愼椏偲愼怓偵娭偡傞憤崌媄弍僒僀僩
10. 億儕僄僗僥儖偺儔僺僢僪愼怓

 尰嵼偺巹偨偪偺擔忢惗妶偺嵟傕廳梫側埵抲傪愯傔傞崌惉慇堐偑億儕僄僗僥儖偱偡丅偦偺愼怓偺偨傔偵偼崅壏偱偺悊偒崬傒偑昁梫偱偡丅
僋僀僢僋儗僗億儞僗偑梫媮偝傟傞拞丄愼怓宍懺偼丄柸傗巺偐傜丄怐暔傗曇傒暔偱峴偆斀愼傔乮偨傫偧傔 Piece
dyeing乯傊偲戝偒偔堏峴偟偰偒傑偟偨丅偦偺愼怓偵偼丄崅壏崅埑偱偺愼怓偑壜擻側塼棳愼怓婡 乮Circular Dyeing Machine,
Over-flow Jet Dyeing Machine 側偳偲屇偽傟傞乯偑巊傢傟傑偡丅塼棳愼怓婡偺婎杮偼丄
尰嵼偺巹偨偪偺擔忢惗妶偺嵟傕廳梫側埵抲傪愯傔傞崌惉慇堐偑億儕僄僗僥儖偱偡丅偦偺愼怓偺偨傔偵偼崅壏偱偺悊偒崬傒偑昁梫偱偡丅
僋僀僢僋儗僗億儞僗偑梫媮偝傟傞拞丄愼怓宍懺偼丄柸傗巺偐傜丄怐暔傗曇傒暔偱峴偆斀愼傔乮偨傫偧傔 Piece
dyeing乯傊偲戝偒偔堏峴偟偰偒傑偟偨丅偦偺愼怓偵偼丄崅壏崅埑偱偺愼怓偑壜擻側塼棳愼怓婡 乮Circular Dyeing Machine,
Over-flow Jet Dyeing Machine 側偳偲屇偽傟傞乯偑巊傢傟傑偡丅塼棳愼怓婡偺婎杮偼丄 壓曽偵愼椏傪娷傫偩塼偩傑傝偑偁傝丄
偦偺拞傪掕婜揑偵惗抧偑夞傝捠夁偡傞偲偄偆峔憿偱惉傝棫偭偰偄傑偡丅
偙偺偨傔丄惗抧偑愼怓塼傪捠夁偡傞僞僀儈儞僌傗偟傢側偳偺忬懺偵傛傝晹暘揑側怓儉儔傗怓堘偄偑惗偠傑偡丅
壓曽偵愼椏傪娷傫偩塼偩傑傝偑偁傝丄
偦偺拞傪掕婜揑偵惗抧偑夞傝捠夁偡傞偲偄偆峔憿偱惉傝棫偭偰偄傑偡丅
偙偺偨傔丄惗抧偑愼怓塼傪捠夁偡傞僞僀儈儞僌傗偟傢側偳偺忬懺偵傛傝晹暘揑側怓儉儔傗怓堘偄偑惗偠傑偡丅
婡夿岺妛偑恑傓拞丄惈擻偺傛偄塼棳愼怓婡傕師乆偵搊応偟丅偦傟偵崌傢偣偰丄億儕僄僗僥儖傪慺憗偔儉儔柍偔丄
偟偐傕嵞尰椙偔愼怓偡傞偨傔偺愼怓棟榑傕弌偰偒傑偟偨丅偙偺復偱偼丄偦偺婔偮偐傪徯夘偟愢柧偟傑偡丅
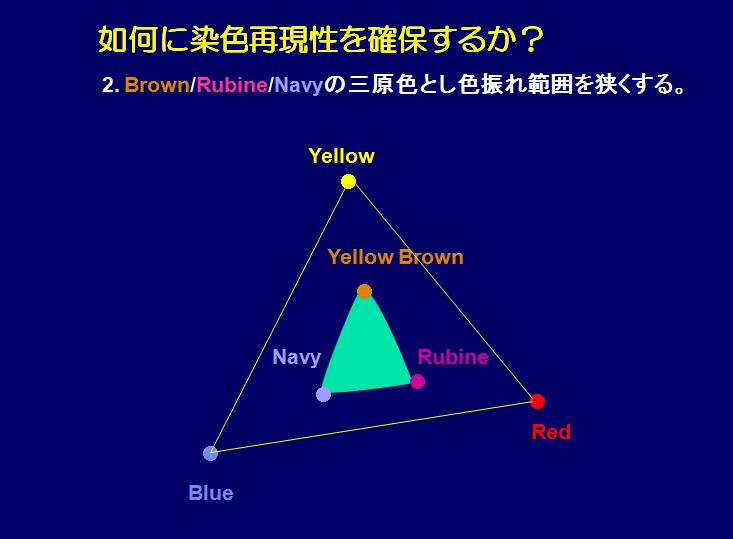
儔僺僢僪愼怓
 儔僺僢僪愼怓偺柤偼
Rapid=乬慺憗偄乭
偲尵偆扨岅偐傜棃偰偄傑偡偑丄愼怓傪懍偔廔偊傞偩偗偱偼丄儔僺僢僪愼怓偱偼偁傝傑偣傫丅壽戣偲偟偰丄塃偺嶰揰傪枮偨偡偙偲偑廳梫偱偡丅
儔僺僢僪愼怓偺柤偼
