染料と染色に関する総合技術サイト
16.1. 連続染色のチェックポイント
連続染色の工程には、
Pad、Dry、Bake/Thermosol(thermofix)、 Chemical pad、Steam、Wash-off
の六つの工程があり、これらが組み合わさって、それぞれの繊維/染料に適した染色工程となります。
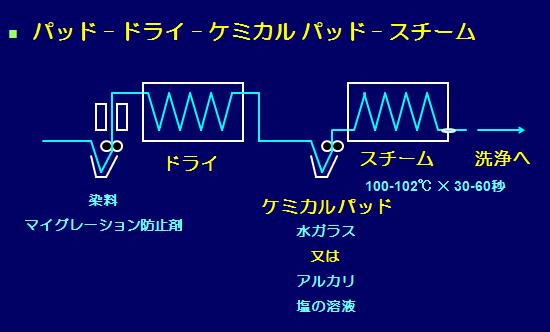
この章では、各工程でのチェックポイントを理解し易くするため、反応染料の連続染色における、Pad-dry-chemical pad-steam
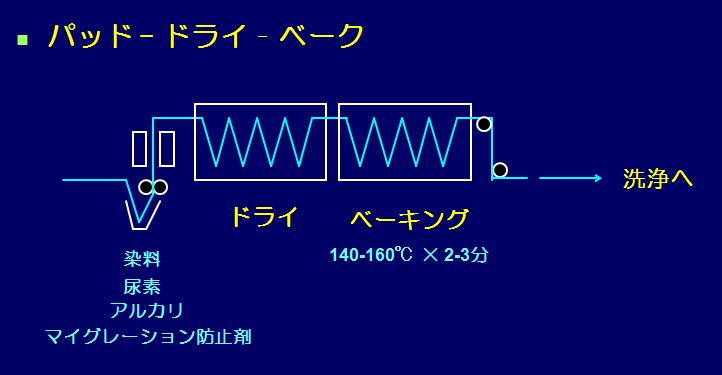
及び、pad-dry-bake
法を例に説明して行きます。バット染料の連続染色や、合成繊維の連続染色にも共通する所が沢山ありますので参考にして頂けたらと思います。
説明に使用するスライドは、読めば分かる様に作っていますが、必要により追加的なコメントを付けています。
(また、現在では、海外で連続染色を行なっている日系企業もありますので、英語版(16.2.)も作っておきました。
(必要な場合には、上の「リンクボタン」で飛んで下さい。)
英語版には、コメントは付けていませんが、スライドのレイアウトを、この章と同じにしておきますので参照して下さい。)
 |
 |
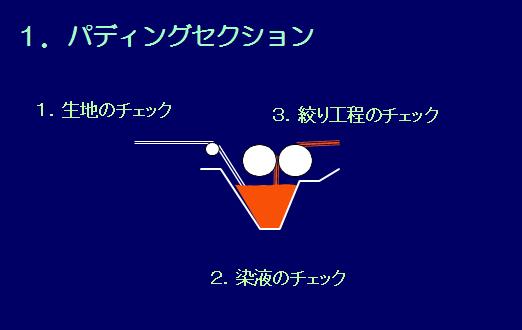
1. パディング
全ての連続染色は、パディングに始まります。このパディング工程での、チェックポイントは、下に示した三つです。
先ず、Padding
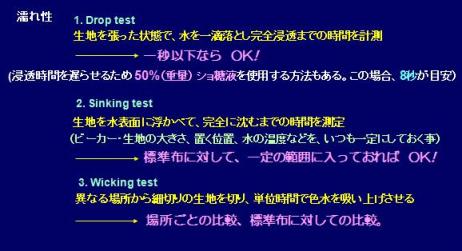
における瞬間的な浸漬に対し十分な濡れが保証されるためには、この段階に先立つ準備工程が完璧に行なわれている事が必要です。
それをチェックするために、生地の「濡れ性」の確認を行ないます。下右に三つの方法を挙げておきます。通常のパディング処方は、
後ケミカルパッドの場合には、染料+マイグレーション防止剤(+浸透剤)、ベーキング法の場合には、染料+50〜150g/L
尿素(最大200g/L)+
10〜20g/L
ソーダ灰+マイグレーション防止剤+10g/L 還元防止剤(+浸透剤)です。
 |
 |
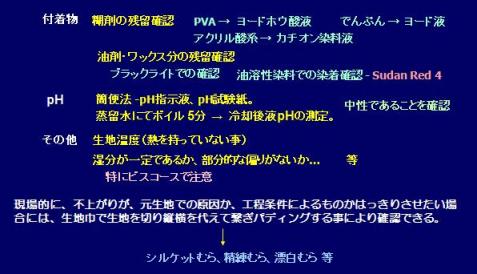
| 上 の「濡れ性」の試験で、濡れが悪い時には、その原因を特定する必要があります。 この時、織り工程に使う糊剤などの付着物が残留していると濡れが悪くなります。 また、アルカリ剤や酸剤などが付いていないかも十分に確認しておきます。 | 次に行なうのが、染液のチェックです。連続染色では、短時間に大きな量の生地が通りますので、染液処方に間違いがないか、 あるいは、スペック問題がないか事前に確認しておく事が必要です。 |
