染料と染色に関する総合技術サイト
23. 染色における工場管理
 皆さんが、いくら染色技術を磨いても、
属している企業がプロフィットを出していなければ、
その将来は開けません。そのためには、「工場管理」「工程管理」を、確実に行ない。その上で、「適正な染料」を使う事が必須です。
言い換えれば、この三つがうまくかみ合っていなければ利益は生まれません。
この章では、それが何故必要か説明すると共に、それぞれの具体的な管理項目について述べていきます。
皆さんが、いくら染色技術を磨いても、
属している企業がプロフィットを出していなければ、
その将来は開けません。そのためには、「工場管理」「工程管理」を、確実に行ない。その上で、「適正な染料」を使う事が必須です。
言い換えれば、この三つがうまくかみ合っていなければ利益は生まれません。
この章では、それが何故必要か説明すると共に、それぞれの具体的な管理項目について述べていきます。
一発率の必要性 (RFT: Right First
Time)
日々の染色を失敗なく行なう事の必要性は誰しも認識していると思います。ちなみに、下の資料は、欧州のある工場(染色機台数10台、生産量180t/月)
での実際値です。正確なコストの計算には、「人件費」「光熱費」「染料・薬品代」「給水・排水処理」など多くの要素があるため、正確には、
その工場における具体値を入れ計算する必要がありますが、新興国でのシュミレーションより、少しは日本の現状に近いのではないでしょうか。
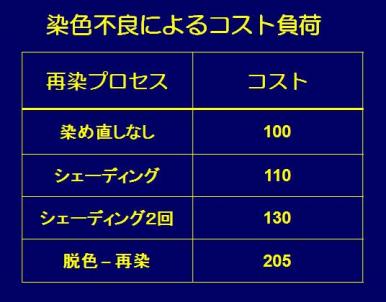
 左の表は染色失敗による色直しを行なった場合のコストのアップを、
シェーディング回数1回、2回 及び脱色、再染に際するコスト負荷を指数で表わしています。
左の表は染色失敗による色直しを行なった場合のコストのアップを、
シェーディング回数1回、2回 及び脱色、再染に際するコスト負荷を指数で表わしています。
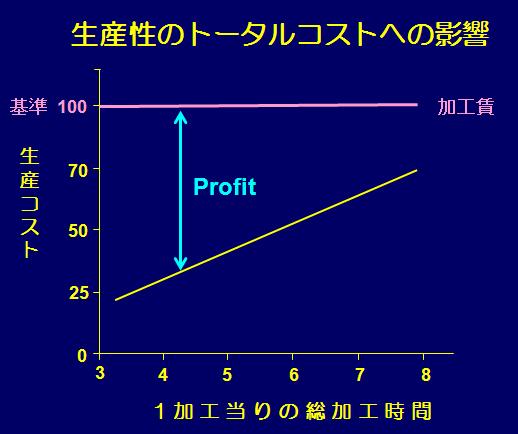
次に右のグラフは、一回当たりの加工時間の差異による利益の大小を表わしています。
つまり、色直しや脱色で染色機が使えないために生じる逸失利益が表わされています。
この二つのファクターを合わせると、下の表が出来上がります。この表を見ると、シェーディング2回で利益はなくなりロスが出ます。
更に、脱色・再染となると 375 のロスが出ます。つまり、これをプラス100 に持って行く(当初の利益を得る)ためには、5