Rapid=乬慺憗偄乭
偲尵偆扨岅偐傜棃偰偄傑偡偑丄愼怓傪懍偔廔偊傞偩偗偱偼丄儔僺僢僪愼怓偱偼偁傝傑偣傫丅壽戣偲偟偰丄塃偺嶰揰傪枮偨偡偙偲偑廳梫偱偡丅
偙偺嶰揰傪枮偨偡偨傔偵丄條乆側儊乕僇乕偑撈帺偺曽朄偱傾僾儘乕僠傪偟偰峴偒傑偟偨丅
(Rapid壔傊偺傾僾儘乕僠丂A)
 愭偢丄堦斣栚偺乽擛壗偵偟偰抁帪娫偱崅擹搙偵摓払偡傞偺偐丠乿
偲尵偆壽戣偵懳偡傞夝寛朄偱偡偑丄
婛偵懠偱傕愢柧偟傑偟偨條偵丄愼怓偼丄媧拝仺奼嶶丂偲恑傒傑偡丅偦偟偰慇堐撪偵奼嶶偟偨愼椏傪曗偆傋偔丄愼梺拞偺愼椏偑媧拝偟丄
傑偨奼嶶偟偰偄偒傑偡丅偦偺偨傔丄傛傝奼嶶偟傗偡偄暘巕検偺彫偝偄愼椏偼丄暘巕検偺戝偒偄愼椏傛傝丄傛傝抁帪娫偱擹偔愼傑傞偲偄偆偙偲偵側傝傑偡丅
偨偩偟丄偙偺揰偱偼儀僗僩僠儑僀僗偲側傞 E 僞僀僾偺愼椏偱丄幚嵺偵崅擹搙偱偺愼怓傪峴側偆偲丄
愭偢丄堦斣栚偺乽擛壗偵偟偰抁帪娫偱崅擹搙偵摓払偡傞偺偐丠乿
偲尵偆壽戣偵懳偡傞夝寛朄偱偡偑丄
婛偵懠偱傕愢柧偟傑偟偨條偵丄愼怓偼丄媧拝仺奼嶶丂偲恑傒傑偡丅偦偟偰慇堐撪偵奼嶶偟偨愼椏傪曗偆傋偔丄愼梺拞偺愼椏偑媧拝偟丄
傑偨奼嶶偟偰偄偒傑偡丅偦偺偨傔丄傛傝奼嶶偟傗偡偄暘巕検偺彫偝偄愼椏偼丄暘巕検偺戝偒偄愼椏傛傝丄傛傝抁帪娫偱擹偔愼傑傞偲偄偆偙偲偵側傝傑偡丅
偨偩偟丄偙偺揰偱偼儀僗僩僠儑僀僗偲側傞 E 僞僀僾偺愼椏偱丄幚嵺偵崅擹搙偱偺愼怓傪峴側偆偲丄
(1)幖弫寴楽搙偑掅偄丅
(2)愼椏偵椡偑柍偔擹怓偵尒偊側偄丅
(3)壙奿偑崅偔偮偔丅
摍偺擄揰偑偁傝傑偡丅
偦偙偱丄偦偆偟偨寚揰偺側偄 SE僞僀僾 =
拞埵偺暘巕検傪帩偮丄拞僄僱儖僊乕僞僀僾偺愼椏偵揑傪峣偭偰丄崅敪怓惈偺敪怓抍亖崅偄擹搙偑弌傞愼椏傪奐敪偡傞曽恓傪棫偰傑偟偨丅
師偵丄愼怓嵞尰惈偵懳偟偰偺壽戣偱偡偑丄愼怓偺嵞尰惈傪峫偊傞偲丄偦傟偵塭嬁偡傞婔偮偐偺僼傽僋僞乕偑偁傝傑偡丅
椺偊偽丄壏搙偵懳偡傞姶庴惈傗丄帪娫傗梺斾側偳偵懳偡傞姶庴惈丄峏偵偼丄愼怓帪偺pH傗巊梡偡傞彆嵻偺塭嬁側偳偑僼傽僋僞乕偲偟偰峫偊傜傟傑偡丅
偙偺撪丄壏搙偲帪娫偵懳偡傞姶庴惈偼丄嶰尨怓偺慡偰傪SE僞僀僾偲偡傞偙偲偱丄偁傞掱搙夝寛偡傞偙偲偑偱偒傑偡丅
傑偨丄嶰尨怓偺慻傒崌傢偣偱嶌傞懳徾偼丄嶰師怓偱偡偐傜丄巊偆墿丄愒丄惵惉暘偺怓憡偺嬤偄傕偺傪巊偊偽丄