 |
 |
<補足>
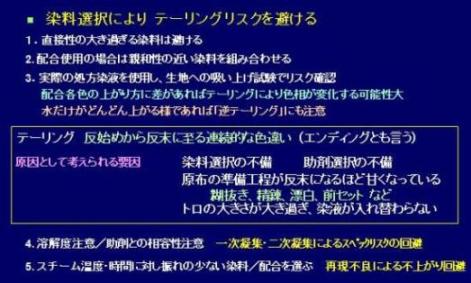
反応染料の染料使いを決定するために、重要な要素が「テーリング:Tailing」です。
特に染料の配合使用を行なう時には、生地に対する親和性を合わせておかないと親和性の大きい染料から生地について行ってしまうため、
生地の頭と後の方で色が違ってきます。ちなみに、tail
と言うのは「尻尾」の意味で Tailing と言う言葉はここから来ています。
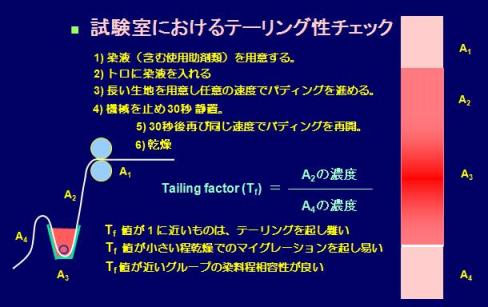
このテーリング性を事前にチェックしておき、それが合うものを組み合わせることが第一です。また、このテーリングを防止するためには、
パディングトロの大きさを出来るだけ小さくしておく事も有効です。また、水分吸収量の大きいビスコースレーヨンでは、大きい構造を持つ染料
(例.ターコイズ)を使用し、パディング速度を速めた場合、水だけが先行し、
トロの中に染料が残ってその濃度がどんどん増すと言う現象が起こる事があります。これを「逆テーリング」と言います。
 |
 |
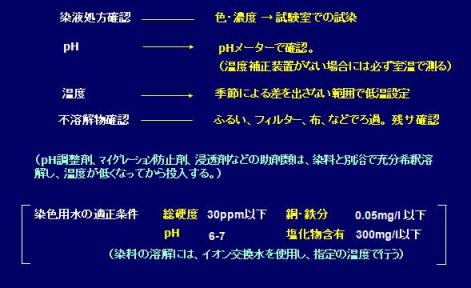
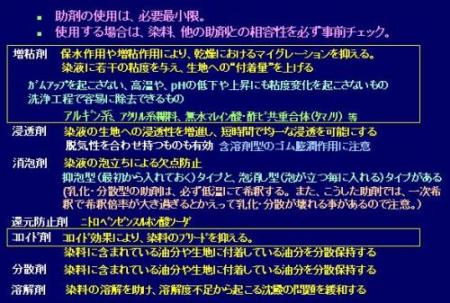
| 染 液に含まれるものとして、 染料以外にも多くの助剤があります。 それぞれについて使用する理由はあると思いますが、その理由をしっかりと知った上で、必要最小限の品目を最少量使うべきです。 | 生 地と染液のチェックの他に、 連続染色での濃度と再現性を決定する要素として絞り率の日常的な管理が必須です。 中央、左右の差や、現場と試験室の違いを確認しておく事も必要です。 |
 |
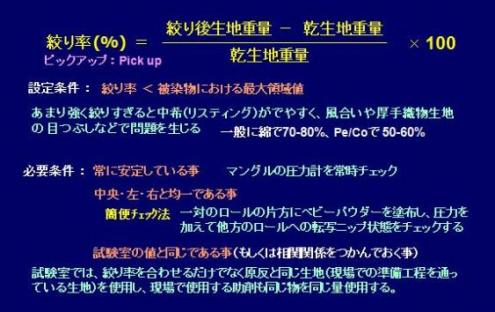 |
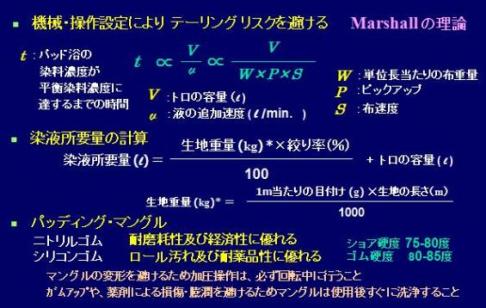
| テーリングリスクを 避けるために パディングトロを小さくするには、その下限と染液の必要追加量について正しい知識を持たなくてはなりません。 これは、下のMarshall理論を理解することで可能となります。 | 絞り工程における一般的な法則をまとめておきます。参考にして下さい。 |
 |
 |
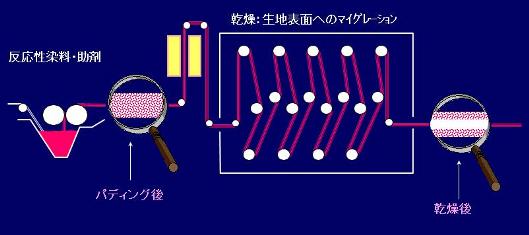
2. 乾燥工程
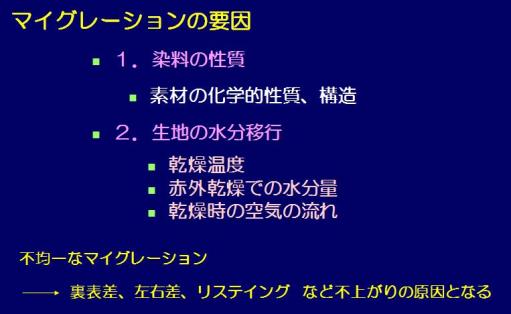
パディング工程で生地に含まれた染料は、続く乾燥工程で、水と共に染料の表面へ移行して行きます。この移行を、Migration:
マイグレーションと言います。染料のマイグレーションの度合いは、染料そのものの性質だけでなく、添加される助剤や、
