| 前回、AXIS EXの需要が高まりハイエンドギターズでの生産キャパシティーでは追い付かなくなりAXIS EXの製造を飯田楽器さんに委託する様になると云う所まで書かせて頂きました その様な経緯で第2期のAXIS EXの製造が始まりますが、仕様は基本第1期と変わりませんが製造形態が変わります 第2期の製造分担は ボディ・ネックの製造〜塗装〜組み込み:飯田楽器 完成品の検品・セッティング修正:ハイエンドギターズ となりました 新たに飯田楽器さんで始めて頂いたネックの製造に関しては飯田楽器さんの方が経験がお有りなので私の口出しする事は基本ありませんでしたが、ヤマ楽器さんの様に工程毎にネック材の狂い取りをして頂く事のみお願いしておきました 組み込みに関しては前回書いたジョイントポケットの後加工やフレットの仕上げなどハイエンドギターズの独自のやり方がありましたので飯田楽器組み込み部門の部長さんに大阪まで足を運んで頂き研修を受けて頂きました 私よりずっと年上でベテランの方でしたが手先はあまり器用な感じでは無く心配でしたがハイエンドギターズ独自の治具を使った加工などベテランの方でも今までしたことが無いであろう作業にも意欲的で「あの年であれだけ意欲的なのは凄いよな」とは思いました 一通り研修を受けて頂いて、ジョイントポケット加工専用の治具をお渡しして製造引継ぎとなったのですが、いざ仕上がってくるとジョイントポケットに隙間があったり、ロックナットの高さが異常に高かったり、ネックが捻じれていたりと問題噴出。 捻じれはこの記事のPart1であるミュージックマンAXIS EXの事で書いたトーカイ製のプロトタイプの様な1弦側と6弦側で反り方が違うと云う質の悪い捻じれでは無く、ヘッドを掴んで捩じったような捻じれ方でまだマシな方でしたが、それでも弦高調整をするとベタ付けセッティングのフロイドローズタイプトレモロが傾いてしまう(ブリッジプレートとボディが1弦側と6弦側で平行にならない)と云う不具合が出てしまいます ハイエンドギターズの社長からは「悪い所があったら指摘してどんどん返品して」と言われていたのですが入ってきたほとんどを返品するような事態になってしまいました 大量生産の工場の場合は予め歩留まり(出荷できない不良品)が出る事を前提にコストや生産量を調整しているのでどんどん返品して大丈夫と言うのですが、私はPGM時代に乳井社長に「仕事はゆっくりで良いから歩留まりは出さない様に!」と常々言われており、それが身に付いておりましたので返品し続けると云うのは罪悪感と気持ちの悪さがありました 「これは飯田楽器さんに出向いて改善点を探らなくては」と思い急遽名古屋に出張する事に。 飯田楽器さんに出向いて実際に組み込みしている所を見させて頂いて分かった事がたくさんありました (注:このお話は20年以上前の事です。現在の飯田楽器さんは人はもちろん業務体制も当時とは違っていると思いますので昔話として読んでください) ハイエンドギターズに研修に来て頂いた時と実際に飯田楽器の工場で作業するのとでは道具一つをとっても違います 例えば、ハイエンドギターズではトルク調整が付いた電動式ドライバーを使用していましたが飯田楽器ではエアツールと言われる圧縮空気を利用したドライバーを使用していて、これにはトルク調整がついておらずその為に小ネジなどをネジ止めした時にトルクが掛かり過ぎて空回りしネジ穴がバカになってしまっている事が分かりました エアツールはほとんどのギター工場が使用しており、むしろ電動のドライバーを使用している工場の方が少ないくらいなのですが、エアーツールはコンプレッサーやエアホースの配管など設備に費用が掛かるので私が所属していた工房レベルの極小工場では電動工具を使用する事が多く、エアツールを知らなかった私からするとそれは発見でした 「なるほど、それで量産品のピックガードネジはバカになってるやつが多いんだ」と。 懸案だったジョイントポケットの後加工は部長の担当でしたが作業の様子を見せて頂くと研修時に説明した使用方法を理解出来ていないようで「なるほどこれでは隙間になるはずだ」と変に納得する事に。 