染料と染色に関する総合技術サイト
9. 分散染料
分散染料は、
現在の日本では最も重要な染料となっています。
それは、より高付加価値を求めた新繊維や混紡品などの多くに分散染料が多かれ少なかれ使用されているからです。
また、産業資材分野でもこの染料が多用されています。それは、疎水性のこの染料が小さいV der
W力とこれも極めて小さい水素結合力しか持たず、イオン結合もしないからです。これは、逆説的なのですが、取り敢えずこの染料で炊き込めば、
ほとんどの繊維は、染着なり汚染により何らかの着色を示します。そのため、極性のある繊維から極性のない繊維にまで数多くの繊維に使用されています。
また、その数も多く、配合性も優れているため、染色性や堅牢度に絞った配合品の作成が容易で、このことが更に商品の数を増やす因となっています。
とは言え、その主要分野は、ポリエステルやアセテートなど、疎水性の繊維です。
この章では、その主要分野に絞って染料、染色工程の詳細を説明します。
ポリエステルの発明と現状
 ポリエステルは、テレフタル酸とエチレングリコールを、
脱水縮合して得られる繊維で、
1950年に英国の総合化学会社 ICI により工業化されテリレンの名で、世界展開されました。日本においては、帝人と東レが
ICI
から技術供与を受け 両社の名前 テイジンとトウレに世界初の合成繊維ナイロンの名を組み合わせテトロンの名で1958年に販売を始めました。この縮合反応はエステル化反応と呼ばれるため、
今日では、他のモノマーの組み合わせで作られる繊維も含めてポリエステルと言う言葉で呼ばれる事が多くなりました。
それでも、普通ポリエステルと言えば、このテレフタル酸とエチレングリコール
を共重合させたポリエチレンテレフタレートを指しています。
ポリエステルは、テレフタル酸とエチレングリコールを、
脱水縮合して得られる繊維で、
1950年に英国の総合化学会社 ICI により工業化されテリレンの名で、世界展開されました。日本においては、帝人と東レが
ICI
から技術供与を受け 両社の名前 テイジンとトウレに世界初の合成繊維ナイロンの名を組み合わせテトロンの名で1958年に販売を始めました。この縮合反応はエステル化反応と呼ばれるため、
今日では、他のモノマーの組み合わせで作られる繊維も含めてポリエステルと言う言葉で呼ばれる事が多くなりました。
それでも、普通ポリエステルと言えば、このテレフタル酸とエチレングリコール
を共重合させたポリエチレンテレフタレートを指しています。
ポリエステルは、物理的な強度も化学的な強度も繊維としては極めて優れており、しわになり難く、取り扱いも簡単で、なお且つ、価格も安いため、
今では、衣料分野においても産業資材分野においても最も重要な繊維となっています。
そのため、生産量からみると、全合成繊維の中で、長年40%以上の水準を維持しています。
 ポリエステルは、熱可塑性(thermoplastic)
を持っていますので、ナイロンと同じく加熱による熔融紡糸が行われます。その際、他のポリマーと組み合わせることにより、左の図の様に極細繊維を作ること
も可能です。
(今日では、ダイレクトスピニング(直接紡糸)によってもナノオーダーのマイクロファイバーが出来るところまで来ています。)
また、他の繊維と混紡や交織することで、価格を下げたり、取り扱いのし易さを与えたりとその使用範囲は広がるばかりです。
環境面においても、熔融点で分解を起こさないので、リサイクルや、
更に進んで、ケミカルリサイクルにより持続可能な繊維としての生き残りも計りつつあります。
ポリエステルは、熱可塑性(thermoplastic)
を持っていますので、ナイロンと同じく加熱による熔融紡糸が行われます。その際、他のポリマーと組み合わせることにより、左の図の様に極細繊維を作ること
も可能です。
(今日では、ダイレクトスピニング(直接紡糸)によってもナノオーダーのマイクロファイバーが出来るところまで来ています。)
また、他の繊維と混紡や交織することで、価格を下げたり、取り扱いのし易さを与えたりとその使用範囲は広がるばかりです。
環境面においても、熔融点で分解を起こさないので、リサイクルや、
更に進んで、ケミカルリサイクルにより持続可能な繊維としての生き残りも計りつつあります。
| filament | 引っ張り強さ 乾 (g/d) | 引っ張り強さ 湿 (g/d) | 比重 | ガラス転移点(℃) | 軟化点(℃) | 融点(℃) |
| ポリエステル | 4.3-6.0 | 4.3-6.0 | 1.38 | 81 | 238-240 | 255-260 |
| 6 ナイロン | 4.8-6.4 | 4.2-5.9 | 1.14 | 45-48 | 180 | 215-220 |
| 66 ナイロン | 5.0-6.5 | 4.5-6.0 | 1.14 | 約49 | 30-235 | 250-260 |
| アクリル | 3.2-5.0 | 3.2-5.0 | 1.14-1.17 | 79 | 190-240 | 不明瞭 |
分散染料の概念と歴史
ポリエステルは基本的に疎水性の繊維ですから、
それを染めるのにも疎水性の染料を使用します。そうした疎水性の染料でも染色の時には、やはり、
水系で行なわざるを得ませんので、疎水性の染料を微粒化し水に分散(disperse
ディスパース)させた状態で染色を使います。こうした染料を "分散染料" と言うのはそのためです。英語では、1953年に "Disperse
dye" と言う正式名でColour Indexに登録されました。
今日のポリエステル用染料の歴史は、1920年代にセルロースパルプを粉砕しアセチル化して、疎水性繊維とした、アセテート繊維の登場にさかのぼります。
この繊維の染色のためにアントラキノンをベースに分子量の小さい(220〜370)疎水性染料が作られ使われました。
1950年にポリエステルが登場し、当初はそうした小さい分子量の分散染料が使われていましたが、湿潤堅牢度や濃度の面で、
より良好な染料が要求される様になりました。こうした動きの一方100℃以上での染色が可能な高圧高温染色機が開発され、
より分子量が大きい染料でも使える環境が整いました。こうして開発されたのが、今日使われている分子量250〜650
程度の分散染料で、その多くがアゾベースの染料です。その後、ポリエステルが市場に広がり使用分野も多岐に渡るにつれ、
分子吸光度のより高いヘテロアゾなど新しい要求を満たす染料が次々に開発され今日に至っています。
(各分散染料の構造については、別章「
分散染料の基本骨格」
に分かる範囲でまとめていますので必要な方は参考にして下さい。)
 |
 |
分散染料 ポリエステルの染色
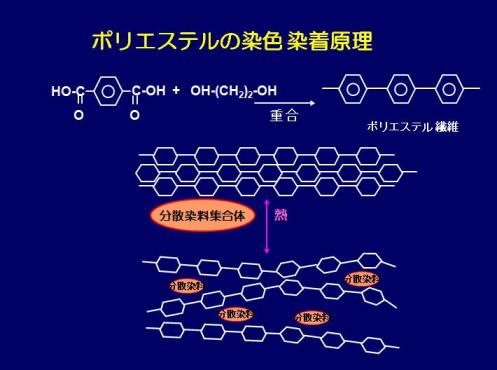 右の図でも分かるように、
ポリエステルの分子そのものは、串団子が繋がったような極めて単純で堅牢な構造をしています。
ポリエステル繊維ではそれらが寄り添って並ぶために、互いの分子鎖の間に強いV der
W力が働き、そのままでは染料や助剤が入れるようなミセル間隙はありません。そこで、高い温度をかけて繊維鎖分子の運動を促し、
染料が入れる隙間を開けてやる訳です。一方、ミセル状態で凝集している染料もまた温度上昇により単分子化していきます。
こうした、温度による二つの効果が相まって、ポリエステルは染まる事となります。
それでは、一旦入った染料が染色の間にまた出てきてしまうのではと言う疑問が出てきます。ここで思い出してほしいのは、似た性質、
似た形のものは互いに引かれ合うという分子間引力の法則です。染料も繊維も互いに疎水性です。その意味で、似た(小さい)極性を持っています。
また、その形は、互いにベンゼンを核とした串団子構造です。つまり、ポリエステル繊維と染料は互いに引き合う力を持っているのです。
この結果、染料はほぼ一方通行でポリエステル繊維の中に入っていきます。
さて、それでは、その染料の染着工程をもう少し実際的な観点から見てみましょう。
右の図でも分かるように、
ポリエステルの分子そのものは、串団子が繋がったような極めて単純で堅牢な構造をしています。
ポリエステル繊維ではそれらが寄り添って並ぶために、互いの分子鎖の間に強いV der
W力が働き、そのままでは染料や助剤が入れるようなミセル間隙はありません。そこで、高い温度をかけて繊維鎖分子の運動を促し、
染料が入れる隙間を開けてやる訳です。一方、ミセル状態で凝集している染料もまた温度上昇により単分子化していきます。
こうした、温度による二つの効果が相まって、ポリエステルは染まる事となります。
それでは、一旦入った染料が染色の間にまた出てきてしまうのではと言う疑問が出てきます。ここで思い出してほしいのは、似た性質、
似た形のものは互いに引かれ合うという分子間引力の法則です。染料も繊維も互いに疎水性です。その意味で、似た(小さい)極性を持っています。
また、その形は、互いにベンゼンを核とした串団子構造です。つまり、ポリエステル繊維と染料は互いに引き合う力を持っているのです。
この結果、染料はほぼ一方通行でポリエステル繊維の中に入っていきます。
さて、それでは、その染料の染着工程をもう少し実際的な観点から見てみましょう。
先ず、染色の第一段階では染料が分散状態で水中を漂っています。この時の粒度は1ミクロンを切る程度の大きさで、疎水非イオン性の染料の周りを、