乾燥工程で与えられる条件の違いにより変わってきます。マイグレーションが不均一に起こると様々な不上がりが生じます。
通常行なわれる乾燥条件は、100〜120℃X2〜3分ですが、被染布の重量、絞り率、送風能力などによって変わってきます。
 |
 |
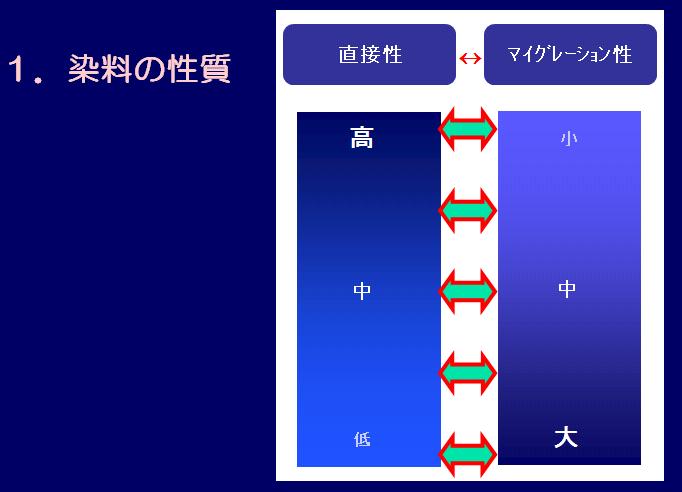
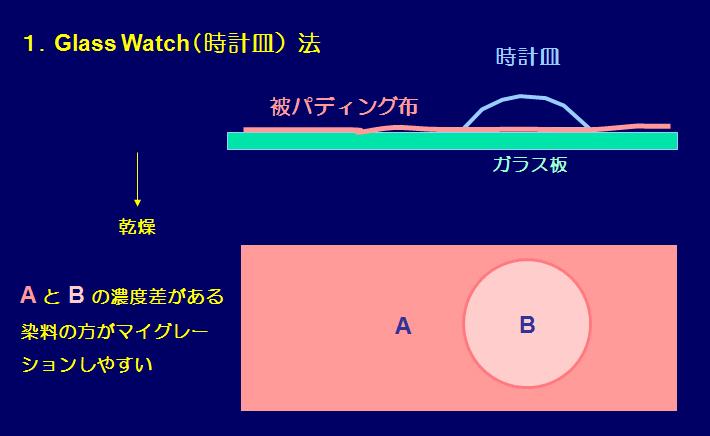
| 先 ず染料の性質としては、 その直接性-親和性に関わってきます。 つまり、その繊維に対する直接性が大きいほど繊維の上で動き難く=マイグレーションし難くなります。 ただし、この性質は加えられる助剤により大きくもなれば小さくもなります。 | このマイグレーションの性質を見る方法の一つが「時計皿法」で、パディング後の生地に時計皿をかぶせたまま一定時間乾燥する事でその程度を確認します。 |
 |
 |
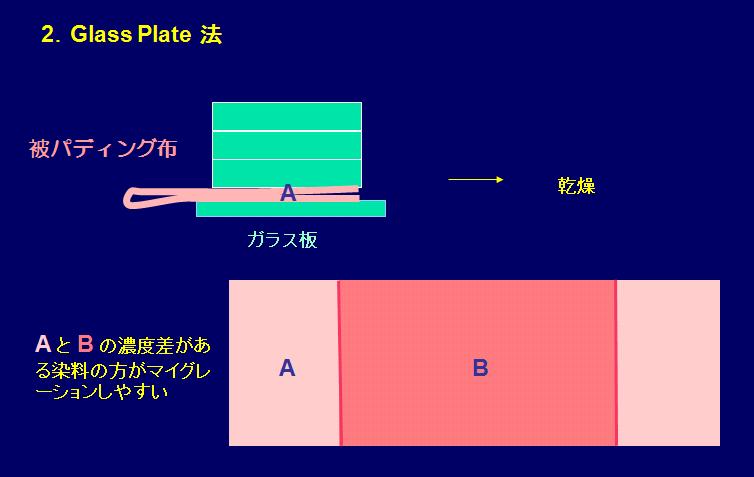
二番目の方法は、ガラスプレート法で、時計皿法と同じ原理の方法です。 |
三 番目の方法は、 サンドイッチ法です。 この方法では、乾燥機を使って強制的に乾燥させますので、この乾燥条件を一定にする事で、 分散染料やバット染料等の粒度の違いによるマイグレーションの違いなども正確に知る事が出来ます。 |
 |
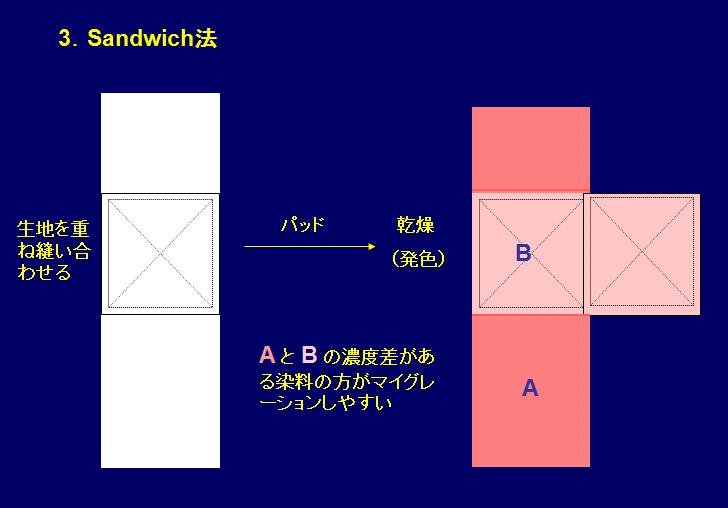 |
 三つの方法のどれを採っても構いませんが、現場と試験室の整合性がとれているなら、サンドイッチ方がより実際的かもしれません。
三つの方法のどれを採っても構いませんが、現場と試験室の整合性がとれているなら、サンドイッチ方がより実際的かもしれません。
マイグレーションの要因として挙げられる第二のファクターは、生地に含まれる水分の移行です。
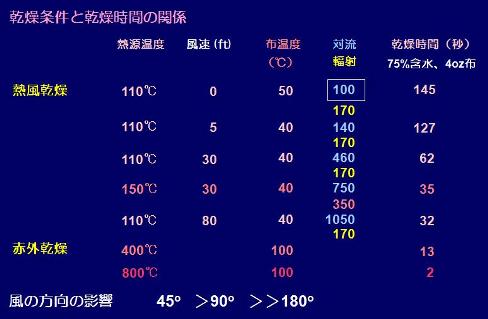
その移行の主要因は、1. 乾燥温度、2. 赤外乾燥での水分量、3. 乾燥時の空気の流れです。
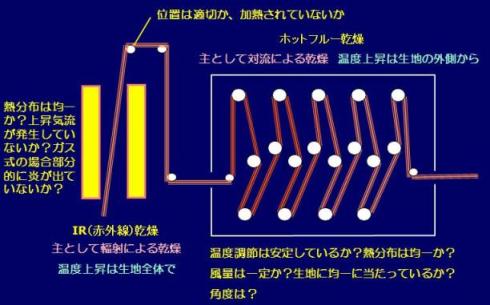
一般的な、乾燥機は、左の図の様に、先ず、赤外線で乾燥を行なう赤外乾燥機があり、それに熱風乾燥を行なうホットフルーが続いています。
生地の中の水分移動は対流により起こります。つまり、生地の表面温度と内部温度が違うため起こる訳です。
この点で言うと生地全体を赤外線で温める赤外乾燥機は、水分移動を起こす働きが、熱風乾燥のホットフルーより小さいと言えます。
しかし、その赤外乾燥機でも不均一な熱分布になっていれば同じ事ですから、やはり左の様なチェックを行なっておく事が必要です。
また、しばしば見逃されがちですが赤外乾燥機の上部にあるガイドロールが、赤外乾燥機からの上昇気流により熱せられていると、