偦傟偧傟偺愼怓擹搙偑懡彮摦偄偰傕栚偵偼偦傟掱偺怓嵎偲偟偰偼懆偊傜傟傑偣傫丅偦偙偱丄嶰尨怓偵梡偄傞愼椏傪丄廬棃偺丄慛傗偐側墿怓丄
慛傗偐側愒丄慛傗偐側惵丄偐傜墿枴偺僽儔僂儞丄儖價儞乮Rubine
惵枴偺愒乯丄僱乕價乕偵曄偊傟偽嵞尰惈偼忋偑傞敜偱偡丅丂丂丂丂
*嶰師怓 (tertiary shades) 丗
墿丒愒丒惵偺慡偰偺梫慺傪帩偭偨怓丅戙昞揑偵偼拑怓傗丄奃怓丄僆儕乕僽怓側偳丅
 |
 |
 偝偰丄嵟屻偺壽戣偺儉儔偺夝徚偱偡
偑丄
儉儔傪弌偝側偄偨傔偵偼丄奼嶶偑懍偔丄
偦偺懍搙偑懙偭偨嶰尨怓偱偁傟偽椙偄敜偱偡丅傕偪傠傫丄暘巕検偺懙偭偨
SE僞僀僾偱摑堦偡傟偽丄偁傞掱搙偺惉壥偼婜懸偱偒傑偡偑丄崅壏偱偺壜梟壔懍搙偑僐儞僩儘乕儖弌棃傟偽丄奼嶶偺懍搙傪傛傝崌傢偣傞偙偲偑偱偒傑偡丅
偙偆偟偨偙偲傪惙傝崬傒暘巕検丄暘巕宍丄抲姺婎乮壜梟壔懍搙挷惍偺偨傔偺乯愝寁傪峴側偄丅Rapid 梡偺嶰尨怓偑嶌傜傟傑偟偨丅
偝偰丄嵟屻偺壽戣偺儉儔偺夝徚偱偡
偑丄
儉儔傪弌偝側偄偨傔偵偼丄奼嶶偑懍偔丄
偦偺懍搙偑懙偭偨嶰尨怓偱偁傟偽椙偄敜偱偡丅傕偪傠傫丄暘巕検偺懙偭偨
SE僞僀僾偱摑堦偡傟偽丄偁傞掱搙偺惉壥偼婜懸偱偒傑偡偑丄崅壏偱偺壜梟壔懍搙偑僐儞僩儘乕儖弌棃傟偽丄奼嶶偺懍搙傪傛傝崌傢偣傞偙偲偑偱偒傑偡丅
偙偆偟偨偙偲傪惙傝崬傒暘巕検丄暘巕宍丄抲姺婎乮壜梟壔懍搙挷惍偺偨傔偺乯愝寁傪峴側偄丅Rapid 梡偺嶰尨怓偑嶌傜傟傑偟偨丅
ICI 偺 Compact C 儗儞僕偑偙傟偵摉偨傝丄尰嵼偼丄DyStar 偺 Dianix CC 偵偦偺巚憐偑堷偒宲偑傟偰偄傑偡丅
(Rapid壔傊偺傾僾儘乕僠丂B)
愼椏偺巊梡擹搙偲愼拝偺懍偝傪峫偊傑偡偲丄愼怓岺掱偵偍偄偰丄愼怓壏搙偺忋徃偲嫟偵壛懍搙揑偵愼椏偺壜梟壔偑恑傒丄奼嶶偑巒傑傝傑偡丅偙偺壜梟壔搙偼丄
悈偺扨埵梕愊摉偨傝堦掕偱偡偺偱丄愼怓擹搙偑忋偑傞偲嫟偵丄愼怓偺懍搙偼抶偔側傝傑偡丅
偮傑傝堦偮偺愼椏傪懡偔巊偊偽巊偆掱丄偡傋偰偑愼拝偡傞傑偱偵偐偐傞帪娫偼挿偔側傝傑偡丅
偙傟傪媡偵峫偊傞偲丄堦偮偺愼椏偱3%偺擹搙偱愼傔傞傛傝偼丄摨偠愼怓惈傪帩偮擇偮偺愼椏傪丄
1.5%偢偮僩乕僞儖3.0%偱巊偭偨曽偑抁偄帪娫偱嵪傓偲尵偆偙偲偵側傝傑偡丅
 |
 |
 師偵丄愼椏偺怓/擹搙偼丄
岝偺愼椏傊偺媧廂偱寛傑傞偲偄偆偙偲偼棟夝偟偰捀偄偰偄傞偲巚偄傑偡偑丄