アニオン性の親水分散剤が覆っておりその分散剤と水との間の水和作用、撹拌エネルギー、
ブラウン運動によるエネルギーなどが染料の浮遊運動の元となっています。
この溶液を加熱していくと、与えられる熱エネルギーのため水の分子運動が激しくなり、徐々に分散剤の保護層が失われていきます。
こうして剥き出しになった染料から、染料同士凝集し小さいミセルを形成します。
温度が100℃になると、ミセルが小さくなると共に染料の一部は水に溶け始めます。
| 注: | ここでおかしいと考える方
もいると思います。
今まで、分散染料は水に溶 |
分散染料の溶解度
(mg/L) |
|||||||
| けないと言う前提で話をしてきたのに、
ここでいきなり「溶ける」展開が出 |
CI Disperse | 80℃ | 100℃ | 130℃ | |||||
| てきた訳ですから面喰って当然です。
実は、分散染料も高温になると水 |
Orange 13 | 0.2 | 〜0.3 | 〜0.78 | |||||
| に溶けるのです。と言ってもその溶解度は、
1Lの水に、ミリグラム単位で |
Red 13 | 4.0 | 〜16 | 〜126 | |||||
| すから、
水溶性の染料に比べると数百〜数千分の一と言うオーダーです。 |
Red 7 | 21 | 〜93 | 〜640 | |||||
| 逆に、
高温でも全く溶けなければ単分子化することは出来ずポリエステル |
Blue 14 | 〜2 | 〜5 | 〜15 | |||||
| に染着していくことはありません。
そこが、同じ疎水性の物質であっても |
Blue 3 | 30 | 〜62 | 〜490 | |||||
| 染料と全く水に溶けない顔料との違いです。
|
Blue 23 | 61 | 〜190 | 〜920 | |||||
温度が更に上がって、
120℃-130℃になると、単分子化した染料(数nm)
が、ポリエステルの緩んだ分子間へ入って行きます。(温度がかかってない時のポリエステル分子鎖の間隔は染料分子よりは若干大きいですがやはり数nmで、
染色を短時間で行うためにはなお十分ではありません。)(と言っても、実際にはポリエステルが全ての領域で完全に結晶化している訳ではありませんし、
染料の全てが完全に単分子化して染まって行く訳でもありません。)
分散染料でも、最終的には平衡状態が訪れます。ここで、染色を終え徐冷後、液を抜き、水洗工程に入ります。
この冷却によりポリエステルの分子鎖は再び元の状態に閉じてしまいます。
従って、染料は繊維の中に閉じ込められた形となり出てこれなくなります。
この時、表面に付着している染料があると、白布に付着汚染したり、洗濯で他の繊維を汚したりします。
そこで、水洗工程を経て、還元洗浄と言う洗い方で表面に残った染料を60-80℃で化学分解してやります。
この温度での分解作用は、元の状態に戻ってしまった繊維の内部には及びません。
 |
 |
では、具体的な染色工
程の説明を行ないます。
先ず、染色前の精練ですが、通常余り厳しい精練条件は必要ありません。
0.5-1.0g/Lの非イオン活性剤で80℃X10分位洗浄するか、油性の汚れが付いている様なら 2g/L程度のソーダ灰を更に添加します。
精練の後、液を抜き、水または湯で洗浄します。
ここでの洗浄は汚れた液と非イオン活性剤の除去が目的です。非イオン活性剤が多く残っていると分散染料は染まり難くなります。
次に、染浴を調整します。使用する水は、軟水またはイオン交換水がベストです。もしそれらが無ければイオン封鎖剤を添加します。
(イオン封鎖剤については別文献で詳しく説明しますので、それを参考に適切な封鎖剤を
選択して下さい。)
染色開始温度は、50〜60℃の設定です。先ず、染色浴用の分散剤、pH調整剤(酢酸、酢酸ナトリウムなど)を入れ、pH4.5-5.5 に合わせます。
アルカリ減量工程を通っている被染物では、生地内部の残留アルカリが持ち込まれたり、精練工程のソーダ灰が残留している場合もありますので、
被染物を入れ少し回してからpH の確認をします。
次に、水に分散した分散染料を入れます。分散染料には大量の分散剤が使われています。実際、染料の重量の半分以上は分散剤です。
しかし、それは決して増量のために入っているのではありません。水系で染色するために必要だから入っているのです。
ですから染色に当たっては、その折角の分散剤をうまく使って染めることを心がけましょう。先ず、染料を分散させる時は、
40-50℃位のぬるま湯を使います。
酸性染料や直接染料のようにボイルでの溶解を行なうとその段階で保護膜としての分散剤が失われてしまいます。余り激しく撹拌することもよくありません。
ぬるま湯をゆっくり混ぜながら、染料をさっと流し込むように入れていけば問題なく分散液になる筈です。染浴に添加する分散剤を、
あらかじめ染浴に入れておくのは保護膜を一層よく働かせるためです。
この後昇温に入りますが、分散染料はどの温度領域でも同じ速度で染着していく訳ではありません。
先ほどの溶解度の変化からも分かりますが、染料の可溶化は温度の上昇と共に加速度的に大きくなって行きます。
そこで、全使用染料の 10%から90%が吸着拡散する温度範囲を “臨界温度範囲”
(Critical Temperature Range)
として、ゆっくりとした昇温を行ないます。目安は、液流染色機で言うと生地一回転で染料の吸尽が 2%以下です。
当然、使用する染料、濃度、生地全体の長さ、回転速度にかかわってきます。一般的には、臨界温度範囲で1.5℃/分です。
その前後ではもっと速く昇温しても構いません。こうして130℃になったら後は、
繊維内部での移行拡散を保障してやるために、濃度と染料の大きさに応じて、
15-60分染色を続けます。染色が終わったら100℃以下に徐冷し、染色液を排出します。
徐冷を行なうのは、急速冷却による生地のシワを防ぐためです。
 <補足>
<補足>
ポリエステルの品質にもよりますが、生産工程において、オリゴマー(oligomer)と言うポリエステルの低分子化合物の三量体低分子や五量体などが、
繊維内部に多く閉じ込められている場合があり ます。そうした低分子化合物が、
高温で繊維の外へ出て来ると、染料を巻き込んで凝集したり、粉吹き現象を起こしてトラブルになります。
そこで、シワが生じる心配がない糸染めの場合には、100℃以上で染色機内に圧力がかかった状態で染色残液を一気に排出する事で、
オリゴマーも染液と一緒に排出されトラブルを避けることができます。)
ます。そうした低分子化合物が、
高温で繊維の外へ出て来ると、染料を巻き込んで凝集したり、粉吹き現象を起こしてトラブルになります。
そこで、シワが生じる心配がない糸染めの場合には、100℃以上で染色機内に圧力がかかった状態で染色残液を一気に排出する事で、
オリゴマーも染液と一緒に排出されトラブルを避けることができます。)
(オリゴマーは、生地を130℃で空炊きした後、残液を濾過し、ろ紙に付着したオリゴマーを裏から光を当てる事で確認できます。
この時、多量にオリゴマーが発生していると、光がそのオリゴマーに遮られ黒い影となって現れます。
オリゴマー自身は色の無い微粒子ですのでそのままでは目視確認できません。含有量も量的には僅かですので、重量の増減で知る事もできません。)
洗浄相では、還元洗浄を行ないます。還元相の一般的な条件は、
2g/L ハイドロサルファイト、6cc/L NaOH (38度ボーメ)、1-2g/L 非イオン活性剤で、60-80℃X15-20分です。
 |
 |
<補足>
ポリエステルを分散染料で染色した後では、残留した染料が染色機に汚染・付着しています。こうした染料を、
上の還元洗浄だけで完全に分解除去するのは難しいため、染色を行なう順番を、汚れが目立ち易い色から濁った色に、
淡色から濃色にする現場染色の組み立てが必要です。(例.淡い黄色→茶色→黒。)
このサイクルの終了時には、条件を強め、缶体洗浄を行ないます。
特にオリゴマーの多い被染物では、オリゴマーが染料を巻き込む形で染色機に付着しているためこうした缶体洗浄が必須です。
缶体洗浄用の助剤はいくつものメーカーより販売されていますので、
そうしたものを推奨処方と共に使用するのが簡便ですが、もし入手できない場合には、5g/Lの苛性ソーダ(固)
に両性活性剤やアルカリ条件に安定でキレート分散効果のある活性剤を加え130℃で洗浄すればオリゴマーを分解除去する事が可能です。
 還元洗浄の後は乾燥ですが
温度を上げない様に注意する必要があります。
還元洗浄の後は乾燥ですが
温度を上げない様に注意する必要があります。
分散染料は、浸染では、水に可溶化し拡散、染着しますが、乾燥状態で染料そのものに高い熱がかかれば、昇華し、単分子気体として、繊維を出入りします。
(この性質を使ってあらかじめ繊維に染料を付着させ、180-210℃で加熱し染色する染法もあります。
この染法については、捺染と連続染色の章で詳しく説明します。)
せっかく繊維の外に付着した染料を還元分解して取り除いても、また、高い温度をかければ、昇華して出てきた染料で繊維の表面が汚染してしまいます。
ですから、洗浄、水洗の後の乾燥は必要以上の温度をかけない注意が必要です。
同じく、染色の後、吸湿加工や帯電防止加工を行なう場合にも、出来るだけ染料を引き出さない助剤や加工条件を選ぶ心配りも大切です。
(その意味では、染料引き出し効果の高いノニオン性の助剤よりも、アニオン性の助剤の方が安全です。)