当たっている側の温度がより高くなりマイグレーションが起こります。
パディングにより、生地に乗る水を細分化して考えると、次の五つに分かれます。 1. 生地の表面に乗っている水分。
2.横糸・縦糸の間に存在する水分。 3. 織り糸を構成する単糸と単糸の間に存在する水分。 4. 繊維内部のミセル間隙に入り込む水分。
5.繊維自体が通常の乾燥状態で持っている水分。
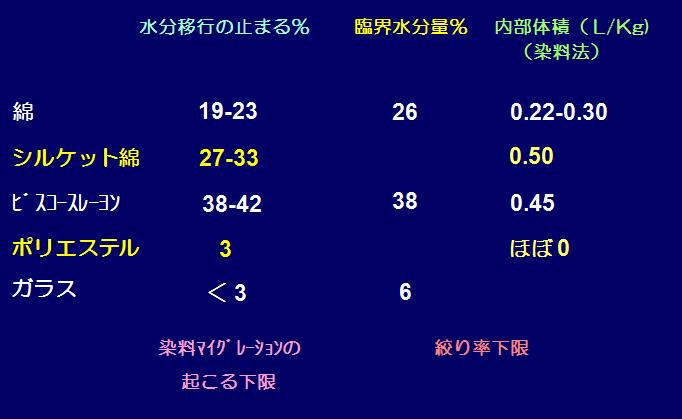
この分類の (1) 〜 (3) までは、絞り率により可変の自由水分 ( 内 (2)、(3) は、毛管現象での吸水)。 (4)、(5)
は、繊維によって決まってしまう絶対水分と言う事になります。
つまり、パディングで与えられる水分の量は、必ず (4) + (5) より大きくなり、これが絞り率の下限となります。
(この (4)+(5) を臨界水分量: Critical Moisture Content
と言います。)上限は、乾燥能力があれば、液の垂れない範囲で大きくする事は出来ますが、綿の場合では、通常 70% 程度で絞ります。
ちなみに、Econtrol プロセスは、乾燥の前に固着が終わっていますので、染料のマイグレーションは最小に抑えられます。
生地に含まれる水の量が一定以下になると、水の移動が起こらなくなります。 言い換えれば、この水分量に達するまでは染料のマイグレーションが起こります。 即ち、この値に近い量まで赤外乾燥を行なえば行なう程マイグレーションが抑制出来ると言う事です。 |
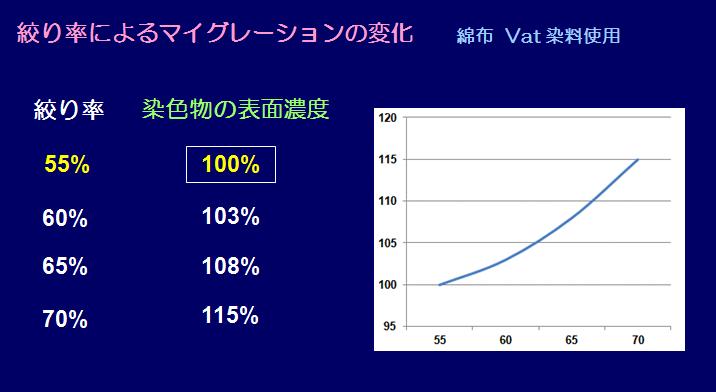
水 分の量を多く含む程 マイグレーションが起こり易くなり、その結果として、染色物の表面濃度は大きくなります。 つまり、マイグレーションを起こさないために絞り率を小さくする必要がある反面、少ない染料で濃度を出すために、 このマイグレーションを有効に利用すると言う方法もあります。 下のグラフで見られる様に、絞り率が大きくなればなる程、被染布の表面濃度は増加します。 もちろん、そのためには、均一な乾燥が出来る乾燥機を持つ事が必要絶対条件です。 |
 |
 |
| 下
の表からは次の事が
分かります。 1.ホットフルーの内部温度が変わっても風があると乾燥中の生地 の温度は変わらない。(水分の気化で熱が奪われるため。) 2. 内部温度が同じ場合、風速が速くなる程「対流」による乾燥 力が増し乾燥時間が短くなる。反面「輻射」による乾燥力には 変化はない。 3. 内部温度が高くなると、「対流」による乾燥力が増すが、同時 に「輻射」による乾燥力も増す。その増加比率は、「対流」の 増加比率より大きい。 4. 赤外線による乾燥では、熱源温度が高くなると乾燥時間が短 かくなる。 生地の温度は、熱源温度に関わらず水の沸騰 温度=100℃である。 |