回分の染色を失敗なく行なう必要があります。下のグラフは、一発率を60%から90%に上げた時の利益率の向上を表わしています。
この場合、変動費までを含めると、利益率は、180%にまで高まります。
 |
 |
こうした表やグラフを日本の工場で示すと、決まっ
て、「この工場の一発率は、90%以上(場合によっては、95%以上)です。」との言葉が返ってきます。
しかし、この言葉が本当かと言うと、実際には、現場でチョイチョイと染め直しをしていたり、夜勤の間に記録に出てこない修正を行っていたりします。
あるいは、(最終的な)色の許容範囲が極めて広いと言う事も良くある話です。
もし文字通り、90%や95%の一発率が出ていれば、それはそれで結構な事ですが、それでも十分な利益が出ていないなら、
根本的に、取ってくる加工賃が低過ぎると言う事です。
節税対策に行なっている事業なら構いませんが、そうでなければ、営業方針そのものを変えるべきなのかもしれません。
Management
Technology
 Management Technology は、工場の運営そのものです。
Management Technology は、工場の運営そのものです。
ここがしっかり計画・実施出来ていなければ、工場自体が成り立っていきません。
最近では、アルバイトの作業員を使う事もあると思いますので、作業のマニュアル化は必須です。
その際には、イラストや写真を多用し、誰でも見たら分かる様にしておく事が肝心です。
前章でも説明しましたが、リスクマネジメントも同様に大切な業務になっています。
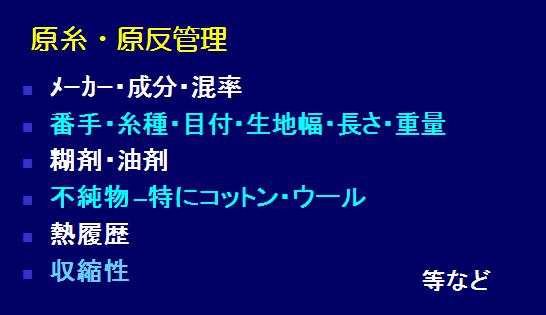
染色に直接関わる項目の第一は、原糸・原反受け入れ時に確認しておく項目です。
ただ、原糸や原反自体の品質については、工場側でどうにか出来るものではありません。
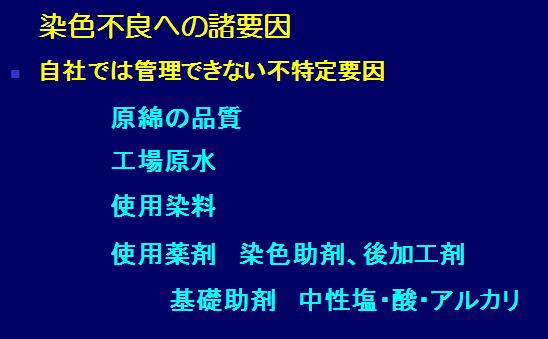
原糸や原反以外にも工場自身が管理出来ない事項が幾つか存在します。こうした、非管理要因の、代表的なものを、右にまとめました。
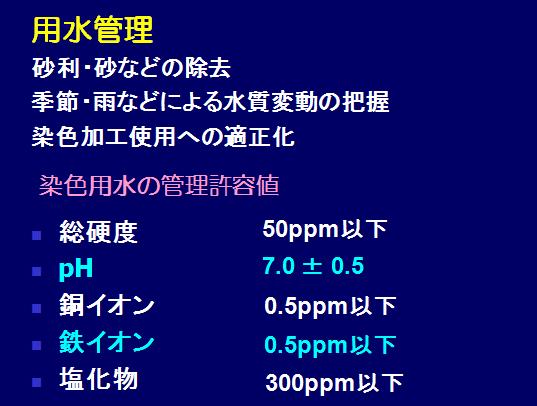
日本の場合、染色工程に一般の水道水や工業用水を使う場合には、必要な品質管理は既にされていると思いますが、
河川の水や、井戸水を使う場合の管理基準は次の通りです。
こうした自然水を染色用に使う場合には、雨の後の水質の変化や、取水する場所の環境にも心配りが必要で、
例えば、海沿いの井戸では、海水成分の混入が起こったりします。
また、カルシウムやマグネシウムが多い水質を改良するため、イオン交換を行なう場合に気を付けるのは、pH の上昇です。