これまでの説明で、分散染料が、浸染工程で染着するにしろ、昇華作用で染着にしろ、
ポリエステルのごく狭い隙間に入り込んで染まっていくと言う事を理解して頂けたと思います。
そのために分散染料の大きさには制限があります。実際、分散染料の大きさは、染料としては、最も小さい部類です。
金属で錯塩化されている染料もありません。従って、一つの分散染料分子で広い領域の光を吸収する事はできません。
ですから、茶色やオリーブ色などの三次色は、赤・青・黄の三つの染料を使って出さざるを得ないのです。黒や灰色などの無彩色も同様です。
分散染料の分類
1990
年代までの分散染料は、
どのメーカーでも、染料の分子量からくる染色性を元にして、
分散染料のクラス分けをしていました。
そのため、それぞれの染料の名前を見れば、その使用分野や最適の使い方の見当をつける事ができました。
 |
 |
こうして、染色工場で
は、先ず、使用したい染料の CI
ナンバーを調べ、次にそれに該当する染料を任意のメーカーから調達するという方法で使う染料を決めていました。
しかし、ポリエステルへの要求が多様化した現代では、その要求に特化した形で新染料を開発し、名前を見ればその染料の特徴が分かる様に、
各社それぞれに知恵を絞ってネーミングする流れになっています。
これは、ユーザーからみれば、要求する分野にどの染料を使えばよいのか一目瞭然というメリットがありますし、
メーカーからすれば、価格だけで他の染料へ乗り換えられてしまうというリスクを避けられるメリットがあります。
|
 |
分散染料 各社製品レンジ
 これまで日本で流通してきた分散染料を、
各染料メーカーの名前分けに従ってまとめてみました。
多くの化学会社の染料部門が合同したダイスターが、レンジの数もやはり最大です。ダイスターはまた、
日本にも生産/製品化拠点を持っていますので、国内向けにもきめ細かい対応ができるという強みを持っています。ダイスターは、2017年から、
“Cardira” の名の下に環境対応を謳い、18年には各染料を再編しています。その再編された分散染料のマトリックスを、右に示します。
これまで日本で流通してきた分散染料を、
各染料メーカーの名前分けに従ってまとめてみました。
多くの化学会社の染料部門が合同したダイスターが、レンジの数もやはり最大です。ダイスターはまた、
日本にも生産/製品化拠点を持っていますので、国内向けにもきめ細かい対応ができるという強みを持っています。ダイスターは、2017年から、
“Cardira” の名の下に環境対応を謳い、18年には各染料を再編しています。その再編された分散染料のマトリックスを、右に示します。
次に、日本化薬は、中国に自前の生産/製品化基地を有しており、生産体制は整っていますので、今後も、
配合による新レンジを発表し続けるのではないかと思います。
紀和化学につきましては、国内での製品化にも合成にも小回りはきくと思いますが、海外から調達しているものもあると思われ、
正直、下のレンジにしてもどのレンジが今も本当に生きているのか私には分かりません。
 |
 |
ハンツマンが分散染料の分野でこれからも開発拡販を続けていくのか、仮に開発を行なっても、
それを新規物質として日本で登録していくのか、極めて疑問です。
住友化学についても、既に軸足は染料事業になく、反応染料はまだしも、分散染料については現状維持が精一杯であろうと考えます。
クラリアントは、2013年10月に染料に関わる事業を米投資会社に売却、Archromaに組み入れられました。
分散染料に特に見るべき物はありません。
追補 * 2023年3月、住友化学:染料事業からの完全撤退。
同月HUNTSMANは、染料事業を含むテキスタイルエフェクト部門の、 Archromaへの売却完了。
 |
 |
各社のコメントに、独善的で消極的な注釈を多く入れ
ましたが、
繊維用の染料専業メーカーはともかく、そうでないメーカーの目は、脱繊維への道を必死で探っているのが現状だと思います。
(もう、とっくにその段階は終わっているかもしれませんが。)
これからの分散染料
 右図に、
これからの分散染料と題したタイトルを付けましたが、
内容的には、分散染料ばかりではなく全ての染料に言える事柄ばかりです。
右図に、
これからの分散染料と題したタイトルを付けましたが、
内容的には、分散染料ばかりではなく全ての染料に言える事柄ばかりです。
一点、一点読んで頂ければ、十分にわかる内容であると思いますので、解説は加えずにおきます。
<補足>
・ここ数年の間に、合繊各社から、低温可染型のポリエステルが次々登場しています。
かつて、染色工場で常圧型の染色機が大勢を占めていた頃、同じ様に、より低温で染まるポリエステルが開発されたのですが、
染色後の還元洗浄や、ヒートセット後の堅牢度で問題が起こり大きく伸びる事はありませんでした。
今回開発されたポリエステルではそうした問題も解決されていると言う事です。しかし、分散染料が物理的にポリエステルに染着している限り、
低温可染型のポリエステルへの染着力や堅牢度が、従来型のポリエステルのそれと全く同じと言う訳には行かない気がします。
つまり、限られた試験では予期できない問題が起こる可能性は常にあります。
そして何より、コスト的な面から、低温可染型のポリエステルの市場への浸透が急速に進むとは思えません。
・1991年のITMA Hanover において、
ニ酸化炭素を染色媒体として使用する超臨界染色
が紹介され、
既に二十五年の時が流れました。
現在では同技術は、様々な物質から化学的・物理的な破壊なしに特定成分を抽出するために広く使用されてはいますが、
*染色の分野では以下の難点がありごく一部でしか使われていません。
1.
超臨界状態のニ酸化炭素への溶解において、極性の大きい染料はほとんど溶けない。このことから、水溶性染料はもちろん、
分散染料でも、アセテート用など比較的極性の高いものは溶解度面での使用限界がある。
(これに対し、極性溶媒を混合して使用する技術も紹介されたが、問題解決には至らなかった。)
2. (1) の理由から、染色対象繊維が限定される。
(それ以前に、天然繊維に必須である精練や漂白には全く使えない。染色後のソーピングも言わずもがな・・。)
3. 超臨界流体の被染物への通過・浸透が良過ぎて、液通りの良い所ばかりに染まってしまう。→ 全体に均染させるのが難しい。
4.そのまま同浴で還元洗浄に移行する事ができない。(還元洗浄が不必要なレベルの染色が出来るかどうかの知見はありませんが、
少なくとも機械に蓄積汚染した染料を水媒体で分解除去する事は必要です。)
5. *大きな圧力に抗するのに、染色機全体を ステンレスから削り出して作る必要があり、非常に高価な染色機となる。
6. 親水性の分散剤を含んでいない分散染料が望ましいが、市販されている染料にそうしたものはない。
7. 水媒体の後加工が行なわれる場合には、超臨界染色の環境的な意味は薄れる。
(そして何よりも) 8.
超臨界で染色したとしても、染色物に特別な特徴が出るものではない。→ 高い値段は取れない。
もちろん、「環境面」だけを取り上げた “見世物” 的な展開まで否定する訳ではありませんが、それは染色産業とは別の話です。
*例えば、常圧では100℃で沸騰する水も、221.2bar まで圧力を上げると、374.2℃
に温度を上げないと沸騰出来ません。そして、これ以上の圧力では、幾ら温度を上げても沸騰できない
「超臨界流体=液体と気体の区別がつかない状態」になります。
二酸化炭素の臨界点は、Tc=31℃、Pc=73.8bar ですので、これ以上の条件を与えれば超臨界流体になります。
ちなみに、通常のポリエステルの染色で、水を130℃に熱した時の蒸気圧は、2,703.1hPa = 2.7031bar
ですから 1cm2 当たりにかかる負荷は 2.7kg 、これでは 73.8kg
以上の強度が必要な超臨界染色には全く役に立ちません。
(**ナイキは超臨界による染色を行なうのに、台湾の***遠東集団と組み、オランダのDyeCoo社とパートナー契約を結びました。
ナイキ・遠東集団二社にとって、この程度の出費は、広告費の一部と考えれば十分まかなえるものでしょう。また、DyeCoo(ダイ
クー)社
にとっても、単に宣伝になるばかりでなく、機械を世界に売り込む絶好の機会ですので、赤字覚悟で頑張ったのではないかと思います。
なお同社へは、現在DyStar(以前はHuntsman) が(中国で調達した?)分散染料プレスケーキを供給しています。)
**ナイキ - 売上高 2兆5612億円(2013/5)。宣伝費
2,745億円(2012/4〜2013/3)。
***遠東集団(Far Eastern Group)-
台湾にて繊維事業から出発し、水平・垂直統合を行い、現在、220社余りの企業で構成される台湾有数のコングロマリット企業グループ。
資産総額は1兆1,000億台湾元(約3兆2,000億円)、売上高は6,300台湾元(約1兆8,000億円)。
(この分野では、タイのTong Siang
Co.,Ltd.が、遠東集団に先んじてDrydyeとして生産を始めた。しかし、この方式による生産が大きく進んだとは聞か
ない。
ちなみに、同社で長年この染法を手掛けていたのは、以前 DyStar の技術者で、私の友人でもあった Andrew McDonald氏。)
2014年の夏、この染色につき、Dr.