フレットの摺合せ工程を見せて頂いた時も驚きがありました 若い工員さんが作業していたのですがあまりにあっさり摺合せが終わるので「何を目安に終わってるの?」と聞くと、「ペーパー掛け3往復です」と! 「えっ!?」と絶句するとその若い工員さんは苦笑いで「部長にそうしろと言われまして…」と こう云う所で働いている工員さんはほとんどがギターリペアの専門学校を卒業した人達なのでフレット摺合せはフレットの頭が完全に揃うまで行うと云う事は当然分かっていて、これで良い訳は無いと分かりつつ作業していたようです そこですぐに部長の所へ行って「これはどう云う事?」と問い詰めると「昔からそうやってるんで…」とピンと来ていない様子でした この部長は当時50代後半くらいの年齢の方で若い時からずっとここで働いて、失礼ながら年功序列で部長になった様な方で、長年この仕事をしているのにも関わらずギターの事をあまり理解していない方でしたので、自分が働き出した当時に上司に言われた事を何の疑問も持たずそのまま何十年も続けて来られて、上司となった時も部下にそのまま指示し続けていたようです この部長は私に対してはリスペクトを示してくれていましたが、工場内での部下に対する態度を見ていると部下の意見に耳を貸すような態度ではありませんでしたので若い工員の意見など受け入れられなかったのでしょう この工場に限らずギター工場は中堅社員が少ない所が多いのですが、この様な環境では若い工員は夢と現実のギャップに幻滅して辞めて行って当然だわと思いました 部長は自分よりずっと年下でも私(当時30代前半)の言う事には耳を傾けてくれたので摺合せの仕方やエアツールの使い方、若い工員に対する姿勢まで事細かく指摘させて頂き、ジョイントポケットの後加工も理解力のある若い工員さんに担当を変わって頂くようお願い致しました 若い工員に対する姿勢まで指摘され、自分の担当を外されるなんてベテランの方には屈辱的だったとは思いますが第1期との品質差を許す事は出来ませんし、ハッキリ言って他人のプライドなんか知ったこっちゃありませんので思いっ切りきつく言わせて頂きました 次にネックの製造工程を見せて頂きました ボディ・ネック製造部署の長は飯田楽器の工場長で当時の飯田楽器では最年長の方でしたが組み込み部門の部長とは違い理解力ある方で初対面でしたがその点は安心した事を覚えています こちらを見学させて頂く目的はロックナットの取り付け加工とネック捻じれの原因究明の為でしたが、ロックナットの取り付け加工の方は精度を高めるにはどの様に作業改善したら良いかある程度の改善策が見つかりましたが、ネック捻じれの原因は作業工程を見てもすべてこちらの指示通りで間違いや手抜きは無く、原因が見つからないまま帰るしかありませんでした 帰阪後も一体何が捻じれの原因なんだろう?と思案する事が続きましたが、その間も飯田楽器から完成したAXIS EXが届くのですが、改善策が見出せないままの生産継続ですから相変わらずネックが捻じれた物が多数で、それらを全て返品したら神田商会の卸す本数は少なくなってしまいます そこで「捻じれチェッカー」を作って許容基準を立てる事にしました 捻じれチェッカーとはこの様な物です  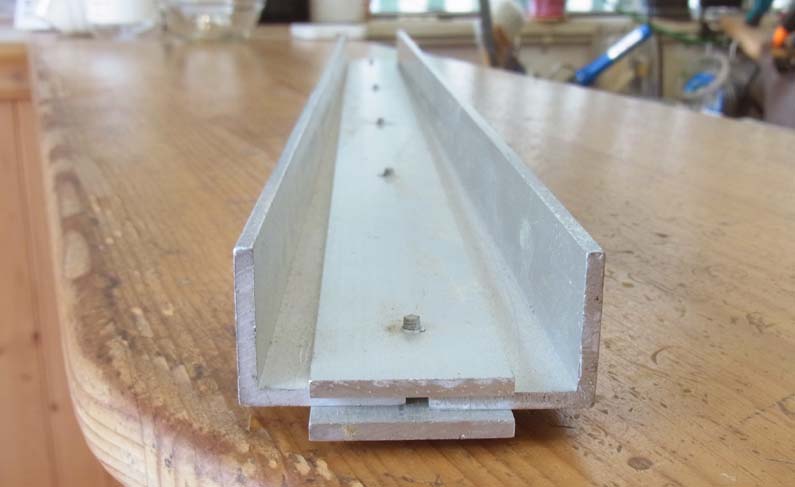 当時の捻じれチェッカーはハイエンドギターズに置いてきましたので、画像の物はO2Factory創業時に新たに製作した物です これはアルミのL時金具2枚を“コ”の字状に組み合わせ、「コの字」の開口部が平面になる様に定盤で摺合せした物で、開口部を完全に平面な所に当てると当てた面と開口部が密着しどこにも隙間は出ませんが、捻じれた所に開口部を当てるとどこかに隙間が出来て捻じれチェッカーを揺らすとカタカタと動く様になります 既存のコの字金具を使用しなかったのは捻じれチェッカーとして使用するにはナット部分とエンド部分で幅が変わるネックと同じくチェッカーの開口部の幅はテーパー状である必要がある為です