偙偺帪摼偨偄怓擹搙偺岝偺媧廂攇宍偑偁傟偽丄偦傟傪丄暋悢偺愼椏傪慻傒崌傢偣偰弌偡帠偼壜擻偱偡丅
乮幚嵺偵丄偦偺偨傔偺寁嶼傪擔忢揑偵峴側偭偰偄傞偺偑丄僐儞僺儏乕僞乕僇儔乕儅僢僠儞僌亖俠俠俵偱偡丅乯
偙偆偟偰丄嶌傝弌偝傟偨壖憐偺愼椏偼丄峀偄媧廂斖埻傪帩偪丄媧廂僺乕僋偺崅偄愼椏偺條偵摥偒傑偡丅
師偵丄愼椏偺怓/擹搙偼丄
岝偺愼椏傊偺媧廂偱寛傑傞偲偄偆偙偲偼棟夝偟偰捀偄偰偄傞偲巚偄傑偡偑丄
偙偺帪摼偨偄怓擹搙偺岝偺媧廂攇宍偑偁傟偽丄偦傟傪丄暋悢偺愼椏傪慻傒崌傢偣偰弌偡帠偼壜擻偱偡丅
乮幚嵺偵丄偦偺偨傔偺寁嶼傪擔忢揑偵峴側偭偰偄傞偺偑丄僐儞僺儏乕僞乕僇儔乕儅僢僠儞僌亖俠俠俵偱偡丅乯
偙偆偟偰丄嶌傝弌偝傟偨壖憐偺愼椏偼丄峀偄媧廂斖埻傪帩偪丄媧廂僺乕僋偺崅偄愼椏偺條偵摥偒傑偡丅
偮傑傝丄堦偮堦偮偺愼椏偱偼弌側偄擹偄怓偺壖憐扨昳愼椏偺弌棃忋偑傝偱偡丅
忋偺丄愼怓懍搙傪忋偘傞偨傔偺愼椏攝崌傾僾儘乕僠偼丄偙偆偟偨丄壖憐乮擹怓乯愼椏傪嶌傝弌偡偙偲偵傕桳岠側庤抜偵側偭偰偒傑偡丅
偦傟偱偼丄愼怓偺嵞尰惈傪妋曐偡傞偨傔偵傕攝崌庤朄偼桳岠偱偟傚偆偐丠
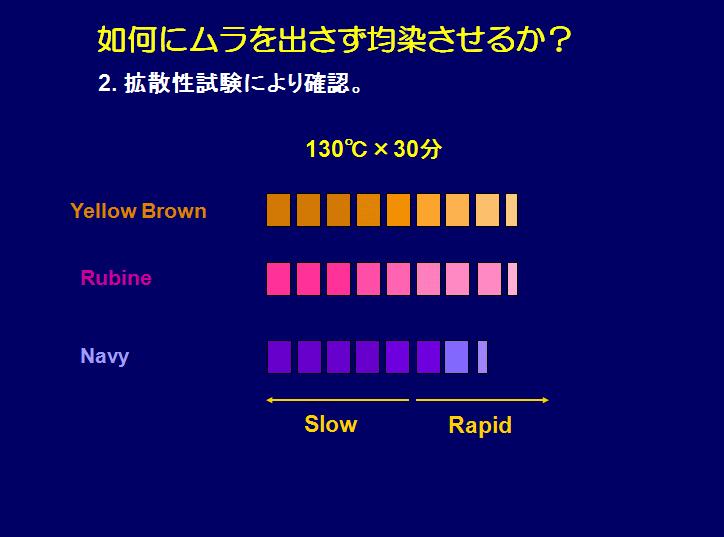
暘嶶愼椏偺愼怓偵偍偄偰怓偺堘偄偑弌傞梫慺偺堦偮偑壏搙姶庴惈偱偡丅堦斒偵彫偝偄暘巕検偺愼椏偼丄掅壏偱傕傛偔愼拝偟傑偡偑丄
壏搙傪忋偘偡偓傞偲愼拝偟偨愼椏偑梺偵揻偒弌偝傟偐偊偭偰扺偔側傝傑偡丅暘巕検偺戝偒偄愼椏偼丄偙傟偲偼媡偺摦偒傪偟傑偡丅
愼怓帪娫傗梺斾傊偺摦偒偵傕傎傏摨偠偙偲偑尵偊傑偡丅
偦偙偱丄戝丒拞丒彫偺暘巕検偺愼椏傪崿偤傞偙偲偵傛偭偰丄愼怓偺嵞尰惈偑忋偑傞偩傠偆偲尵偆峫偊偑弌偰偒傑偡丅
偙傟傪傛傝嬶懱揑偵偄偊偽丄棟憐揑側愼拝偺摦偒傪偡傞嶰尨怓傪僔儏儈儗乕僔儑儞偟丄
偦傟偵嬤偄摦偒傪偡傞愼椏傪暘巕検偺堘偆嶰偮乮偁傞偄偼偦傟埲忋偺乯愼椏傪攝崌偟偰嶌傝弌偡栿偱偡丅
偦傟偱偼丄偙偆偟偨暘巕検偺堘偆愼椏傪慻傒崌傢偣偨愼椏偼丄儉儔側偔愼傔傞偺偵傕桳岠偱偟傚偆偐丠丂
偛懚抦偺傛偆偵愼椏偺嬒愼偵偼丄彫偝偄暘巕検偺愼椏偑傛傝桳棙偱偡丅廬偭偰丄偦偆偟偨掅暘巕検偺愼椏傪嶰尨怓偺偦傟偧傟偵彮偟偢偮擖傟偰偍偗偽丄
儉儔偺堦晹偼夝徚偝傟傑偡丅