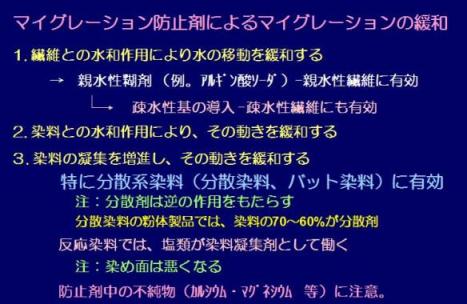
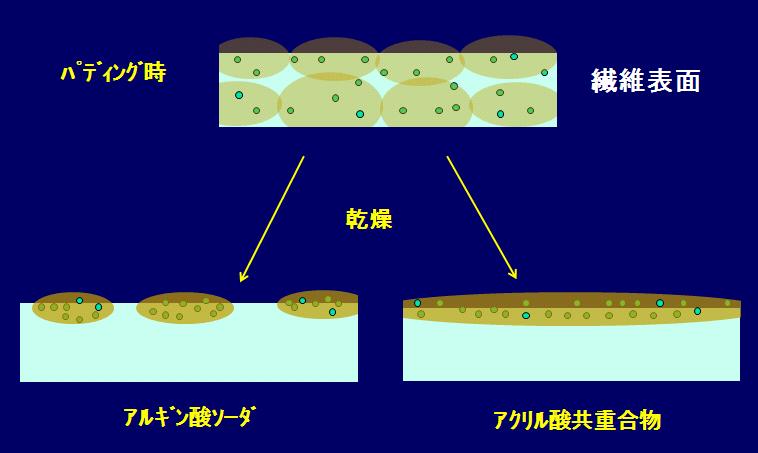
マイグレーション防止剤の働き。 |
 |
 |
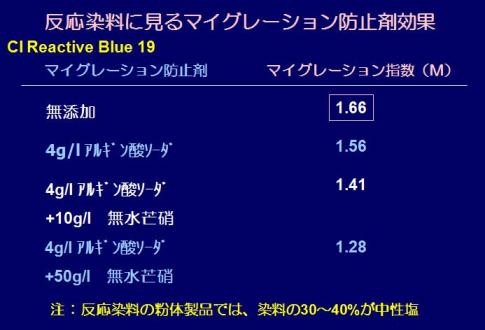
水溶性染料に対する中性塩のマイグレーション防止効果
 水溶性染料のマイグレーションを、水溶性のマイグレーション防止剤で物理的に止めてやるのはなかなか難しい事です。
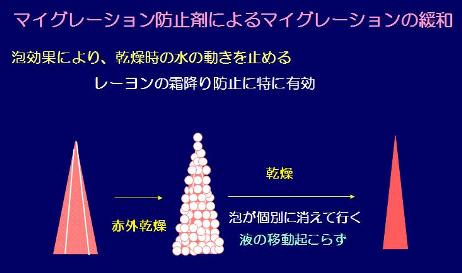
そこで、パディングの後の赤外乾燥時に起泡する助剤を使用すると言う原理で作られたマイグレーション防止剤も出てきました。
これを使用したパディングでは、乾燥中に水の移動ではなく、泡の破壊が起こるので、そこにある染料は、その場に居続ける訳です。
水溶性染料のマイグレーションを、水溶性のマイグレーション防止剤で物理的に止めてやるのはなかなか難しい事です。
そこで、パディングの後の赤外乾燥時に起泡する助剤を使用すると言う原理で作られたマイグレーション防止剤も出てきました。
これを使用したパディングでは、乾燥中に水の移動ではなく、泡の破壊が起こるので、そこにある染料は、その場に居続ける訳です。
|
|
乾燥工程が終わった状態では、染料はまだ繊維素と反応していません。
例えば、この状態で水がかかると、染料は流れてしまいます。そうでなくても、未固着状態の染料は、ガスや日光により冒されやすい状態にあります。
特に、ベーキング法の場合には、アルカリと共に大量の尿素も含んでいますので、吸湿による染料の分解も起こり得ます。
乾燥の後出来るだけ早く発色工程を済ませるのが基本ですが、それが出来ない場合には、冷暗所にカバーをかけて保管して下さい。
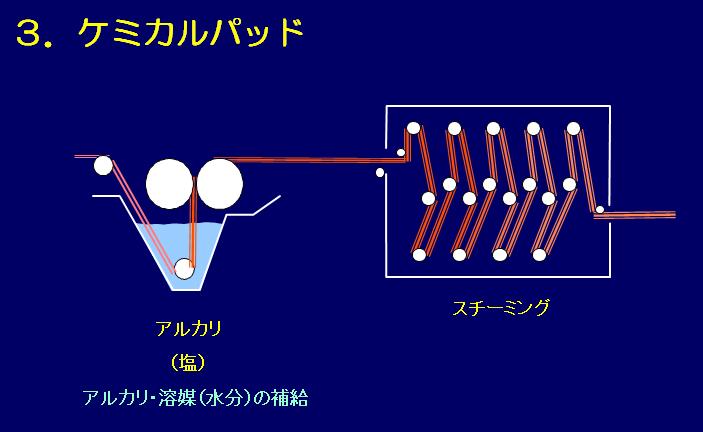
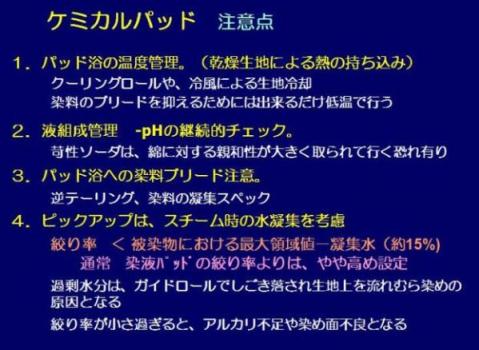
3. ケミカルパッド
この項から、ケミカルパッドに移ります。
ケミカルパッド処方例. (1). Fixer RC 原液(珪酸ソーダ)。
(2). 35cc/l 38度ボーメ苛性ソーダ+250g/L 中性塩
(3). 3-6ml/L 苛性ソーダ(50%)+20g/L ソーダ灰+250g/L 中性塩
(還元条件に弱い染料の場合には、(2) 及び (3)、もしくは、最初の染料浴に 5-10g/Lの還元防止剤を添加する。)
 |
 |
 ケミ
カルパッドに移行するまでに、被染布は十分に冷却されている必要があります。
ここで熱を持っていると、その熱がケミカルパッド液に蓄積し、染料のブリードや場合によってはその分解を促進します。
乾燥後、別工程としてケミカルパッドを行なう場合でも、冷却せずに行なうと巻き取り芯に近い所や、