テーパー幅はチェッカーの中央に点々とあるネジを緩めれば調整出来ますがこれを考案してからもう20年以上経ちますがその必要を感じた事は無く、現在のテーパー幅でほとんどのギター、ベースに対応出来ています ↓捻じれチェッカーはこの様にネックに当てて捻じれの有無をチェックします  この時ネックに捻じれがあると、1フレットもしくは最終フレットの片方とチェッカーの間に隙間が出ます 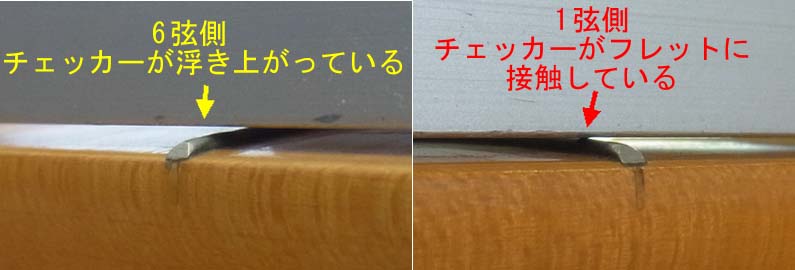 ネックに捻じれがあった場合、↑様に1弦側の1フレットはチェッカーと接しているのに6弦側の1フレットはチェッカーと接せず隙間が出来てしまいます (逆方向に捻じれている場合はこの逆) この様にチェッカーを製作して返品するに値する基準を設ける事にしました その基準とはチェッカーを当てた時に出来る1フレット上の片方の隙間が0.5ミリ以上と云う物です 隙間が0.5ミリ以下であれば受け取り、0.5ミリ以上あれば返品と云う事です もちろん隙間はゼロである事が理想ですが、それは恐らくヤマ楽器製のネックでも難しいでしょう 実際独立して修理店を始めていろんなメーカーのギターにこのチェッカーを当ててきましたがほとんどのネックに少なからず捻じれはありました チェッカーが全くカタカタしないネックの方が稀です 70年代のアメリカ製のギターなんか1ミリ以上隙間がある物はザラで、さすがにこれくらい捻じれると弦高が上手く合わなかったり、作業台に置くとヘッドがあらぬ方向を向いているのが気持ち悪かったりしますので実害がありますが、独立する前のまだいろんなメーカーのギターに接していない頃の私が出した0.5ミリと云う基準点は妥協点としては妥当だったと思っています 前回の記事の最後に飯田楽器さんに製造全てを任せるのを「スティングレイにしなくて良かった」と書きましたが、その理由がこのネックの捻じれです ベースのネックはギターと比べると長く、その分捻じれなどネックの変形がシビアに出ます 例えば製造時にある一定の捻じれが出てしまうネック材があったとして、この材でギターのネックを製作した場合、捻じれチェッカーを当てると1フレット上で0.5ミリの隙間が出来るとして、同じ材でギターネックの約1.5倍の長さがあるベースネックを製作した場合、1フレット上の隙間は単純計算で1.5倍の0.75ミリ出てしまう事になります つまり捻じれの許容基準を0.5ミリ以下とすると、同じ材でも0.75ミリの隙間が出るベースネックでは返品対象になりますから、もしスティングレイを飯田楽器さんで製造していたらそれこそ全部返品していた事になっていたでしょう 現在この捻じれチェッカーはフレット交換の際の指板修正時に活躍しています 当店ではフレット交換の際にネックの捻じれや波打ち、腰折れなどを指板を削って修正してから新しいフレットを打ちます 指板修正にはストレートエッジと言われる直線定規と捻じれチェッカーを駆使して指板面が弦の下でストレートかつ全体でも捻じれが無くなる様に修正します その際出来るだけチェッカーがカタカタしなくなるまで修正しますが、あまり捻じれが酷いと指板を恐ろしく削る必要になる為、カタカタしなくなるまで削れば指板が薄くなりネックのグリップが変わってしまったり、ポジションマークが消えてしまったりと云った様な弊害が出てしまいますのであまりに酷い捻じれがある場合は弦下の指板上は完全にストレートに修正しても全体の捻じれの修正は適正な妥協点を見つけて完全な修正は諦めるようにします ネックの捻じれはギター用の「アイロン」と呼ばれる加熱工具で直すのがギターリペア界では主流だと思いますが、以前のコラムにも書きましたが私は経験上アイロンリペアは時間が経つと元に戻ってしまうので行いません 元に戻ってしまうのは恐らく私の技量ゆえと思いますのでアイロンリペア自体は否定しませんが当店では行っておりません 話が大きく逸れました すみません ネック捻じれの返品基準を設けたところで捻じれが無くなる訳では無く、根本解決にならないまま解決に向けた模索は続いていました そんな中、飯田楽器の工場長の口から大きな「?」