★材料原点の決め方
.加工部品の原点とプログラムの原点の決め方。
加工部品をテーブルにセットします。
たとえば下図のXYZ矢印部分が原点とします。
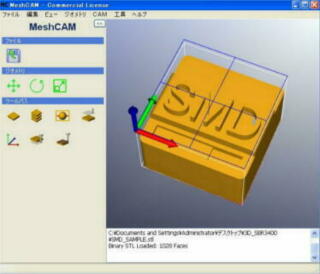
Mach3のジョグボタンで主軸を原点部分に移動します。
また、移動速度を加減したいのであれば、ShuttlePRO2、ShuttleExpressなどの
ジョグダイヤルで送り作業をすると良い。
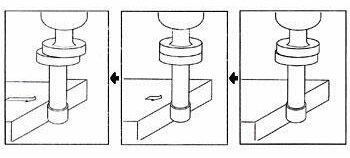
正確に位置決めをする場合には、芯だしバーなどで位置決めをする。
接触した位置から測定棒の半径を補正した位置がゼロ点になります。
位置が決まれば、Mach3画面のカウンター数値の左側の
X軸、Y軸、Z軸ボタンを押せば、カウンター数値がゼロになります。
★芯出しバーにて位置決めの場合★
・接触した位置で先ずゼロリセットする。
・次に、測定棒の半径(たとえば3mm)を補正した位置がゼロ点であるので、
画面下側のGコード入力欄に "F1000 G01 X-3.0"と入力してキーボードの"ENTER"キーで
F1000の速度で-3mm自動で移動します。
X=-3mm 表示。
その位置は、X軸原点なのでMach3のX軸をゼロリセットする。
・同じようにY軸も原点出しをする。

・部品からの刃物の高さの設定。
刃物を下降して材料の表面に当たった位置をZ軸ゼロにする。
(Mach3画面のカウンター数値の左側のZ軸ボタンを押すとゼロになる。)
・主軸回転速度の変更について。
Sコードでは変更できません。
インバータのパネルから手動で設定してください。
・G90,G91について
http://www.natuo.com/mcnohanasimeinn2nckodono6.htmなどが
参考になると思います。
・使用できないGコード、Mコードについて
ツールチェンジ機能はありません。Tコード
刃物回転数の変更機能はありません。
Sコード M04,06,07,08,09,47,48,49は使用できません
以上
|