積み上げの下部では熱が蓄積し続けている事がありますので注意が必要です。
ケミ
カルパッドに移行するまでに、被染布は十分に冷却されている必要があります。
ここで熱を持っていると、その熱がケミカルパッド液に蓄積し、染料のブリードや場合によってはその分解を促進します。
乾燥後、別工程としてケミカルパッドを行なう場合でも、冷却せずに行なうと巻き取り芯に近い所や、
積み上げの下部では熱が蓄積し続けている事がありますので注意が必要です。
塩がある状態で、溶解度が大きく下がる染料、例えばCI Reactive Blue 19 (Blue R)
などでは、ケミカル浴に蓄積された染料により染料スペックが起こるリスクがあります。
室温でケミカルパッドされた被染布が、スチーマーに入った瞬間蒸気に含まれる水分が生地上に凝集し、
ケミカルパッドでの絞り率に加えて15%程度の水分増加が起こります。
これを頭に入れ、水分が凝集した後液垂れが起こらない絞り率の設定をする事が必要です。
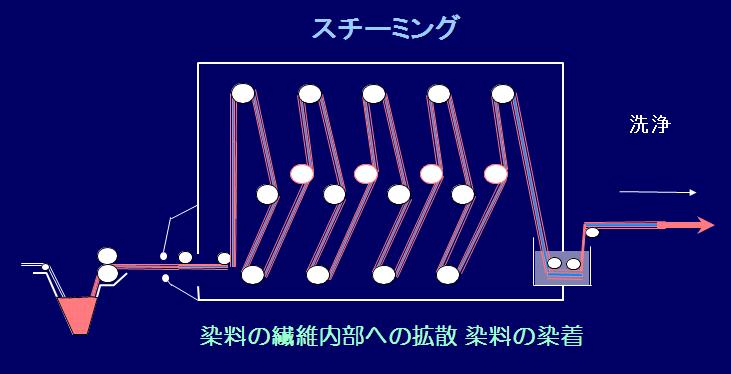
4.スチーミング
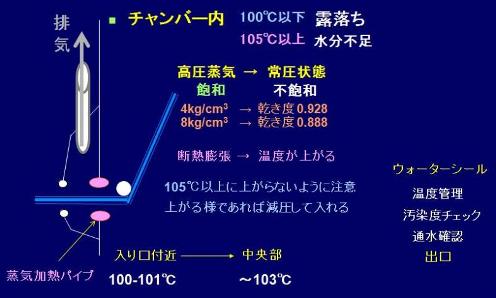 ケミカルパッデイングに続いて、スチーミング工程が始まります。
この工程で、反応染料が、繊維素内の染着座席へと泳動し、しかるべき場所で繊維素と反応します。
温度の上昇は蒸気不足に直結しますので適切な温度管理が必須です。
ケミカルパッデイングに続いて、スチーミング工程が始まります。
この工程で、反応染料が、繊維素内の染着座席へと泳動し、しかるべき場所で繊維素と反応します。
温度の上昇は蒸気不足に直結しますので適切な温度管理が必須です。
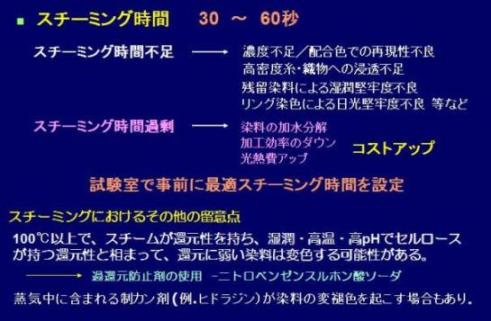 ビニルスルホン型染料の場合、通常飽和蒸気条件で、30〜45秒、モノクロルトリアジン型染料では、60-90秒程度のスチーミングが行なわれます。
この工程は、染料の反応工程ですので、濃度とその反応性によって再現性が変わり、染料の配合使用では、色合いが変わってくるリスクがあります。
つまり、ケミカルパッドのアルカリpH条件で、使用する全ての染料がスチーミング時間内に最高濃度に達する事が出来るのが理想です。
もし、より長い時間をかけないと最高濃度に達しない染料がある場合には、その染料に合わせスチーミング時間を長くしなくてはいけません。
(アルカリの変更によりpHを変え反応性を速くすると染料の吸尽性も変わってくるので簡単ではありません。)
ビニルスルホン型染料の場合、通常飽和蒸気条件で、30〜45秒、モノクロルトリアジン型染料では、60-90秒程度のスチーミングが行なわれます。
この工程は、染料の反応工程ですので、濃度とその反応性によって再現性が変わり、染料の配合使用では、色合いが変わってくるリスクがあります。
