると、一旦β相転移した硫化ニッケルの一部がα相転移してしまい、危険な硫化ニッケルを十分に除去できないリスクを残します。やはり早急にEN14179-1_2016やISO20657_2017の処理条件にしたがってヒートソーク試験をすべきであると考えます。
硫化ニッケル異物による強化ガラスの自然破損と強化ガラスのヒートソーク試験技術についてのご質問は、「ガラス分析技術ラボラトリー」にご連絡ください。
「ガラス分析技術ラボラトリー」
メールアドレス: QYJ06173@nifty.com
|