
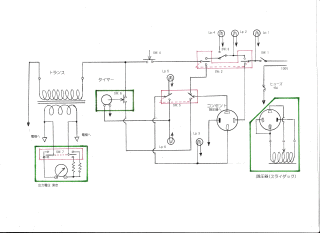
| スイッチ | ||
| No. | 名称 | 摘要 |
| SW 1 | 電源スイッチ | |
| SW 2 | 動作切り替えスイッチ | 2回路 中立両方Off |
| SW 3 | 溶接完了感知スイッチ | リミッタースイッチ |
| R側電極移動によりOff | ||
| SW 4 | 溶接駆動スイッチ | 押しボタンスイッチ |
| SW 5 | 焼鈍し 手動/自動 切替スイッチ | 2回路 |
| SW 6 | 焼鈍し自動スイッチ | タイマー内 スイッチ |
| SW 7 | 出力電圧測定スイッチ | 2回路 |
| 表示灯 | ||
| No. | 表示内容 | |
| Rp 1 | 電源 On/Off | |
| Rp 2 | 動作 溶接 | |
| Rp 3 | 動作 焼鈍し | |
| Rp 4 | 溶接 終了 | |
| Rp 5 | 焼鈍し 手動 | |
| Rp 6 | 焼鈍し 自動 |
バット溶接器 自作の報告
バンドソーを使用していると ブレードの破断で作業が中断する事があります。
そんな時、溶接機があればと 思います・・・・・・。
ちょうど 故障した電子レンジが手に入り、自作を思いつきました。
以下 大まかな報告ですが 参考になれば幸いです。
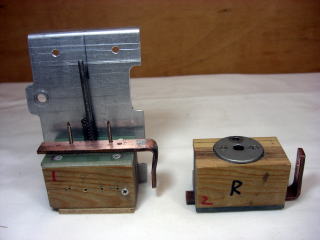
全景写真
電極部

手順−1
電子レンジのトランスを取り出し 2次巻き線を取り除きます。
22スクエアの電線を2次巻き線として巻きます。
1.5回しか巻けず、電圧が低すぎでした。そこで、電線の
被膜を削り Po-2(右側) の形にして 2.5回巻きで ほぼO.K でした。
電圧: 1.8V





電極の銅板:幅 12mm 厚み 3mm 長さ 100mm 4枚
絶縁物:ベークライト30×55 厚み 3mm 4枚
左右の電極間距離は約10mm
Po. 8
電子レンジから取ったタイマーです。
焼鈍しの時間設定に使用予定。

手順−4

流れ


焼鈍し作業では溶接時より電圧を下げる
必要があるので U氏よりお借りした
スライダックを使用することとしました。
1.溶接電流の確保
2.電極のとバット(突合せ)動作の加工
3.部品の収集と配置
4.焼鈍し作業の検討
5.配線図の決定


Po-2
Po-1
手順−3
必要部品は、配線図で調べてください。
手順−2
手順−5
移動電極(R側)を参考に載せておきます。
Po.3 4 5
Po.6 7
配線図