傑偨丄嶰尨怓偺偦傟偧傟偑丄戝丒拞丒彫偺愼椏傪帩偭偰偍傟偽丄愼怓帪偵偼丄暘巕検偺彫偝偄愼椏丂仺丂拞掱搙偺愼椏丂仺丂戝偒偄愼椏偺弴
偱奼嶶偑恑傒傑偡偺偱丄栚偵偼偄偐側傞帪娫傗壏搙懷偱偁偭偰傕丄僆儞僩乕儞偱偺愼怓偑峴側傢傟偰偄傞傛偆偵尒偊傞偺偱偡丅
偦傟偱傕丄偙偺嶰尨怓偱儉儔偑偱偒傞條側傜丄嶰尨怓偺愼拝嫇摦偼堦抳偟偰偄傑偡偺偱丄
偦偺愼拝懍搙偑懍偄晹暘偱徃壏傗懍搙傪僐儞僩儘乕儖偟偰偦傟傪棊偲偟偰傗傟偽椙偄偲偄偆栿偱偡丅
 |
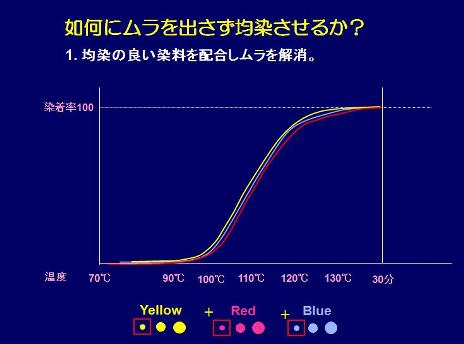 |
偙偆偟偰丄婔偮偐偺愼椏傪慻傒崌傢偣偰丄
Yellow丄Red丄Blue 偲偟丄峏偵偦傟傜傪慻傒崌傢偣偰丄Rapid
梡偺嶰尨怓偲偡傞曽朄偱丄廧桭壔妛偺 RPD 僔儕乕僘傗DyStar偺ACE丄UN-SE僔儕乕僘側偳偑嶌傝弌偝傟傑偟偨丅
*僆儞僩乕儞(on
tone) 丗擹搙偑堘偭偰傕怓挷偑摨偠怓栚偵尒偊傞帠丅
(Rapid壔傊偺傾僾儘乕僠丂C)
偙傟偼丄Rapid 愼怓偱婲偙傞儉儔傪擛壗偵偟偰慺憗偔夝徚偡傞偐偲尵偆億僀儞僩偐傜敪偟偨傾僾儘乕僠偱偡丅
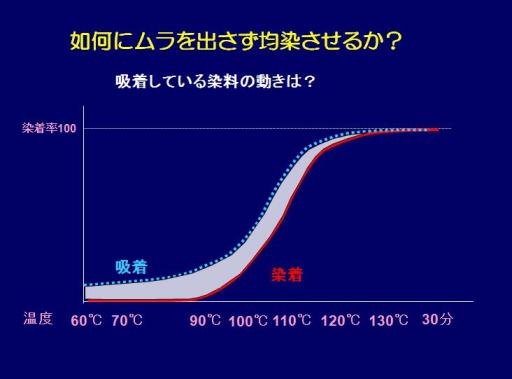
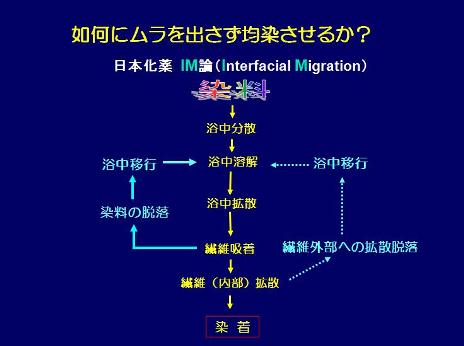
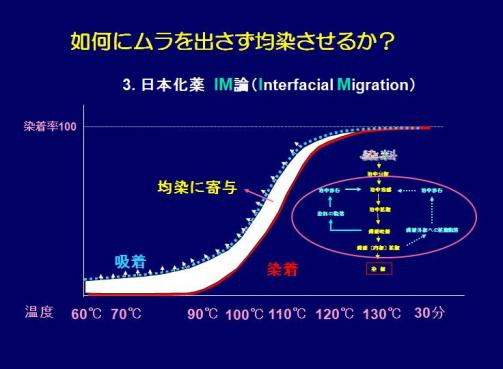
愼怓偺夁掱偱丄愼椏偼昁偢丄丂惗抧昞柺傊偺媧拝 仺 奼嶶 仺 愼拝嵗惾偱偺愼拝 偲偄偆儖乕僩傪偨偳傝傑偡丅
偟偐偟丄偙偺儖乕僩偼丄忢偵堦曽捠峴偱偟偐婲偙傜側偄傕偺偱偼偁傝傑偣傫丅幚嵺偵愼怓幚尡偱妋擣偟偰傒傞偲丄
堦搙惗抧忋偺忔偭偨愼椏乮=媧拝偟偨愼椏乯偺慡偰偑撪晹奼嶶乮=愼拝乯偵岦偐偆栿偱偼側偔丄嵞傃愼塼偺拞偵婣偭偨傝丄
惗抧偺昞柺傪堏摦偡傞帠偑傢偐傝傑偟偨丅偦偟偰丄寢壥揑偵偙偺媧拝偲愼拝偺嵎偑戝偒偄掱丄嬒愼偑桪傟偨愼椏偱偁傞帠偑暘偐偭偨偺偱偡丅
偙傟偼壗屘偱偟傚偆丠
|
 |
旐愼暔偺忋偵忔偭偰偄傞偩偗偺愼椏偼丄偛偔庛偄椡偱
偦偙偵懚嵼偟偰偄傞偩偗偱偡偺偱丄梕堈偵愼怓偺拞偵婣偭偰峴偒傑偡丅
偦偟偰嵞傃旐愼暔偺昞柺偵栠偭偰偒傑偡丅
偟偐偟丄偦偺埵抲偼丄戝偒側妋棪偱丄尦偁偭偨埵抲偲偼堘偭偰偄傞敜偱偡丅
偮傑傝丄愼椏偼忢偵摦偒側偑傜丄慇堐昞柺偵乮媧拝亅愼拝乯暘偺暯峵忬懺傪嶌傝弌偟偰偄傞偺偱偡丅