 |
 |
 イオン交換により生成した重曹や、原水に含まれた重曹は、低温では、
あまり高いpHを与えません。
しかし、高温になって重曹からソーダ灰の形に変わると、そのpHは10以上に跳ね上がります。
(ちなみに、この性質を利用し、煮沸前後の用水pHを測り、重曹分が含まれているかどうか確認する事が出来ます。)
イオン交換により生成した重曹や、原水に含まれた重曹は、低温では、
あまり高いpHを与えません。
しかし、高温になって重曹からソーダ灰の形に変わると、そのpHは10以上に跳ね上がります。
(ちなみに、この性質を利用し、煮沸前後の用水pHを測り、重曹分が含まれているかどうか確認する事が出来ます。)
また、重曹とソーダ灰のセスキ体は、強い緩衝作用を持っており反応染料の固着時にpHが十分上がらず反応不足を招く恐れが出てきます。
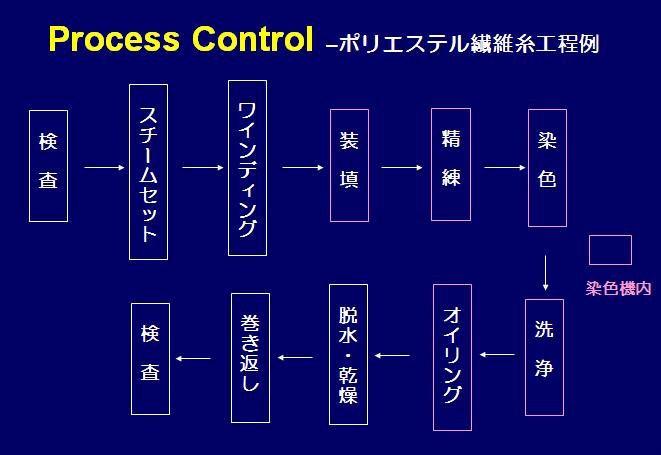
Process Control
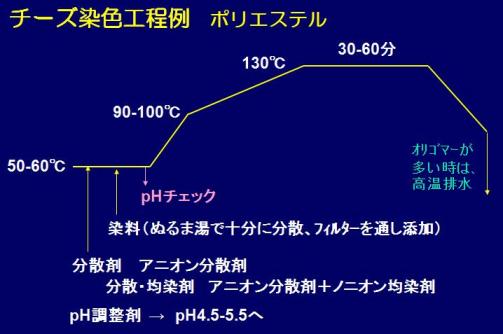
プロセスコントロールの要因については、染色する繊維や、その形態、あるいは、染料、染法により様々です。
例えば、ポリエステル加工糸の糸染めの加工工程と挙げて行くと下の様になります。
そのそれぞれについて、十分なコントロールを行なわなければ、染色を成功に導く事は出来ません。
 |
 |
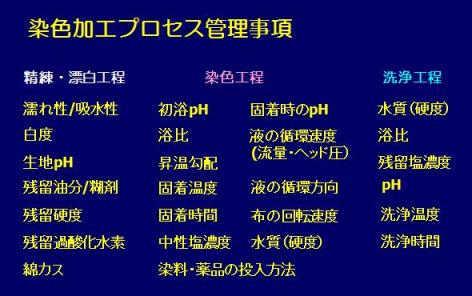 上の例は、ポリエステル糸のチーズ染色ですが、
一般的な染色加工工程においても、
左の様な管理項目が考えられます。その幾つかは、工場管理にも関わってきますが、それぞれについて最適の管理条件を求め、
マニュアル化し、それを間違いなく履行する必要があります。
上の例は、ポリエステル糸のチーズ染色ですが、
一般的な染色加工工程においても、
左の様な管理項目が考えられます。その幾つかは、工場管理にも関わってきますが、それぞれについて最適の管理条件を求め、
マニュアル化し、それを間違いなく履行する必要があります。
(最適条件を求めるためのヒントや、それを確認するための手法はこれまでの章でも挙げていますので参考にして下さい。)
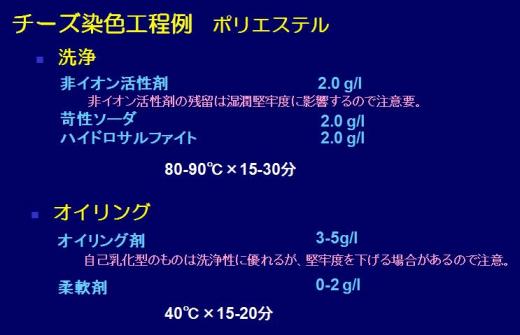
 ポリエステル加工糸の通常の加工工程の、巻き→精練→染色→
洗浄の管理条件を並べると以下の様になります。
ポリエステル加工糸の通常の加工工程の、巻き→精練→染色→