J.A.Bone(元 ICI/BASF/DyStar 分散染料担当 Technical
Manager)と意見交換したのですが、私と全く同じ意見でした。
インターネットで “超臨界染色”
をキーワードに検索すると馬鹿馬鹿しい程多くの学問的レポートが抽出されます。
これは、ある時期、公的資金を獲得するのに格好のアイテムであった事を物語っています。ほとんど無審査で金がばら撒かれたのです。
お役所が “有識者” の尻馬に乗って訳も分からず金を出したり顕彰したりするのは今に始まった事ではありませんが、
もっと有効な税金の使い道があった筈です。残念でなりません。
一点付け加えておきます。“超臨界染色”
は、ポリアミド(ナイロン)やポリプロピレンの染色へも利用できる事を大きな利点としています。
現在の水系染色でもポリアミド(ナイロン)を分散染料で染める事は、よく行なわれます。
しかし、均染は得られても、十分な日光堅牢度と湿潤堅牢度が達成出来ない為、使われるのは極淡色の下着分野のみです。
“超臨界条件” でこれを行なっても、そうした堅牢度が良くなる訳ではありませんので、わざわざ高い機械でそれを主なう価値は有りません。
ポリプロピレンの応用においても同様で、堅牢度を加味すれば、現在の原着手法に及びません。
発表から10年を経て広く世間に広まらない技術は元々研究のためだけの研究だったと思います。現場の実際を知らない“研究者”
が、国からの金をアテに組み立てると、実効性への深い考察は横に置き、手っ取り早く目を引く “はやり”
のトピックに飛びついてしまいます。こうした例は、超臨界染色の他に
カプセル化分散染料 等数え上げればキリがありません。染色加工の様な現業領域においては、
金を出す経産省や文科省が、“技術” を正しく理解できる人材を持たない限り同じ事が起こるでしょう。
“超臨界技術”
を使った機能加工や複合材料作成への模索も盛んに行なわれています。“染色” に対して私の考えは上の通りですが、それら新分野への応用は、
今までにないアプローチとして面白いかも知れません。
2016年YKKが、「ECO-DYE」 として、超臨界でファスナー部材の染色を始めました。
これは、同社のグローバルポジションを考えれば、“環境対応” に取り組む姿勢を訴える技術としてその有用性が理解できます。
同社の染色形態がビーム染色中心で、製品自体も完成品に近いパーツとして供給される点もその取り組みをし易くしています。
即ち、(1) 超臨界染色での均染改良手法は、ビーム染色のそれに近い(共通する部分も多い)。
これは、より大きな浴比で、被染物自体が機械内を動き回る液流染色機では難しい事です。
(2) 若干の不均染や再現不良も小さなパーツとして使えば目立たない。
(3) 堅牢度的にも幾つかの点を押さえておけば、決まった染料使いで多くの色に対応出来る。更には、これが決め手ですが、
(4) 通常のコミッションダイヤーでないため、販売品としての自主管理ができる。
まとめ
 右の表でも分かる通り、合成繊維に対し、
分散染料ほど適応力のある染料はありません。
日本においては、綿やウールなどの天然繊維を自国でまかなう訳にはいきません。
貿易のグローバル化を考えれば、そうした天然繊維を生産国が自国で染め、製品化し、輸出しようとする流れは目に見えています。
その意味で、日本の染色産業の生残りとして何らかの形で合成繊維の特性を生かした製品作りをすることを考えなくてはなりません。
そうした中で一番身につけなくてはならないのが分散染料に対する知識です。
右の表でも分かる通り、合成繊維に対し、
分散染料ほど適応力のある染料はありません。
日本においては、綿やウールなどの天然繊維を自国でまかなう訳にはいきません。
貿易のグローバル化を考えれば、そうした天然繊維を生産国が自国で染め、製品化し、輸出しようとする流れは目に見えています。
その意味で、日本の染色産業の生残りとして何らかの形で合成繊維の特性を生かした製品作りをすることを考えなくてはなりません。
そうした中で一番身につけなくてはならないのが分散染料に対する知識です。
現時点でその疎水性を利用して染色する染料は分散染料のみです。
今後日本の市場に現れる新規繊維の多くはそうした疎水性染料でしか染められないと思います。しかも、一筋縄では行くとは思えません。
特殊なキャリアーや場合によっては超臨界技術も必要かもしれません。
かつて、分散染料の開発基地であった日本には、多くの分散染料とそれを使いこなしてきた技術がありました。
消えかかっているそれらの技術を今の内になんとか再構築し、一企業で抱え込むことなく日本の染色産業全体としてシェアできれば、
世界に対抗出来る力になると思います。
Appendix 1 ポリエステル/綿の染色
現在、世界で一番製造されているポリエステル繊維を、天然繊維として最も生産量が高い綿と組み合わせると多くの点で補完し合います。
| ポリエステル | 綿 | |||
| 高い疎水性により、
吸湿性がなくムレやすい |
高い吸湿性が 着用時の快適さをもたらす | |||
| 全般的に強い物性を示す
|
経時的に強度低下が起こる |
|||
| 酸に強い耐性を持つ | ⇔ | アルカリ に強い耐性を持つ | ||
| 熱可塑性があり セットする事により簡単に形態安定が可能 | 洗濯でシワになる | |||
| 安価で 安定的に供給される | 価格が高く 供給も気象条件により不安定 | |||
| 染色法 が確率されており広い色相・濃度に対応出来る | 染色法 が確率されており広い色相・濃度に対応出来る | |||
| “合繊" として安価品のイメージ | 天然素材 としての高級品イメージ |
綿と同じセルロース繊維であるレーヨンも、
ポリエステルとの混紡でよく使用されますが、
用途的にはフォーマルウェアの裏地が多く、
染色に当たっては、通常、一浴法で対応出来る分散染料と直接染料の組み合わせが使われます。
これに対し、ポリエステル/綿は、一般衣料分野での販売となるため、湿潤堅牢度がより高い反応染料が使われます。
染色方法は、二浴法、一浴二段法、一浴法と各種ありますのがそれぞれ一長一短ありますので企画に応じ使い分けて下さい。
なお、ポリエステルは、ウールの様に高温アルカリ条件でもダメージを受けませんので、
ポリエステル/綿混の精練や漂白条件は綿と同等の工程で対応出来ます。
1) 二浴法 各々の染色を次の順で行ないます。
分散染色によるポリエステル側の染色。 --- 通常の分散染色の条件で行ないます。
水洗後、還元洗浄。 --- 綿に汚染している分散染料を分解除去します。洗浄条件は、ポリエステルと同じです。
反応染料による綿側の染色。 --- 通常の反応染料の染色条件と同じですが、
混紡比により綿に対する反応染料の濃度が変わるのでそれに応じて芒硝の添加量をやや多めに設定する場合も出てきます。
洗浄 --- 反応染料を洗浄する条件で、水洗、(中和)、ソーピングを行ないます。
(フィックス処理 綿側の濃度が高い時に必要に応じて行ないます。)
乾燥、ヒートセット ---
ヒートセットは、素材の寸法安定性を与えますが、分散染料のサーマルマイグレーションに留意し温度を上げ過ぎない様注意します。
・染色をこの順で行なうのは、反応染料の殆どが、還元洗浄への耐性を持たないからです。
・この染法の利点は、分散染料、反応染料とも使用への制限が無く、コストや堅牢度により自由に使い分けられる点にあります。
また、高温高圧染色機と常圧染色機をそれぞれに使い分ける事も可能で、高温高圧機の台数が限られている場合に有効です。
・反応染料の染色前にポリエステルサイドの染色が終了しているので、ポリエステルサイドに若干の色違いがあっても綿サイド
(反応染料)で修正することが可能です。
(ポリエステルサイドの色確認は、70%硫酸(もしくは、バッテリー液)で綿サイドを炭化し除去する事で可能ですが、
それには時間がかかりますので、被染布を予め硫酸溶解してポリエステルスケルトンを作っておき、少量を染色布に付ける事で対応します。)
・欠点としては、トータルの染色時間が6時間以上かかる事で今日のワークシフトでは一回染色するのが限度です。
反面、ポリエステルサイドと綿サイドを日にちを変えて染色することも可能です。
・熱エネルギーや水の使用量も2バッチ分フルに必要となります。
2) 一浴二段染法
この方法へのバリエーションはいくつかあります。基本的には、還元洗浄を入れず、アルカリ可溶型の分散染料を使用し、ホットタイプ反応染料の染色条件
(pH11.0-11.5、80℃)で綿に汚染している分散染料を分解除去します。時間的には、二浴法ほどではありませんがフル工程として4.5 -
5.5 時間必要です。
A) 初浴 50-60℃ 分散染料+分散剤+pH調整剤 (pH4.0-4.5へ)
(+酸性浴対応型還元防止剤 (例えば沃素酸カリ)
-130℃で還元耐性が劣る分散染料(チオフェンベースのブルーもしくはそれを含有する染料)に使用します。)
染色 130℃X30分。
後、温度を80℃まで降温、降温中芒硝とホットタイプの反応染料を入れ30分後20g/Lソーダ灰を入れ反応染料の固着と分散染料の綿汚染除去を行ない
ます。
染色終了後、湯洗、ソーピング(通常の反応用ボイルソーピング)。必要に応じてフィックス処理。
●染法上の制約
分散染料として、染料による綿汚染が、pH11.0-11.5/80℃で除去できる染料を使う必要があります。
反応染料として、80℃以上で染色を行なうタイプを使用する必要があります。
染色の途中で、反応染料、芒硝、ソーダ灰を添加する必要があります。
B) 初浴 50-60℃ 分散染料+分散剤+pH調整剤 (pH4.0-4.5へ) +反応染料 (+酸性浴対応型還元防止剤 )
130℃へ昇温、染色 30分。
後、温度を80℃まで降温、途中に芒硝を添加、30分後20g/Lソーダ灰を入れ反応染料の固着と分散染料の綿汚染除去を行ないます。
染色終了後、湯洗、ソーピング(通常の反応用ボイルソーピング)。必要に応じてフィックス処理。
●染法上の制約
分散染料として、染料による綿汚染が、pH11.0-11.5/80℃で除去できる染料を使う必要があります。
反応染料として、80℃以上で染色を行なうタイプで、130℃X30分の条件に分解しない染料を使用する必要があります。
染色の途中で、芒硝、ソーダ灰を添加する必要があります。