偟偐偟丄偦傟偑暯峵忬懺偱偁傞尷傝丄慇堐昞柺偺偳偙偱偁偭偰傕師戞偵摨偠擹搙偵側偭偰峴偒傑偡丅
偮傑傝丄嬒愼偺偨傔偺暯嬒壔偑丄慇堐撪晹偱偺暯嬒壔傛傝偼傞偐偵彮側偄僄僱儖僊乕丒彮側偄帪娫偱惉偟悑偘傜傟傑偡丅
偙傟偑丄擔杮壔栻偺乽IM 榑乿偺崪奿偱偡丅擔杮壔栻偱偼丄偙偺乽IM 榑乿傪尦偵丄嵞尰惈偺柺偐傜偺愼傔懌偺懙偭偨愼椏偺拞偐傜丄乽IM
抣乿偺戝偒偄愼椏傪慖傃丄 乽抁帪娫偱嬒愼偟愼傔懌傕懙偭偨乿 Rapid 愼怓梡儗儞僕傪嶌傝忋偘傑偟偨丅
 |
 |
傑偲傔
尰嵼摉偨傝慜偺傛偆偵峴側偭偰偄傞億儕僄僗僥儖偺Rapid
愼怓偼丄堦挬堦梉偵惉偟悑偘傜傟偨傕偺偱偼側偔丄偦傟偧傟偺愼椏儊乕僇乕偑偦傟偧傟偵抦宐傪峣偭偨寢壥偑丄崱偺巔偲側偭偰偄傑偡丅
栚昗偲偡傞愼怓偼摨偠偱傕丄堘偭偨傾僾儘乕僠偺巇曽偑偁傞偙偲傪抦傝崱屻偺愼怓偵栶偵棫偰偰捀偗傟偽偲巚偄傑偡丅
Appendix
愼塼偺棳傟傪棙梡偟偰晍傪弞娐偝偣傞塼棳愼怓婡偑巗
応偵敪昞偝傟偨偺偼丄杴偦50擭慜1962擭Gaston County乮暷乯偵傛偭偰偱偡偑丄偦偺屻丄擔杮傗儓乕儘僢僷偱夵椙偑廳偹傜傟丄
崱偱偼億儕僄僗僥儖晍涘偺愼怓偵寚偐偣偸庡梫愼怓婡偲側偭偰偄傑偡丅忋偱弎傋偨Rapid棟榑偺悢乆傕丄偦偆偟偨夵椙偺拞偱採彞偝傟偨傕偺偱丄
嬶懱揑偵偼丄1970擭戙拞崰偐傜丄80擭戙弶摢偵偐偗偰奺幮偑Rapid梡愼椏傪奼斕偡傞尨摦椡偲側傝傑偟偨丅
偦偆偟偨Rapid棟榑偺楌巎傪傂傕夝偔偲丄 偦偺棟榑傪惉偟偆傞偨傔丄婔偮傕偺愼怓丒愼拝丒嬒愼棟榑傗丄偦傟偵婎偯偔曽掱幃傪尒晅偗傞帠偑弌棃傑偡丅
椺偊偽丄嶰旽壔惉偱偼丄暘嶶愼椏偺嬒愼偵娭偡傞愼拝懍搙偲弞娐偺娭學偵偮偄偰壓偺條側曽掱幃傪帵偟偰偄傑偡丅
 T 丗 徃壏懍搙丄V 丗 愼椏偺媧廂懍搙乮亾/亷丒暘乯丄
T 丗 徃壏懍搙丄V 丗 愼椏偺媧廂懍搙乮亾/亷丒暘乯丄
忋抜偺丄晍弞娐幃-塼棳愼怓婡偵懳偡傞幃偱偼丄
丂 Vf 丗 晍懍搙乮m/暘乯丄Kf 丗
晍弞娐幃愼怓婡偺嬒愼擻椡乮亾/僒僀僋儖乯 丄L 丗 侾僼儘乕摉偨傝偺晍儖乕僾挿
壓抜偺丄塼弞娐幃愼怓婡乮僷僢働乕僕傗價乕儉愼怓婡乯偵懳偡傞幃偱偼丄
丂 Vp 丗 塼棳乮l乮丿馁乯/暘/kg乯丄Kp 丗 塼弞娐幃愼怓婡偺嬒愼擻椡乮亾/僒僀僋儖乯丄R 丗 梺斾丅