洗浄の管理条件を並べると以下の様になります。
 |
 |
試験室の管理
Process Control
に重要な役割を果たすのが試験室です。試験室は、様々な管理基準を求めるための試験を行ない、日常運営への技術的指針を策定します。
この為、その運営を確実にし、使用する機器にも細心の注意を払い、常に異常がないか点検しながら使う必要があります。
 |
 |
 試験室の基本
は、求める染色を正しく行なう所にあります。
試験室の基本
は、求める染色を正しく行なう所にあります。
その為には、様々な変動要因を確実に消して行かなくてはなりません。上に挙げた、試験室使用機器の見直しもその一つですが、使用する染色機そのものや、
試験処方についての再チェックも一度はしてみる事をお勧めします。
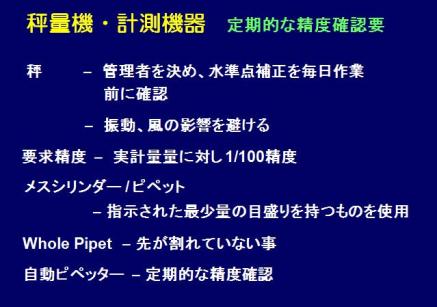
同時に、必要なのが試験室要員の正確度のチェックです。秤量誤差と染色時に生じる誤差を合わせた誤差の許容範囲を±2%以内に抑える事が肝心です。
そのためには、試験室要員の秤量誤差を、± 1%以内にする努力が必要です。
これには、染料の計量、ストック液の作り方、ピペッティング時の再撹拌、ピペッティング動作の適切さなど、
全ての項目を間違いなくこなさなければなりません。
一度、全員に秤量から初めて同じ処方で何度か染めさせて下さい。もし、染色差が、2% を大きく超えている様なら、改めて教育が必要です。
 |
 |
 操作を確実にして試験室での十分な再現性を得た上で、各プロセスでの最適条件を求めます。
操作を確実にして試験室での十分な再現性を得た上で、各プロセスでの最適条件を求めます。
しかし、試験室で折角有用なデーターを出しても、それが現場で反映出来なければ何にもなりません。
その為には、ラボと現場の再現性を出来る限り上げる努力をする事が必要です。
左に列挙したのは、それに向けての実施点です。
実際には、こうした各点をクリアーしても、試験室と現場との染色結果には、必ず決まった差が生じます。
その規則的な差は、データーの積み重ねで明らかになります。
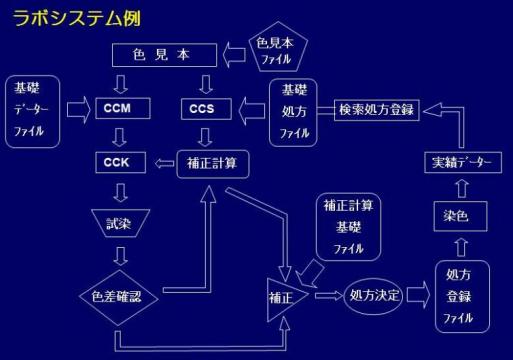
出来るだけ多くのデーターを蓄積し、それを解析し、現場で役立てる。これが、試験室の最も重要な仕事です。
それを成す試験室システムの組み立てを、下に図式化します。
この試験室のシステムを、工場管理と接合し、工場の全体を管理するシステムをこの項の最後に示します。
 |
 |
Dyestuff
Technology
下に、染料に関わる技術的な諸点を挙げています。