C) 初浴 50-60℃ 分散染料+分散剤+pH調整剤 (pH4.0-4.5へ) +反応染料 + 芒硝 (+酸性浴対応型還元防止剤 )
130℃へ昇温、染色 30分。
後、温度を80℃まで降温、30分後20g/Lソーダ灰を入れ反応染料の固着と分散染料の綿汚染除去を行ないます。
染色終了後、湯洗、ソーピング(通常の反応用ボイルソーピング)。必要に応じてフィックス処理。
●染法上の制約
分散染料として、多量の芒硝の存在下でも分散安定性があり、綿汚染が、pH11.0-11.5/80℃で除去できる染料を使う必要があります。
反応染料として、80℃以上で染色を行なうタイプで、130℃X30分の条件に分解しない染料を使用する必要があります。
染色の途中で、ソーダ灰を添加する必要があります。
3) 一浴染法 ここでは、中性高温条件で綿と反応固着するカヤセロン リアクト染料を使用した一浴染法を取り上げます。
(カヤセロン リアクト染料のメーカーである日本化薬によると、この染法でのトータル時間は、最大4時間20分としています。)
初浴 40℃ 分散染料(カヤセロン E染料)+分散剤+pH調整剤(pH 7.0 へ) + カヤセロン リアクト染料 + 芒硝
・分散剤としては、耐芒硝性の優れたものを使用します。
・pH調整剤として日本化薬は、0.5-1.0g/L のカヤクバッファー P-7 又は、NP-7(無リン系)、
又はリン酸塩の組み合わせを推奨しています。
・この他の助剤として、金属イオン封鎖剤 日本化薬の推奨では、0.1 - 0.5g/L カヤキレーター N-1 を添加しています。
・芒硝の添加量は、濃度に応じて 10-80g/L (無水芒硝換算)です。
上の染料・助剤を加え、10分間処理。後、40分かけ130℃まで昇温、染色10-40分。
染色後、液を排出し、水洗、湯洗 80-90℃X10分。
ソーピング 90-100℃X10分 1-2g/L リポトール TC-350 (ニッカ アニオン・ノニオン混合型洗浄剤)
--- このソーピングで未固着の反応染料を除去します。
ソーピング 60-70℃X10分 1-2g/L リポトール TC-350
--- このソーピングで染色中と前のソーピングで綿に汚染した分散染料を除去します。
水洗、必要に応じてフィックス処理。
●染法上の制約
分散染料として、中性に近いpH条件でも分解せず、多量の芒硝の存在下でも分散安定性がある染料を使う必要があります。
(日本化薬の推奨分散染料は、カヤセロン E染料です。)
反応染料として、上の固着条件で綿と反応固着する染料を使用する必要があります。 - カヤセロンリアクト(モノニコチン酸トリアジン)染料
(染料のビルドアップに限界があり、濃い色には向いていません。)
分散染料の綿汚染を分解除去する訳ではありませんので、濃色では洗濯堅牢度等の湿潤堅牢度に限界があります。
Appendix 2 ポリエステル/スパンデックスの染色
 ポリエステル/ スパンデックス(ポリウレタン。英語では、elastane
(エラスタン) と言う呼び方も良く使われます。)は、現在多用される複合繊維の一つです。
ポリエステル/ スパンデックス(ポリウレタン。英語では、elastane
(エラスタン) と言う呼び方も良く使われます。)は、現在多用される複合繊維の一つです。
そのポリウレタンは、左の図で示される様に、不定形な姿をしています。こうした構造が、ポリウレタンの自由に伸び縮みする性質を与えている訳です。
反面、構造中のウレ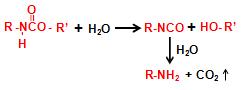 タン結合は、右の様な課程を踏み
ポリエステルより容易に加水分解してしまいます。
タン結合は、右の様な課程を踏み
ポリエステルより容易に加水分解してしまいます。
これらの知識を元にスパンデックスを分散染料で染めると何が起こるか考えてみましょう。
左の図からも分かる様にポリウレタンは、ポリエステルの様な強固な結晶構造は持っていません。その為、分散染料を極めて簡単に受け入れます。
つまり、ポリエステルより遥かに簡単に分散染料の染着が起こります。
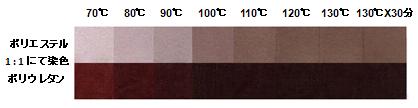
しかも、ポリウレタンへの親和性は大きく、一旦ポリウレタンに染着した染料は容易にはポリエステルに移行しません。
簡単な洗浄で除去される事もありません。
従って、染料の選択においては次の3点に留意します。
1. ポリウレタンへの汚染が少ないものを選ぶ。
2. 汚染が還元洗浄あるいはアルカリ洗浄(アルカリ可溶型の染料の場合)で、落ちやすい(あるいは色を失い易い)染料を選ぶ。
あるいは、
3. 汚染色及び還元洗浄後の色目がポリエステル上のそれに近いものを選ぶ。
(汚染がかなりある場合でも、それが許容できる湿潤堅牢度と日光堅牢度を示す場合には使用出来る可能性大です。(1)(2)
に優れているものは、湿潤堅牢度が高くなる半面、生地組織によっては、引っ張られた時に “目むき” が出ます。)
ポリエステル/スパンデックス混用に最初から整えられたレンジもありますが、こうした染料の選択には、メーカーからの情報が必須です。
既にそうした情報が入手できていれば問題ありませんが、もしなければ請求して下さい。
ポリウレタン混の原糸では、織布時やニッティングにおける伸びを緩和するため摩擦係数を下げる潤滑油(通常シリコンオイル)を多用します。
この潤滑油の除去が十分でないと、スパンデックスの表面に分散染料がより吸着しやすくなったり、
高温で吐き出されたオイルに分散染料が吸着する事でスペック染色を起こしたりします。
これを防ぐためには、浸透効果、除去効果、乳化分散効果に優れた活性剤を使用し十分な精練を行なう事が重要です。
市場には、それらの効果を謳った精練助剤が幾つかありますが、参考例を下に示しておきます。
1. 水洗 室温10〜15分。
2. 3g/L Kieralon MFB/1g/L Lufibrol MSD (BASF) 室温から80℃まで昇温し、そのまま20分。
3. 洗浄浴排出後、80℃で5分間のオーバーフローりンスを行なう。
4. 水を流しながらオーバーフローリンス 5分。
次はいよいよ染色です。
染色で、スパンデックスの弾性を損なわないためには、(1) 伸び切った状態にしてしまわない。 (2) 加水分解させない。事が重要です。
この二点を考慮すると、染色条件は、115℃X30-60分が望ましいのですが、濃度を出し、堅牢度も高めたい時には、
やはり125-130℃まで温度を上げざるを得ません。
(幸い今日のポリウレタンは耐熱性を高めたものが殆どですので、織組織や編み組織を工夫する事で、
染色温度をこの温度領域まで近付ける事が可能です。)いずれにしても、(1)
の点を少しでも改善するため、出来るだけテンションのかからない染色機を使用し、いたずらに回転速度を上げない注意が必要です。
染色の後は、70℃まで徐冷し、排液。後、還元洗浄を行ないます。
還元洗浄の条件はポリエステルの場合と同じですが、汚染の程度、堅牢度要求のレベルにより、それを二度行なったり、浴比を大きくしたり、
苛性ソーダ/ハイドロの量を増やしたりする事も行なわれています。
また、還元電位が低く持続時間の長い、ニ酸化チオ尿素の使用も行なわれています(参考測定値:ハイドロサルファイト
−850mV、ニ酸化チオ尿素
−950mV)。
この還元洗浄の条件によりポリウレタンへの分散染料の汚染の程度や分解により与えられる色相が変化するため
汚染/色相を再現させる現場工程を確率しておく必要があります。
<追補 1>
・ポリウレタン繊維は、米国ではスパンデックス。日本の家庭用品品質表示法では、"ポリウレタン" の呼称で呼ばれます。
・ポリウレタン繊維が分散染料で濃色まで染まる事は上記の通りですが、分子内にあるアミン、尿素、ウレタン、エーテル又はエステル等の極性基は、
直接染料、酸性染料、1:2型酸性含金染料、カチオン染料など多くの水溶性染料をも受け入れます。この内、特に濃色まで染まるのが酸性含金染料で、
耐光堅牢度や湿潤堅牢度も良好ですが、残念な事に濁色しか得られません。反応染料にもウール処法高温)で染色されるものがあります。
・ポリウレタンは、経時的に加水分解して行きます。この分解は使用にかかわらず合成された時点から始まり、高湿度条件で促進されます。
また、加水分解以外でも酸化性のガスや、紫外線、熱、微生物などが原因で徐々に分解されて行きます。
・ポリウレタンの表面を高度のアニオン高分子膜で覆う事により、染色工程における分散染料の汚染を改善しようとした事がありますが、
タンニン酸と多価金属化合物を含む処理による汚染防止法が既に特許化されており試験を進めるのを断念した経験があります。
・常圧可染型のポリエステルは、この分野では染色温度を下げポリウレタンの脆化を抑えるメリットをもたらします。
<追補 2>スパンデックス混の染色について現場工程について、私の知っている範囲の知識です。
・染色前の確認
(1)エステル型かエーテル型かの確認。
(現在流通している繊維としては、エーテル型が主流であるが、
エステル型だとアルカリ耐性が若干下がるため工程上の留意が必要。エーテル型は、塩素による脆化がエステル型より大きい。)
(2)収縮率確認 - 生機を水に入れボイルまで昇温し15-20分処理。
(これを伸ばし最大伸長の所に仕上がりを設定。)
・一般染色工程
リラックス/精練
80〜90℃X20分(上記参照)
↓
プレセット
190℃X45秒 (綿/スパンデックス 180〜190℃)
↓
減縮処理 98℃
↓
染色
125℃X30分
↓
還元洗浄
90℃X30分
↓
ヒートセット
180℃X45秒 (綿/スパンデックス 150℃X3〜5分)
・減量加工 -行なう場合は、115℃以下に抑える。
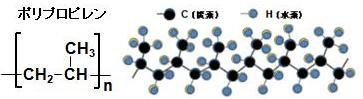
Appendix3 ポリプロピレンの染色
ポリプロピレンは、
丈夫で、熱に強く、軽い高分子で、
私達の回りでも、荷造り用の紐や電子レンジ用の容器、紙おむつへの不織布など、なじみ深く広範囲に使われています。
また、繊維としてもカーペットや魚網、土嚢袋、包材など産業資材用途でも数多く見る事ができます。
その一方で一般衣料用分野では、保温用下着などに稀に見られるだけで、頻繁に出会う事はありません。これは、何故でしょう?