偙偆偟偨曽掱幃傗丄摨帪婜偵彞偊傜傟偨丄椞堟岎姺榑側偳偺徻嵶傪抦傞帠偼桳堄媊側帠偱偡偑丄
尰幚偺巹払偼丄擔忢偺愼怓傪廳偹傞拞偱丄愼怓婡偺峔憿丄
塼棳僲僘儖偺宍忬丄旐愼暔偺庬椶丄宍懺摍偙偆偟偨棟榑偱偼岅傜傟傞帠偼柍偄偪傚偭偲偟偨堘偄傕丄愼怓寢壥偵塭嬁偡傞帠偵婥晅偄偰偄傑偡丅
乮塼棳愼怓婡偺応崌丄偙傟傜偺僼傽僋僞乕偑惗抧傗塼偺摦偒曽丄傂偄偰偼愼椏偺媧恠偺巇曽偵戝偒側塭嬁傪媦傏偡帠偼梕堈偵僀儊乕僕偱偒傑偡偑丄
旐愼暔偑摦偐側偄僷僢働乕僕愼怓婡傗價乕儉愼怓婡偵偍偄偰傕丄巺偺姫偒曽乮妏搙丒枾搙丒僷僢働乕僕恈偺庬椶-埑弅偺桳傝惉偟丒埑弅搙乯丄惗抧偺姫偒枾搙丄
偵壛偊愼怓婡撪晹偱偺嬻寗斾丄愼塼偺棳傟 -
撪仺奜丄撪仼奜丄愗傝懼偊偺桳柍丄愗傝懼偊僒僀僋儖摍丄愼怓寢壥偵塭嬁傪梌偊傞懡偔偺梫慺偑懚嵼偟傑偡丅
偙傟偵壛偊丄暘嶶嵻側偳巊傢傟傞彆嵻偺僀僆儞惈傗偦偺巊梡検傕丄愼椏偺媧廂懍搙傗暘嶶偵塭嬁傪梌偊傞帠偼丄
乽20.慇堐梡彆嵻乿偵
弎傋偨捠傝偱偡丅乯
愼怓岺応偱偼丄愼怓惈偩偗偱巊偆愼椏傪慖傇栿偱偼偁傝傑偣傫偺偱丄愼椏儊乕僇乕偑丄怴愼椏傗丄怴儗儞僕傪愝寁偡傞堊偵偼丄Rapid
揔惈偵懳偟偰偼丄暘巕偺戝偒偝傗宍丄嬌惈傪寛掕偡傞偨傔偺抲姺婎側偳傪峫椂偟傑偡偑丄
嵟廔揑偵偼丄壗搙傕帋愼偟丄愼傔傗偡偝傪妋擣偡傞偲嫟偵丄怓栚丄擹搙丄寴楽搙丄惢憿僐僗僩側偳傪壛枴偟嵟傕巗応偵庴偗擖傟傜傟偦偆側傕偺傪忋巗偟傑偡丅
乮偦傟偵愭棫偭偰丄撆惈傗摿嫋億僕僔儑儞傪墴偝偊偰偍偔帠偼尵偆傑偱傕偁傝傑偣傫丅乯
嫲傜偔丄愼怓婡偺奐敪偵摉偨偭偰傕忬嫷偼摨偠偱偁傠偆偲巚偄傑偡丅壙奿偑偄偔傜埨偔偰傕丄愼傔傗偡偝丄巊偄傗偡偝偑側偗傟偽丄巗応偱偼憡庤偵偝傟傑偣傫丅
朿戝側帋愼寢壥傪婎偵丄偦偆偟偨愼傔傗偡偝丄巊偄傗偡偝傪捛媮偟側偑傜丄悈傗僄僱儖僊乕偺嶍尭丄
愼怓岺掱偵偍偗傞帪娫抁弅偵偮偄偰傕夵椙傪懕偗嵟廔惢昳偵寢傃晅偗傑偡丅
偲尵偆帠偼丄堦墳柤偺偁傞儊乕僇乕偺愼怓婡偲愼椏傪巊偊偽丄偦傟側傝偺寢壥偑弌偰摉偨傝慜側偺偱偡丅傕偟丄寢壥偑婜懸偵偦偖傢側偗傟偽丄
夵慞偡傞堊偺曽朄偵偮偄偰丄愭偢
儊乕僇乕偵傾僪僶僀僗傪媮傔偰壓偝偄丅乮摨帪偵偦偺愼怓婡傗愼椏偺尷奅傪抦偭偰偍偔帠傕戝偄偵桳梡偱偡丅
乯
Rapid愼怓傕娷傔愼怓偱偺晄忋偑傝傪側偔偡偨傔偺尰応娗棟偵偮偄偰偼丄乽23.