つまり、ケミカルパッドのアルカリpH条件で、使用する全ての染料がスチーミング時間内に最高濃度に達する事が出来るのが理想です。
もし、より長い時間をかけないと最高濃度に達しない染料がある場合には、その染料に合わせスチーミング時間を長くしなくてはいけません。
(アルカリの変更によりpHを変え反応性を速くすると染料の吸尽性も変わってくるので簡単ではありません。)
この場合気を付けなくてはいけないのは、時間延長で淡くなって行く染料があることです。
特に、ビニルスルホン型の染料にその傾向があるので気を付けて下さい。
5. ベーキング
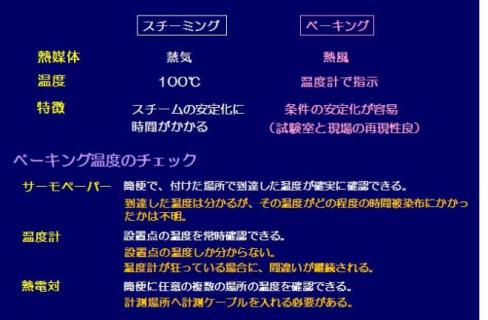 ベーキング工程は、スチーム工程に比べて管理するのは簡単な半面、常圧下の蒸気温度=100℃の様に、どこでも同じ温度と言う訳には行きません。
そのため機械内の場所(あるいはチェンバー毎)で、どの程度の差があるか知っておく事が必要です。
(熱電対があれば、一度は場所ごとの正確な温度差を計っておく事をお勧めします。
これにより、要求される温度がトータルでどの程度被染布にかかっているか計算できます。熱電対での測定は、本機サーモスタットのon/off
の間にどの程度の温度差が生じているのか実測するのにも有効です。通常、±2℃以下で合格です。)
ベーキング工程は、スチーム工程に比べて管理するのは簡単な半面、常圧下の蒸気温度=100℃の様に、どこでも同じ温度と言う訳には行きません。
そのため機械内の場所(あるいはチェンバー毎)で、どの程度の差があるか知っておく事が必要です。
(熱電対があれば、一度は場所ごとの正確な温度差を計っておく事をお勧めします。
これにより、要求される温度がトータルでどの程度被染布にかかっているか計算できます。熱電対での測定は、本機サーモスタットのon/off
の間にどの程度の温度差が生じているのか実測するのにも有効です。通常、±2℃以下で合格です。)
ベーキング法では、尿素の熱で分解・昇華した成分が、温度計に蓄積しその感度を鈍らせる可能性もありますので注意が必要です。
次の確認作業を行なう時に掃除もしましょう。
(温度計の日常的なチェックの仕方: 油を入れた金属製の洗面器を用意しその中へ基準となる温度計と、機械から外してきた温度計を入れる。
油を熱し、基準温度計と機械の温度計に指示差がないか確認する。)
<補足>
ベーキング法を行なう場合にも、使用する反応染料の反応性と(溶解尿素内での)拡散速度がベーキング条件に合っている事が必要です。
特に、含金型の染料では、拡散時間がかかるため短時間では最高濃度に達しません。
尿素の融点は、133-135℃ですが、反応染料でのベーキングの条件は、ベーキング機の温度振れを考慮し、通常、150℃X3分程度の設定をしていま