まず、ポリプロピレンの事をもう少し詳しく知ってみましょう。
主な物性を、ポリエステルや綿などと比較してみます。(合成繊維は、いずれもフィラメントでの数値です。)
| ポリエステル | ポリプロピレン | 綿(アプランド) | 6 ナイロン | アクリル | ウール(メリノ種) | |
| 引っ張り強さ(乾燥時) | 4.3-6.0 | 4.5-7.5 | 3.0-4.9 | 4.8-6.4 | 3.2-5.0 | 1.0-1.7 |
| 伸び率(%)(標準時) | 20-30 | 25-60 | 3-7 | 28-45 | 12-20 | 25-35 |
| 伸長弾性率(%) (3%伸長時) | 95-100 | 90-100 | 74(2%),45(5%) | 98-100 | 70-95 | 99(2%),63(20%) |
| 公定水分率 | 0.4 | 0 |
8.5 | 4.5 | 2.0 | 15 |
| 水分率(20℃, 95% RH) | 0.6-0.7 | 0-0.1 | 24-27 | 8.0-9.0 | 1.5-3.0 | 22 |
| 比重 | 1.38 |
0.91 | 1.54 | 1.14 |
1.1-1.17 |
1.32 |
| ガラス転移点 (℃) | 81 |
-35 | -- | 45-48 | 79 |
-- |
| 軟化点(℃) | 238-240 | 140-160 | 120℃ 5時間で黄変 | <180 | 190-240 | 130℃ で熱分解 |
| 融点(℃) | 255-260 | 165-173 | 150℃ で分解 | 215-220 | 不明瞭 | 300℃ で炭化 |
| 耐酸・耐アルカリ性 | 良好 | 極めて良好 | アルカリで膨潤、 酸に弱い | 濃酸に弱い | 良好 | アルカリに弱い |
 この物性だけを見ると、ポリプロピレンが、衣料用途に使われていなかった事が理解できない程ですが、実際には下に挙げた大きな難点がありました。
この物性だけを見ると、ポリプロピレンが、衣料用途に使われていなかった事が理解できない程ですが、実際には下に挙げた大きな難点がありました。
衣料用途へのプラス面 衣料用途へのマイナス面
水を含まないため直ぐに乾く
日光に当たると白化する
汚れが付き難い ⇔
親水性染料にも疎水性染料にも染まらない
保温性が高い ⇔
混紡種により蓄熱発火のリスクがある→ 自主規制対象
日光による白化は、紫外線が引き金となり起こる酸化作用によります。従って、HALS (hindered amine)
等のラジカル捕集剤により改善する事が可能です。白物にのみ展開する場合でも、
太陽光による劣化を考慮するとこうしたラジカル捕集剤や紫外線吸収剤が有効です。
この一方で染まらない性質はなかなか改善できません。ポリプロピレンの場合、構造自身には、水溶性染料が親和性を示す極性基や、
(ベンゼン核の様な)染料の構造に何かしら似た部分もなく分散染料にも親和性を示しません。
実際に染めてみても、汚染はしますが、還元洗浄で落ちてしまいます。当然、洗濯堅牢度も持ちません。
加えて、ポリエステルの様にベンゼン核による紫外線の減衰効果もありませんので、染色物の日光堅牢度も極めて低いレベルでしかありません。
このため、ポリプロピレンの着色は、通常、熔融紡糸時に微粒化した顔料を添加して行う原着で行なわれています。
しかし、そうした着色法で繊維に色を与えてなお、蓄熱発火のリスクからくる自主規制がある限り衣料分野に広く使う事はできません。
実は、この面で、2012年12月27日に大きな決定がなされました。それが、日本化学繊維協会による見直しです。
少し長いですがそれに当たる部分を示します。
「従来は、衣料用途・寝装用途では、ポリプロピレン繊維
100%製品、
合成繊維との混用品、ウールとの混用品に限定して製造するとし、セルロース系繊維
(綿、レーヨン、キュプラ、アセテートなど)と混紡、交撚、交織、交編等した混用品は製造
しないこととしておりましたが、「ポリプロピレン繊維の酸化発熱試験方法(加速法)」を実施し、酸化発熱現象が起こらないことが確認された
“安全性の確保されたポリロピレン繊維” についてはこれら適用除外する内容に見直しました。 」
今、衣料分野で最大のトピックは、クールビズ、ウォームビズ用の機能製品です。軽く、水を含まず、熱遮断の高いポリプロピレンは、
両分野に大きな可能性を示します。このため、ポリプロピレンを一般衣料に広げるため、いくつかのアプローチが成されています。
こうした取り組みを染色面からみたコメントも加え挙げてみます。
(1) 熔融紡糸実施時にポリプロピレンを芯、ポリエステルなどを鞘とした芯鞘構造の糸にする。
分散染料による染色を可能にすると共に、蓄熱発火へのリスクが低減します。
ただし、ポリプロピレンの比率を上げる程ポリエステル層が薄くなりリング染色様の現象を引き起こし、
濃度不足、低日光堅牢度となる可能性が出てきます。
(2) アロイ化によりポリプロピレンの分子鎖そのものの中に染色性を与える成分を組み込み可染性を与える。
この種の取り組みは、自主規制の見直し以前にも多くみられましたが、私がアセテート成分をグラフト重合させた繊維を実際に染色実験で確認した限りでは、
染料を選択する事で濃度は出るものの染色堅牢性は伴いませんでした。
ポリプロピレンは、元々極く短い距離に規則的にメチレン基が並ぶと言うアイソタクチック
(立体規則性)を持っています。しかもその分子鎖はほぼ直線状ですので、結晶性は低くありません。一方この単純さは、物理架橋(分子鎖同士のからみ合い)
の生成を抑えます。つまり、染料が入ってもそれを留める力が働かないのです。
(ポリプロピレン製の紐が使用と共に縦に細かく裂けてくる経験は誰しも持っていると思います。
また、物性面でのガラス転移点や融点の低さもそれを裏付けています。)極性やイオン性を与える改質(例.
アミド系化合物添加)も、様々な企業により提案されましたが、現状大量生産に至っているものを知りません。
(3) 織り方や編み方を工夫し、ポリプロピレンが表面に出ない構造とする。
これには、例えば、1/2
綾織り(例.ブルーデニム)、リバーシブル編み/ダブルフェイス、裏毛など様々なバリエーションが考えられます。染色面においては、
組み合わせた繊維への片染めの形で行ないます。
通常の染色では全く水を吸わないポリプロピレンに染料が一次汚染する事はありませんし、
二次的な染着も起こりませんので片染めへの障害はありませんが、
染色時に、被染布が、水に浮く事、張力に対し他の繊維より伸びが大きい事に留意する必要があります。
(4) 紡績法を工夫し、ポリプロピレンが糸中に収まる糸を作る。
これには、コンジュゲート/コアヤーンなどが考えられます。染色については、(3)
と同じく、片染めで対処します。
今回、このHPを再公開するに当たり、この数年、染色技術分野にどの程度の
進歩があったか、
インターネット検索を行いました。
結論的に言うと、特に新しい発見はありませんでした。
その中で、近年再々取り上げられていたのが、“ポリプロピレン+超臨界染色+新規染料” による “革命的新染色技術” です。
これについても私には、“まだ、やっているんや!?” 的な感慨しかありません。
ポリプロピレンの I/O値は、ほぼO(ゼロ)ですから、通常の分散染料では、ほとんど染色出来ません。
こうした素材と、極性の小さい分散染料しか使えない “超臨界染色” を組み合わせると言うのは、アイデアとしては良く理解できます。
しかし、逆に考えると、その為に新規開発した分散染料は、通常のポリエステルの染色には使えません。
(実際、1960年代に開発された、ポリプロピレン用分散染料は、疎水性が大き過ぎ、ポリエステルに、均染出来ず
・・・結果として、歴史の舞台から消えてしまいました。今回の “新規染料”
群の染料の構造を見ると、この時開発されていた染料構造と大きく変わることはありませんので、同じ運命を辿るのでは・・・と憂えます。
“超臨界染色” についての私の考えは、上に詳しく述べていますので、再度繰り返す事は致しません。小規模、且つ“賃加工”
主体の産業構造に入り込む場所はありません。
こうして、ポリプロピレンの話をしていると、某ドイツ企業から貰ったPP製ポロシャツの事を思い出しました。
(ちなみに、上で書いたグラフト重合PPの染色はこの時行いました。)
そのポロシャツの速乾性や軽さ、保温性は申し分のないものでしたが、
着用時に爽快感がなく、スナッギングによる見た目の悪さから、程なく捨ててしまいました。
正直、これは薄くて粗い防寒用の下着にしか使えないだろうと思ったものです。
(そんな用途に、手間をかけて染めた生地を使う必要はありません。
勿論、こうした用途では、極性が低い染料につきものの、ドライクリーニングへの耐性が要求される事はありませんが・・・。)
ちなみに、世界トップを独走する、そのドイツ化学企業は、私の試験終了を待たず衣料部門へのPP拡販を断念しました。
上の産学共同 “革命的新染色技術” が発表され早や3年。
未だ新規開発された染料が、製品化されたとは聞きませんが、
このプロジェクトは、順調に進んでいるのでしょうか???
Appendix4 PETマイクロファイバーの染色 割繊糸について
ある技術者の方からポ
リエステルマイクロファイバーについて、日光堅牢度に関する質問を受けました。
聞けば還元洗浄前後で日光堅牢度が大きく違う(上がる)との事です。
普通に考えると還元洗浄自体が日光堅牢度に与える影響はそれ程大きくはありません。
そこで、更に聞き進むとそのマイクロファイバーは割繊タイプのものと言う事でした。既にお分かりの方もおられると思いますが、このAppendix4
ではその原因について考えてみます。
先ず、ポリエステルマイクロファイバーついての一般的な知識と染色に当たっての問題点をおさらいします。
マイクロファイバーの加工の難しさは文字通りその細さに起因します。
(1)私達の身の回りの天然繊維で細い繊維と言うとまず頭に浮かぶのは、絹=シルクです。しかしそのシルクでさえ繊度は、2.5〜3d
(デニール)です。
(かつてのシルクはもっと細かった様ですが、品種改良で蚕自体を強くするにつれ、それが生み出すシルクも太くなりました。)
ポリエステルとシルクの比重は似た所にありますので、日本で言うポリエステルマイクロファイバー(0.3d以下)
はその十分の一しかありません。と言っても、デニールと言うのは、重さと長さの関係から出て来る数字ですので、
d(デニール)が10分の一と言っても、その細さが10分の一と言う訳ではありません。分かり易く言いますと、3d
のシルクの細さはおおよそ0.02mmであり、0.3d
のマイクロファイバーの細さは、0.005mmとなります。0.005mmと聞いてもピンときませんが、これは丁度クモの糸と同じ細さです。
こう考えると、そんな細い糸に、目に感じる程の“色”を与える事が極めて難しい事が実感できます。
(2)理論的に、よく使われる方程式を使って、上のそれぞれの繊維に必要な染料の量を計算してみます。
0.3dに必要な染料の量/3dに必要な染料の量=√ 3/0.3 =√10 =3.1622776
この式の通りに染色が起こるとすると、染料を3倍ちょっと増やすと、両者は同じ濃度になる筈なのですが・・・。 そううまく事は運びません。
それは、染料のビルドアップが使用量が多くなるにつれ下がって来るからです。「10.
ポリエステルのラピッド染色」で説明している様に、それを改善する手段が、複数の染料の配合なのです。より分かり易く言うと、2%
まではよくビルドアップする染料を三つ配合して作ったブラックは、トータル6%までは、うまくビルドアップします。しかし、これを、1/10
の太さのマイクロファイバーに、3倍量=18%使用しても、それぞれの成分が、6%に届く事はありません。
こうした理由で、マイクロファイバーの濃色には、自然、大量(過剰?)の染料を放り込む事になってしまいます。
これは、コストだけでなく、還元洗浄の不完全さも引き出します。つまり、マイクロファイバーの染色企画に当たっては、
限界濃度の見極めが大きなキーポイントになって来ます。
(3)糸が細くなるにつれ、単位重量当たりの表面積は大きくなって行きます。また、中にある染料から繊維表面への距離も小さくなって行きますので、
a. 紫外線の影響を大きく受け日光堅牢度が低くなってしまいます。
b. 染料の出入りがし易くなるので、ヒートセットの影響による湿潤堅牢度の低下がより大きく起こります。
c.