愼怓偵偍偗傞岺応娗棟乿偵傑偲傔偰偍偒傑偟偨丅嶲峫偵偟偰壓偝偄丅
偄偔傜嵟椙偺婡夿傗愼椏傪巊梡偟偰傕丄惗抧傪偹偠偭偰宷偄偩傝丄
惗抧偑傕偮傟偰惓偟偔摦偐側偗傟偽丄儉儔偑敪惗偟傑偡丅傕偭偲扨弮偵尵偊偽丄墴偡傋偒僞僀儈儞僌偱儃僞儞傪墴偝側偐偭偨傝丄
搳擖偡傋偒愼椏傗彆嵻偺検傗弴彉傪娫堘偭偰傕偦偺愼怓偼幐攕偱偡丅偦偺幐攕偺尨場傪屻偐傜晅偒棷傔傞帠偼堈偟偔偁傝傑偣傫丅偐偲尵偭偰丄
婲偙偭偰傕偄側偄幐攕傪梊尒偡傞帠偼峏偵擄偟偄帠偱偡丅
擔乆偺幐攕傪旔偗傞堊偵偼丄娗棟幰偺巇帠偲偟偰丄
1. 扤傕偑娙扨偵棟夝偱偒丄妿偮丄棜峴偱偒傞憖嶌儅僯儏傾儖傪嶌傞丅
乮嶌惉偼丄儊乕僇乕偺僷儞僼儗僢僩傪偦偺傑傑棳梡偡傞偺偱偼側偔丄幚嵺偵帺暘偱婡夿傪憖嶌偟峴側偆帠丅
弌棃傞偩偗栚偱尒偊傞帒椏=幨恀傪巊偆帠偑僐僣偱偡丅Video偵塮偟偰尒偣傞偺傕桳岠偱偡偑丄偦傟傪尰応偱偄偪偄偪塮偟妋偐傔傞栿偵偼偄偒傑偣傫丅
乮崱屻偼丄僞僽儗僢僩抂枛傗DVD僾儗乕儎乕傪巊偭偰偦傟傪峴側偆悽偺拞偵側傞偐傕偟傟傑偣傫偑丅乯乯
2. 梊峴墘廗傪壗搙傕峴側偄丄嶌嬈堳偑妋幚偵儅僯儏傾儖傪棟夝偟丄憖嶌偱偒傞偐妋擣偡傞丅丂丂丂帠偑昁梫偱偡丅
偦偺忋偱丄3. 晄應偺帠懺偑婲偙偭偨帪偺懳張偺巇曽傪榖偟崌偭偰偍偔丅丂丂帠偑弌棃傟偽怽偟暘偁傝傑偣傫丅
偙傟偵懳偟丄尰応偺嶌嬈幰偲偟偰偼丄
1. 堦恖傂偲傝偑丄寛傔傜傟偨摦嶌傪儅僯儏傾儖捠傝娫堘偄側偔妋幚偵峴側偆丅
2. 憖嶌偡傞偺偵擄偟偄揰丄晄崌棟側揰傪尒晅偗偨傜丄捈偪偵娗棟幰偵曬崘偡傞丅
3. 嶌嬈偺幐攕偵偮偄偰偼丄偨偲偊晄忋偑傝偑惗偠偰偄側偔偰傕
偦偺帠幚傪惓捈偵娗棟幰偵曬崘偡傞丅乮弌棃傟偽偦偺撪梕傪彂偒棷傔偰偍偔丅乯丂丂丂
帠傪峴側偭偰壓偝偄丅
儈僗傪婲偙偡帠偼恖娫偱偁傞尷傝旔偗傜傟傑偣傫丅
峫偊摼傞慡偰偺帺摦壔傪峴側偭偰傕丄旘峴婡偼棊偪丄楍幵偼扙慄偟傑偡丅婡夿偺晄挷偵婥晅偄偨傝丄僾儘僌儔儈儞僌偺儈僗傪捈偟偨傝弌棃傞偺偼丄
傗偼傝丄恖娫偱偟偐偁傝傑偣傫丅幐攕傪旔偗傞傋偔擔崰偺拲堄傪懹傜側偄搘椡偑戝愗側帠偼尵偆傑偱傕偁傝傑偣傫偑丄
婲偙偭偨幐攕偱丄儅僯儏傾儖傗嶌嬈撪梕傪夵慞偟丄
傛傝椙偄寢壥偵寢傃偮偗傞帠偙偦娗棟幰丒尰応嶌嬈幰椉曽偵偲偭偰夛幮偺偨傔偵弌棃傞堦斣偺峷專偩偲巚偄傑偡丅