この内、染色の一発率に最も直接的に関わって来るのが、染料の品質=生産技術です。

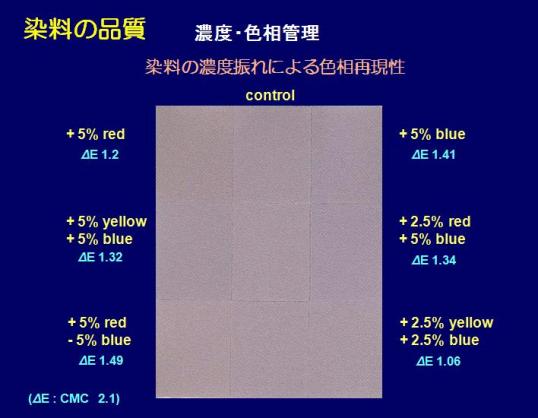
右は、三原色の染料の濃度を人為的に振って、染色したものですが、これを見れば、ロット間で5%の濃度差がある染料を使えば染色の合格許容範囲(通常⊿E
0.5以内)に収める事が出来ない事が分かります。
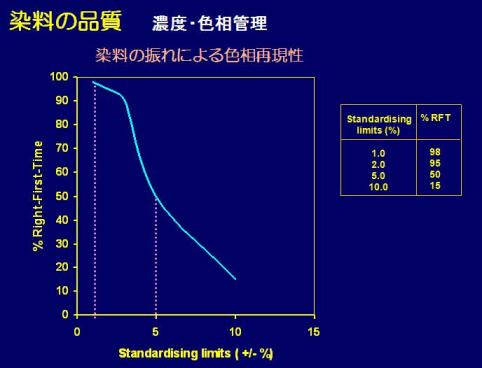 左のグラフは、染料の製造工程における標準化基準と、
一発率の関係を表わしています。
つまり、±5%で標準化されている染料では、それだけで一発率が50%まで落ちてしまうと言う事です。
左のグラフは、染料の製造工程における標準化基準と、
一発率の関係を表わしています。
つまり、±5%で標準化されている染料では、それだけで一発率が50%まで落ちてしまうと言う事です。
従って、常時90%の一発率を達成するためには、少なくとも± 2.5%で調整されている染料の使用が必要です。
私が知っている範囲では、日系企業や有力企業の染料、その中でも特に配合三原色用染料は、通常この範囲内に標準化されています。
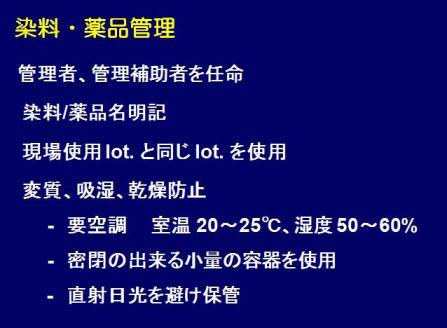
ただし、折角こうして厳密に標準化された染料でも、保管状況により吸湿し濃度が淡くなる事があります。
また、反応染料では、吸湿が原因となって加水分解してしまうリスクも起こってきます。
こうした事を避けるためには、使ったら直ぐに蓋をし、空調をしている部屋で保管する事が大切です。
吸湿や加水分解は、容器の上に入っている染料から進むため、一旦吸湿すると計量するごとに濃度が違ってきます。
下のグラフは、吸湿の割合を試験した結果です。
分散染料は、水和性の高い分散剤を多く含有し、さらに、スプレードライした顆粒は、多孔質となって吸湿しやすく出来ています。
こうした染料を、梅雨時に蓋を忘れた状態で一日放置すればもう使用に耐えなくなります。
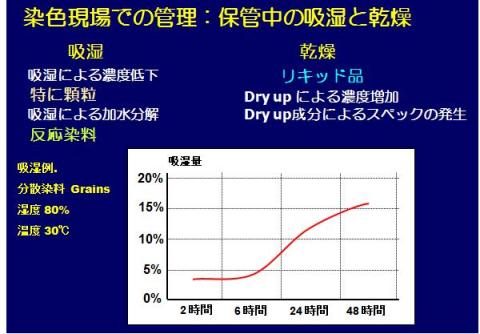
リキッド品の場合も同じです。こちらの方は蓋を開けたまま放置すれば、水分の蒸発が起こり濃度が濃くなって行きます。
(ただし、リキッド品でそれより恐いのは、上澄みを取る事による濃度不足です。一旦これを行なうと、残りの部分は反対に濃度が濃くなってしまいます。
濃くなった染料は、幾ら混ぜても元の濃度に戻る事はなく、結局全てが無駄になってしまいます。リキッド使用時は、
必ずよく混ぜる事!)