染料の初期吸着が容易になり、ポリエステルがまだ硬い低温から高度の吸着が起こります。その結果、不均染が生じます。
反面、高温の拡散相での移行→均染は良好です。
(ただし、マイクロファイバーを使った薄い織物では、一旦
“折れ” た部位は回復し難いので、適切なプレセットだけでなく、染色時の生地送りや浴中柔軟剤の選定も重要です。)
マイクロファイパーは、既に直接紡糸法でも作る技術が確立されていますが、より広く使われている手法が、
先に示した「海島型」や「分割型」の製造技術です。ここから、
Appendix4
の本題である「割繊」の話に入ります。
割繊は、「分割型」マイクロファイバーを製造するための一手法です。“割繊” の名で示される様
に性質の異なるポリマーを組み合わせ、その性質の差を利用し、繊維を幾つかの部分に割り裂きます。
ここで、「割繊」の例として、KBセーレンのベ
リーマを見てみましょう。ベ
リーマは、右の様に芯部にナイロンが十字の形で入っ ており、
そのパーティション= ”隔壁” によりポリエステルが4つの部分に分割されています。
この状態で紡糸した糸を、苛性ソーダを使って処理すると、その減量作用と行程中の揉み作用によりポリエステルがナイロンから離れます。
こうした工程を経て出来上がるのが、
左の写真で示されたポリエステル割繊マイクロファイバーです。この例でよく分かる様に割繊タイプのマイクロファイバーでは、
単に繊維が細いだけではなく、パーティションとしての繊維(ほとんどの場合ナイロン)が必ず残って来ます。
(割繊型のマイクロファイバーには、熱収縮の差を利用して割繊するものもありますが、その場合もほとんどの場合ナイロンが相方として使われます。)
従って、この繊維の堅牢度を考える時、必ず分散染料の相方(≒ナイロン)に対する挙動も考えなくてはなりません。
ており、
そのパーティション= ”隔壁” によりポリエステルが4つの部分に分割されています。
この状態で紡糸した糸を、苛性ソーダを使って処理すると、その減量作用と行程中の揉み作用によりポリエステルがナイロンから離れます。
こうした工程を経て出来上がるのが、
左の写真で示されたポリエステル割繊マイクロファイバーです。この例でよく分かる様に割繊タイプのマイクロファイバーでは、
単に繊維が細いだけではなく、パーティションとしての繊維(ほとんどの場合ナイロン)が必ず残って来ます。
(割繊型のマイクロファイバーには、熱収縮の差を利用して割繊するものもありますが、その場合もほとんどの場合ナイロンが相方として使われます。)
従って、この繊維の堅牢度を考える時、必ず分散染料の相方(≒ナイロン)に対する挙動も考えなくてはなりません。
【
ポリエステル/ナイロン割繊糸の染色と堅牢度 】
先ず、この割繊糸にナイロンが確かに含まれている事を確認してみましょう。溶媒でどちらか一方を溶かして、
繊維形状や重量の変化を調べると言うのも手ですが、ここでは、もっと簡単に、*酸性染料を僅かに放り込んだ染液で炊き込みます。適当な酸
(i.e.
酢酸)があれば少し添加しますが、無ければ入れなくても構いません。時間もボイル10分程度で十分です。
これを水洗して、色が残ればナイロンが含まれている証拠です。
*酸性染料としては、CI Acid Red
52(ローダミンB), Red
257。Violet 48(バイオレットBL)。Blue 7(ピュアブルーA)、Blue 112(スカイブルーSE)。Green 25
(サイアニングリーンG)の内どれでも構いません。これらは、どこでも使われている染料で、なお且つ、ポリエステルには全く染まらない染料です。
酸性染料はあるけれど、
中身が分からないと言う場合は、処理浴に、ナイロンとポリエステルの小片も加えておき、両者の差を確認しておきます。 ( )内・俗称
言うまでもなくポリエステルの染色には分散染料を使います。しかし、この分散染料はナイロンにも汚染して行きます。
その使用量が多いマイクロファイバーでは尚更です。こうしてナイロンに汚染した分散染料の日光堅牢度は、
(紫外線吸収効果を持つポリエステル層に護られる事はありませんので、)程度の差こそあれ、例外なくポリエステル上のそれより下がります。
・・・ 今回の問題はこうして発生したと考えるのが妥当です。
これを確認するのに、還元洗浄を更に繰り返して、日光堅牢度の変化を見る方法もありますが、もっと手っ取り早くやるには、小片を取り、
少量のアセトンで、液換えしながら、色が泣き出さなくなるまで洗います。
これで、ナイロンの汚染が取れ、ポリエステルのみが染まった試験布ができます。この試験布を日光堅牢度試験に掛けます。
これで、ポリエステル上の分散染料の堅牢度そのものを判断できます。(もし、これが要求規格に届いていなければ、
分散染料そのものの選択をやり直さ
なければなりません。)おそらく、こうして作った小片を更に還元洗浄してみても、日光堅牢度が上昇する事はないと思います。
ついでに、こうした割繊タ
イプの素材で
良好な日光堅牢度を得る方法がないのか考えてみましょう。
1. 割繊時にナイロンがポリエステルの下に隠れる素材を使用する。
熱で割繊する星型分割糸にそうしたものがありますが、
これは、素材そのものの特性ですので、乗り換える事は出来ません。
2.
日光堅牢度の良好な酸性染料を使用しナイロンサイドのみを染める。
これは、出来そうな手ですが、上のベリーマの写真でも分かる様に、
ナイロンの比率はポリエステルより圧倒的に小さく、その在り方も、“隔壁”として内部に存在するため、余程特殊な組織や極淡色でないと成立しません。
ちなみに、ほとんどのレベリング
及びミリング型酸性染料は、ポリエステルに染まりませんので、それらの中から日光堅牢度の高いものが選べます。
濃度の出る含金染料の一部はポリエステルに汚染します。この汚染により日光堅牢度が大きく低下することはありませんが、
湿潤堅牢度には若干響いてくるので、汚染の少ない染料を使っておく方が無難です。
各染料のこうした性質については、染料各社及びそのディラーに問い合わせて下さい。
染色条件は、ナイロンの染色条件と全く同じです。ただし、アルカリ減量が成されているケースには、
アルカリ、あるいは中和で生じた塩の残留を考慮し、pH管理をしっかり行なう事が必要です。染色後の洗浄も通常の処方で構いません。
3.
ナイロン汚染しない分散染料、もしくは、ナイロン汚染が還元洗浄で除去出来る分散染料を使用する。
・結論的に言えばナイロンに汚染しない分散染料はありません。
具体的な染色工程に沿って考えると、染色初期に水和・分散状態にある分散染料は、先ず、より極性の高いナイロンに吸着します。その後の温度上昇に伴って、
それがポリエステルに移動・拡散・染着していく訳です。これと同時に、ナイロンの中にも入り込んで行きます。こうした点から考えると、
染料的には動きやすい中エネルギータイプ(例えば、上の表にあるDianix UN-SE)の染料が有利です。E
タイプの染料(通常、キノン系)は、ビルドアップと、汚染染料による湿潤堅牢度を考えればイマイチです。一方SFタイプの染料は、
ナイロンからポリエステルへの移行に難があるものの、一旦ポリエステルに入り込むと出て来難いため、吸着平衡値を上げやすいと言う利点があります。
染料構造の大きさだけではなく、その極性も、両繊維への分配を左右します。即ち、染料の極性が大きいほどナイロンへの汚染が大きくなります。
この性質は、染料についている符号で判断する事は出来ませんが、ヒートセット後の水堅牢度でのナイロン汚染の大きさで類推することが出来ます。
つまり、ナイロン汚染の大きい染料程ナイロンに留まり易いと言う事です。
・還元洗浄についてもそれで完全に分解除去される染料はありません。
多くの染料を試験しましたが、還元剤を増やしても、温度を上げても、還元剤の種類を変えても、なお少なからぬ量の染料がナイロンに残ってしまいます。
かと言って、還元洗浄を全く行わないと堅牢度的にもたない事は言うまでもありません。
4.
ナイロンにポリエステルと同じ程度染着し日光堅牢度も高い分散染料を使用する。
上にも書きましたが、通常、ポリエステル上の分散染料の色目と、ナイロン(汚染)上の色目は違っています。
しかし、その違いは染料によって大小があり、ある程度似た色相を示す染料を見出すことは可能です。ちなみに、上で挙げたDianix
UN-SEは、比較的同色に汚染します。ただし、色が違っていても極く細い繊度の繊維が組み合わさっているため、全体として調和を成し、
視覚的に大きなイラツキにならない場合もあります。とは言うものの、その様な染料では、還元洗浄の加減で全体の色目が大きく振れるので、
再現性の点から同色に汚染するに越したことはありません。一方、先に書いた様にこの汚染染料は本来の日光堅牢度よりも低いのが普通です。
ナイロン用の耐光堅牢度向上剤も無力です。従って、使用する分散染料の耐光堅牢度がナイロン上でどの程度なのか知っておく事が必要です。
この点で、敢えて言えば、キノン系の分散染料は、まずまずの耐光堅牢度を持ち、且つ、同色傾向も高い傾向にあります。
具体的には、各染料メーカーに聞くのが一番ですが、取り敢えずの試験には、淡色ではキノン系の三原色(Y-54/R-60/B-56)、
中〜濃色にはSFタイプの三原色(O-30/R-167.1/B-79.1)
(具体的な製品名については、上の「分散従来典型三原色」のスライド参照)で構いません。
各メーカーの推奨処方がこれに勝っていればそれを使って下さい。
ついでに、私のアドバイス処方も書いておきます。
染色処方例(例として、ナイロン汚染が最も大きくなるブラック色を取り上げます。)
(染色前の、(糊抜き)、**精錬、割繊処理、プレセットについては、ファイバーメーカーの指示に従う。)
**取り扱いの難しい、マイクロファイバーの紡糸、織り、編み立てに
は、
大量の油剤が使われます。染色前の精練で、それが十分に取れていれば問題は無いのですが、残っていると、染色時の浸透不良や、
それによる不均染の原因となります。又、高温時に油分とし分離し染料を巻き込んだスペック染色を引き起こします。
試染時に濡れの程度を観察し、必要に応じて再精錬(i.e.
5g/L ソーダ灰+0.5gL 非イオン精練剤
80℃×10-15分)を行なって下さい。(油剤の残留は、ヒートセット時の臭気の油臭さで気付くこともあります。
怪しい場合には、少量のアセトンでゆすぎ、その液をスポイトでガラスの上に落とし、蒸発後の表面を観察する事で見当を付ける事もできます。
アセトン以外の溶媒でも可能ですが、蒸発させやすさを考えるとアセトンが一番です。
ただし、火の元に注意し、蒸発したガスを吸わない様十分に気を付けなければなりません。)
 染料処方:X%o.w.f.