を感じる言葉を耳にします 工場長「強制乾燥機から出したら湿気が戻らない様に急いで加工しているんですけどねぇ…」 私「???それマズいんじゃないですか??」 強制乾燥機と云うのは飯田楽器の工場長曰く「大きな電子レンジみたいなもの」(多分厳密には大分違うと思う)で、木材自体は製材されてから自然乾燥はされてはいますが、ギターの形にする前に更に残っている水分を抜き、木材中のセルロースを結晶化させて木材強度を上げる為の機械で中規模以上のギター工場だとどこでも採用しており、アメリカのアーニーボール・ミュージックマンの工場に見学に行った時も使っていました 角材からネックやボディの形に切り出した「荒取り」と言われる作業後、この強制乾燥機に掛け木材に残っていた水分を更に抜き取り、その直後に木材の捻じれなどの狂いを平面出しをして修正していたようなのですが、強制乾燥機内の温度・湿度は地球上ではありえないほどの高温・低湿度状態になります 少なくともカリフォルニアのデスバレーよりも高温・低湿度である事に間違いはありません 強制乾燥機から取り出すのは中の温度が冷めてからと云う事でしたが、そのまま密閉された状態で冷ます訳ですから木材はもう有り得ないほどにカラッカラに乾燥しています その「ある意味異常な乾燥状態」から取り出してすぐの木材はどの様な状態なのか?と思ったのです 浸透圧の原理で考えれば木材は乾けば乾くほど空気中の湿気をより多く吸収してしまう 木材が異常に乾燥した状態ですぐに「平面出し」と言う捻じれなどの狂い取りをすれば平面出し後に多くの湿気を吸収して再び狂いが生じるのでは無いか? そう思ったのです その考えを飯田楽器の工場長にお話しして今後は強制乾燥機からネック材を出したら1日工場内で寝かせて自然界の湿度に馴染ませてから狂い取り平面出しをして頂くようお願いしました 当然日本の場合、日によっての湿度が大きく変わりますが、この段階で厳密に湿度管理をして寝かせたところでユーザーの手に渡った時には日本の不安定な気候に晒されるのですから寝かす場所は工場内の一角で十分、強制乾燥機内の異常環境とは違い通常のギターの使用・保管環境であると判断しました 「1日工場内で寝かせる」と云う事はその間作業が止まってしまうと云う事ですので飯田楽器さんとしてはしんどかったと思いますが、品質向上に意欲的に取り組んで頂けたので助かりました もっともこの作業工程が通常になれば木材からネックに荒取りする工程を1日前倒しにすれば作業自体は止まることは無いのですが。 それから数週間して作業工程を変更したネックで組まれたAXIS EXが届いたのですが、うれしい事に全てのAXIS EXのネックは基準値内の捻じれに収まっていました! この事は強烈に記憶しています ひょっとするとこれって私と飯田楽器の工場長が知らなかっただけでギター製造においては常識なのかも知れませんが、一つの問題が自分の思考で解決した時の喜びは格別です ただ、ほとんどのギター工場では荒取り後の狂い取り平面出しなど工程ごとの狂い取りと云う事はしません 飯田楽器さんも今までその様な工程を行っていなかった所に私の方から工程ごとに狂い取りするよう指示されたので作業のタイミングが分かっておらず、強制乾燥機から出した直後が最高のタイミングと思われたのでしょう 私は私で「工程ごとに狂い取りするのが後に狂いが出難くくなるネックを作る秘訣」と云う事は乳井さんから聞いて知っていましたが、どの時点で強制乾燥機に掛けるかまでは知りませんでした 結果的に大きな問題を解決する事は出来ましたが、ちぐはぐな知識と経験不足は簡単な物事を見落としてしまうものだと思い知らされました この後、返品するAXIS EXはほぼ無くなりましたがまだ問題は残っていました それはフロイドローズベタ付けセッティングのAXISならではの悩みです 今回でAXIS EXについては完結するつもりでしたがなかなかに長い記事になってしまいましたので次回その悩みの解決について書いて完結編としたいと思います すいませんまだ続きます<m(__)m> |