リキッド品には、乾燥を遅らせるためグリセリンなどが少量入れられています。これが染料を巻き込んだ形で乾燥して器壁にへばりつき、
何かの拍子にはがれて落ちるとスペック染色を起こします。そうした事を起こさないためにも蓋をする習慣が必要です。
 「21.染料の製造」でも触れましたが、
分散染料やバット染料の様に水に溶けない染料の製造では、
ミリングの工程が非常に大切です。このミリングで十分な粒度にまで粉砕されていないと、スペック染色を起こす場合があり、
特に連続染色や捺染では不上がりの可能性が大きくなります。もちろん、プロセスコントロールの一環で、分散した溶液をふるいを通してから使う注意は必要ですが、
先ずはきちんと製造された染料を調達する事をお勧めします。
「21.染料の製造」でも触れましたが、
分散染料やバット染料の様に水に溶けない染料の製造では、
ミリングの工程が非常に大切です。このミリングで十分な粒度にまで粉砕されていないと、スペック染色を起こす場合があり、
特に連続染色や捺染では不上がりの可能性が大きくなります。もちろん、プロセスコントロールの一環で、分散した溶液をふるいを通してから使う注意は必要ですが、
先ずはきちんと製造された染料を調達する事をお勧めします。
まとめ
この章では、染色における管理項目について、
より大きい視点から説明しました。
一つの染色を成功させるためには、多くの点を日々確実に管理して行かなくてはなりません。
そうした管理項目の中には、染工場の手の及ばないものもあると思います。
だからと言って、それを見逃せば、結局は染色の失敗→利益の損失となってしまいます。
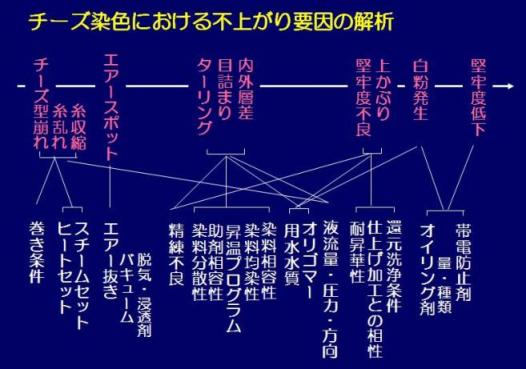
自工場の管理をしっかり行っておれば、そうした手の及ばない要因の解析に結びつける事ができます。
そして、その要因が見つかれば、自分で必要な改善をしたり、要因を作った相手に改善を申し入れたりする事も可能となります。
現在は、一人ひとりがPCを持てる時代です。膨大なデーターを蓄積し、解析する事も以前に比べ遥かにたやすく出来る様になりました。
この章で説明した内容が、皆様の企業における染色一発率を上げるために参考になれば幸いです。