O-30/R-167.1/B-79.1
Black MIx. (i.e. Dianix Black HG-SF) +Y% CI
Acid Black 172 or 194
染料処方:X%o.w.f.
O-30/R-167.1/B-79.1
Black MIx. (i.e. Dianix Black HG-SF) +Y% CI
Acid Black 172 or 194
染料の使用%は、試染により決定します。ただし、酸性ブラックは、ナイロン上での日光堅牢度を補強するためのものであり、
これによりナイロンを黒色に染める意図はありません。つまり、ポリエステルとナイロンの存在比からして、
分散染料よりかなり低い使用レベルになります。
ナイロンサイドにこのブラックを選定するのは、
還元洗浄での安定性を加味したからです。CIナンバーを二つ書いていますが、これらは、製造時混合物として出て来るため、
どちらの番号で登録したかの違いだけで、実は同じ染料です。
ジスルホン型1:2含金として、代表的な染料で、Black
M-Rタイプと呼ばれ、市場で簡単に手に入ります。(更に、付け加えると、CI Acid Black 52.1
も同じ混合物中の成分です。)この色目では赤過ぎるとと言う場合には、CI
Acid Green 73 を加えます。これもOlive GやGWの名称が付いている、ごく一般的な含金染料で、還元洗浄に対する耐性も良好です。
助剤としては、pH調整剤(酢酸+酢酸ソーダで、弱酸性- 4.5-5.5に調整)、分散剤(ノニオン均染剤を含むアニオン分散剤)、浴中柔軟剤、
キレート分散剤(オリゴマーが多く水質が悪い場合)等を。十分に希釈し分割添加します。
他のマイクロファイバー同様この種の割繊糸でも、かなり低い温度から染料(分散染料+酸性染料)の吸着が起こります。
既に書きました様にその吸着はナイロンが先行します。
(それは、染浴に、少量の堅牢度白布用ナイロンタフタとポリエステルタフタを加えておく事で確認出来ます。)
染色機中の繊維の表面積の和は、一般繊度の染色物のそれの何倍にもなっていますので、
染色初期の染料配分も可能な限り均等に行なっておかなくてはなりません。それが、
染色開始温度を、低くし、染料添加後、15分のインターバルを置く理由です。70℃で15分置くのは、両染料の染着前に更に均一配分を目指しての事です。
この図には、“生地一循環あたり染料の吸尽を2%以下に抑える”
との言葉を入れておきましたが、実際には単なる吸着と染着(染料の繊維内部への移動)を見分ける事は難しいので、最大限の安全性を見て、
この図の様な昇温曲線を描きました。(通常のポリエステルの染色では、残液の量や、還元洗浄後の固着量を追う事でそれは可能ですが、
この様なマイクロファイバー割繊糸では、大過剰の分散染料を使用し、さらに、ナイロンへの吸着現象もからむため、まず出来ません。)
いずれにせよ、生地自体が均染しやすい組織構造をしており、液交換も十分効率的な染色機を使っていて場合には、
昇温速度を思い切って速めても構いません。
ナイロンに汚染した分散染料は、温度が高い程、ポリエステルに移染しやすくなります。しかし、その物性変化を考えると、
(ポリエステルに補強されているとはいえ)130℃が限界です。
このため、移染率を上げるには時間を伸ばすより他ありません。もっとも、ナイロンはポリエステルに対し数分の一の量しかありませんので、
ポリエステルの大部分は、染液から直接得られる染料で染められます。と言う事で、130℃でどの程度の時間で打ち切るかは、
より低い濃度での染色をの結果から、エイヤで決める事になると思います。(ここをあくまで科学的にやりたければ、
ナイロンをギ酸に溶解させ、ポリエステルの濃度を確認しつつ、その溶解液を中和した液を、DMFを溶媒として、分光測定すれば可能かもしれません、
ただし、作業中漂う悪臭を考えれば現実的ではありません。)
130℃での炊き込み時間が終了したら、皺を避ける為90℃に徐冷してから一気に排液します。この後の、水洗及びソーピングは、
浴中に残っている未固着の分散染料と酸性染料を、出来るだけ除去し、還元洗浄の効果を上げる為です。そのため、洗浄性をより重視し、
アニオン活性剤を使用します。次の還元洗浄では、分散染料の引き出しと酸性染料の退色のバランス、及び、有効還元時間を伸ばす事を考え、
温度は通常の還元洗浄より10℃下げます。使用助剤については、苛性ソーダ・還元洗浄用ノニオン活性剤については通常量。ハイドロサルファイトの量だけ、
2倍→4g/L
に増やします。ここで、その還元液(洗浄
残液)の色が非常に濃い場合には、水洗を経て更にもう一度同じ条件で、還元洗浄します。使用活性剤は、
還元洗浄用のノニオンです。この時の活性剤が残留すると
ファイナルセットでの分散染料のサーマルマイグレーションを助長しますので、面倒ですがアニオン活性剤による
Back
Soapingを行ないます。ここでのソーピングは、還元されて生じた分解成分を除去するためにも有効です。
この後、脱水、乾燥を行なえば工程は終了です。色目確認、日光堅牢度、湿潤堅牢度、ドライクリーニング、摩擦堅牢度をチェックします。
(ファイナルセットは、ポリエステル中の分散染料が昇華してナイロンに二次汚染するのを防ぐため必要最低限の温度で行ないます。
これが、高過ぎると全ての堅牢度が低下します。)
淡〜中色、及び、鮮明色の場合、両サイドを染めるには、分散染色→還元洗浄→酸性染料でのナイロン染色と言う工程を踏みます。
このやりとりをした技術者の方から再び質問を頂きました。
要約しますと、被割繊部(Pet,
CoPet)/Polyesterの割繊糸で、ヒートセットにより、高温耐光堅牢度が上がったが、それは何故かとの事です。
先ず、「CoPet」 とは何かを説明します。CoPet
は、低融点ポリエステルの一種で、グリコール成分に複数の化合物を使う事により、結晶性を低下させたポリエステルです(確か、
Eastman がこの商標を使っていた様な記憶があります。)。
(例えば、PTTは、テレフタル酸とトリメチレングリコール、PBTでは、ブチレングリコールを重合成分の一方に使いますが、CoPetでは、
こうしたグリコール成分を複数使い、その種類、混合比を変える事により結晶性を調整し、融点を下げてゆきます。
同時に、この変化は、収縮性や屈折率の違いももたらします。染色性の面からは、結晶性が低い分染まり易く、
言い換えれば、染料の出入りが大きくなります。結果、堅牢度的には、洗濯堅牢度等の湿潤堅牢度は低下します。
また、テレフタル酸が持つベンゼン基の分布が疎になる事で日光堅牢度が下がります。(「11. PTTの染色」参照。)
そこから考えると、ヒートセットにより出て来た分散染料が、
(純)ポリエステルに染まって行き、結果的に日光堅牢度が上がるとも考えられます。
しかし、そこでの染料の移動が目で見た日光堅牢度に差を与える程のものか?
という疑問が残ります。私は、むしろ、単純に、ヒートセットで CoPet
が熔融し、複数の繊維を融着させたのではないかと考えます。この融着により、繊度が上がれば上がる程、
表面積は小さくなり紫外線に対する耐性は上がります。繊維全てが固まりになる程高い温度をかけなければ、
風合いの変化にも気が付かないかもしれません。
ただし、CoPet
同士も融着し、表面を覆う場合も出て来ますので、還元洗浄での濃度・色相変化は、より大きくなります。
その場合には、還元洗浄は、上と同じ様に低い目で行なった方が無難です。
(いずれにしても顕微鏡写真で “融着” の確認は出来ると思います。)
日光堅牢度の向上については、昇華性の高いタイプを通常の2〜3倍使います。
ただし、染料個々に向上効果は違い、
却って色変が大きくなる事もありますので、事前試験は必須です。(「19.
紫外線吸収剤と蛍光増白剤」参照。)
Appendix5 ポリエステルのビーム染色
ポリエステルタフタ、
トリコット、ジャージ、シャーなど、染色時の伸びや
折りムラが問題になる生地には、拡布状態で巻いて行なうビーム染色が有効です。
少し古い知識ですが、具体的な工程について記しておきます。
| タフタ |
トリコット |
ジャージ(丸編み),(加工糸織物) |
|||||||
| 検反・結反 ↓ 精 反 ↓ 乾 燥 ↓ プリセット ↓ バッチアップ ↓ 染 色 ↓ 洗 浄 ↓ 乾 燥 ↓ 仕上げ剤処理 (中間乾燥) ↓ 仕上げセット ↓ 検 反 |
常圧ジッガー シリンダー ピンテンター バッチャー 0.65g/cm2 ビーム染色機 ビーム染色機 シリンダー パッダー ヒートセッター |
|
検反・結反 ↓ プリセット ↓ バッチアップ ↓ 精 練 ↓ 染 色 ↓ 洗 浄 ↓ 脱水・乾燥 ↓ 仕上げ剤処理 (中間乾燥) ↓ 仕上げセット ↓ 検 反 |
ピンテンター バッチャー ビーム染色機 ビーム染色機 ビーム染色機 遠心真空脱水 パッダー ヒートセッター |
|
検反・開反・結反 ↓ リラックス精練 ↓ 乾 燥 ↓ プリセット ↓ バッチアップ ↓ 染 色 ↓ 洗 浄 ↓ 脱水・乾燥 ↓ 仕上げ剤処理 (中間乾燥) ↓ 仕上げセット ↓ 蒸絨(加工糸織物のみ) ↓ 検 反 |
リラクサー ショートループ ピンテンター バッチャー又は 手巻き ビーム染色機 常圧ウインス 遠心脱水 ショートループドライヤー |
||
巻き密度
タフタ 0.65g/cm2
巻き厚さ 15〜20cm
シャー 0.37g/cm2
(モアレ、布のスリップ、ペーパーライクの問題が出た時は、巻き密度で調整)
ラッピングクロス(染料汚染・ビーム管の小孔の転写防止、被染物の収縮量の吸収、被染物の固定による形崩れ、モアレの防止)
下巻き
0.5〜2cm、上巻き 0.5〜2cm
流量・ヘッド 40〜60L/kg・分