す。160℃以上ではアンモニアを発生しながら大きく分解します。また、繊維素と反応して塩素堅牢度を落とす原因ともなります。
尿素と同じ様に、熱で溶解し染料の溶媒となる物質にジシアンジアミドがありますが、
ジシアンジアミンを加熱により安定的に溶解させるためには、
210℃以上が必要です。
6. 洗浄
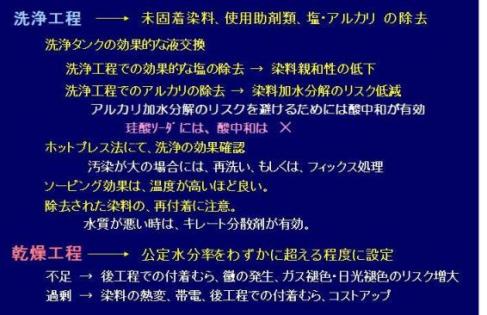 ケミカルパッド法においても、ベーキング法においても、最終洗浄は、オープンソーパを使用して行ないます。
反応染料の洗浄で、未固着の染料を除去するためには、高い温度で行なう洗浄工程が効果的です。
ケミカルパッド法においても、ベーキング法においても、最終洗浄は、オープンソーパを使用して行ないます。
反応染料の洗浄で、未固着の染料を除去するためには、高い温度で行なう洗浄工程が効果的です。
しかし、ケミカルパッドから、塩やアルカリが持ち込まれる場合には、それらを先ず効果的に除去する事が必要です。
塩にしろアルカリにしろ高温で洗浄するほど除去しやすいのですが、ビニルスルホン型の染料では、
アルカリが残留したまま高温洗浄を行なうと染料と繊維との結合が切れたり、染料が分解し濃度が淡くなります。
このため、通常、湯洗いの前に、中和工程を入れます。
オープンソーパの槽数を効率良く使うために、各槽の処方・温度をどの様に組むか、素材や染法により十分な事前試験が必要です。
オープンソーパー処方例1. ビニルスルホン型染料 Pad-dry-chemical pad-steam
第1槽 オーバーフロー水洗、第2槽 冷水酢酸中和、第3槽 冷水オーバーフロー、第4槽 熱水オーバーフロー
第5−6槽 熱水ソーピング、第7槽 湯洗い、第8槽 湯洗い又は水洗
(ケミカルパッドで、珪酸ソーダを使用する場合には、珪酸ソーダは湯洗いでしか除去できませんので、いきなり湯洗いから入ります。
酸中和もその除去を阻害しますので行ないません。)
オープンソーパー 処方例2. モノクロルトリアジン型染料 Pad-dry-bake
第1槽 オーバーフロー水洗、第2−3槽 湯洗いオーバーフロー、第4−5槽 熱水ソーピング、第6−7槽 湯洗い、
第8槽
FIX剤(後工程で、樹脂加工に、FIX剤や他の助剤を併用をする事も可能です。
ただし、その場合には、FIX剤と、他の成分との相容性に注意しなくてはなりません。)
おわりに
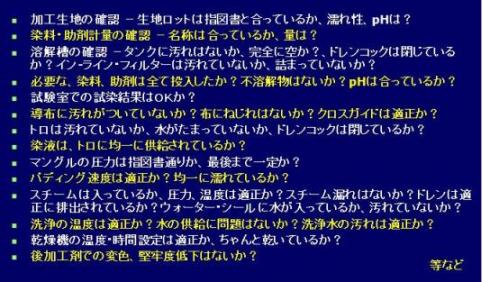 この章の最後として、
連続染色において、日常的に行なうべきチェック項目をまとめておきます。こうした作業をルーティンで行なう事が不良反を出さないためには必須です。
この章の最後として、
連続染色において、日常的に行なうべきチェック項目をまとめておきます。こうした作業をルーティンで行なう事が不良反を出さないためには必須です。
以上、ご参考になれば幸いです。