|
|
1.はじめに
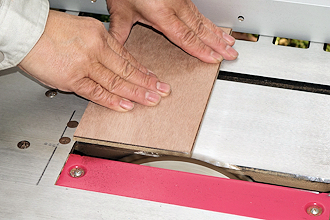
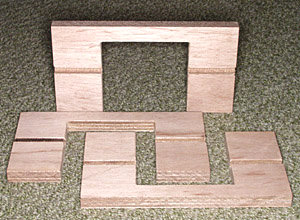
1978年に開発した「パスカル電線(S-cable)」は,1992年に「東レ理科教育賞」を受賞しました。その賞金で「製作キット100台プレゼント」を実施しました。手間でしたが大量生産に適する構造を工夫する機会となり,勤務先での教員研修講座や各地の研究集会での紹介や配布につながりました。 1998年のweb site立ち上げをきっかけに,シンプルバージョン「Ver.2」キットの贈呈を始めました。2009年の退職を機に(余裕ができたので)完成品化し,2014年からは「S-cable結線の見える化」ということで透明蓋仕様の贈呈へと継続しています。 このページは贈呈版の製作工程を紹介するものです。自作の参考だけでなく,工作器械の使い方を考えていただければと思います。以下の方法は,教育センターなどで数多く配布する場合などに有効だと思います。数台の製作,特にコネクタによる電線の着脱構造(Ver.3)を採用する場合は,電子工作用アルミシャーシを用いたほうが作りやすいと思います(マニュアル参照)。 ※ここで取り上げた「パスカル電線(S-cable)Ver.2」の贈呈希望の方は,こちらのページ→「パスカル電線(S-cable)」概要からご覧ください。 2.パスカル電線(S-cable)Ver.2の木工工作 パスカル電線(S-cable)Ver.2の接続ボックスは,「コの字型の厚板」を薄い「底板」と「蓋板」でサンドイッチし,間に隙間を作っています。この空間内で,10芯電線をずらして接続しました。また,「電源スイッチ」と「±逆転スイッチ」(兼用)と「ターミナル」は側面のアクリル板に取り付けます。 まず,ホームセンターで定尺(約900×1800mm)のラワン合板を購入し,必要枚数を切断してもらいます。 大量生産の場合,定尺1枚から「厚板15mm厚」「薄板5.5mm厚」ともに,56枚(220×120mm)とれます。単価は安いものです。 ←少し高価な「シナベニヤ」を用いると塗装の乗りが良くなり,美しい仕上がりが期待できます(底板だけでもよい)。 (1)角落としと溝ほり 丸のこ刃は,先にタンガロイがろう付けされた「合板用」を用います。 底用の薄板は,丸のこ刃を傾けて角落としをします。中央部の厚板は,「S-cable」を固定する溝を切った後,コの字型に切り抜きます。 溝切り工作はルーターでも行えますが,数多い場合,昇降盤利用が能率的です。
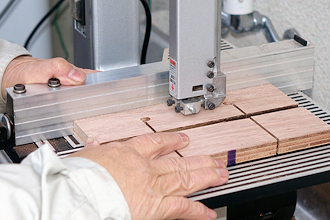
(2)厚板のコの字加工 コの字切断時の角を丸く整形するため,ボール盤で穴を開けます。 工作器械は使用マニュアルが不十分です。メーカーの手抜きではなく,ユーザーがどのように使うかが知恵の見せ所となります。例えば,図3のようなストッパーとなる「治具」を工夫します。 注意:1回の作業ごと,きれいに掃除をします。これを怠ると,隙間に切りくずが入って精度がおちます。場合によっては,使えないものができます。そういった注意をはらっても図3のボール盤はホビー用で力が弱く,穴開け精度は劣ります。
(3)厚板の仕上げ ルーターを用い,厚板の内側側面の仕上げ処理(図6)をします。ルーターはフライス盤に似た溝ほり専用の器械です。今回は,板を横に動かして厚板側面を削ります。 次は,小刀とやすりで仕上げます。 ・図の小刀は,折れた金鋸を利用した父の自作です。半世紀以上現役という丈夫なもの,薄刃で使いやすい。 ・図のやすりは「NTドレッサー」で,目が詰まりにくくて使いやすい。角の処理には丸い機種を使用。 木工でやっかいなのは,必ず,仕上げ作業をする必要があることです。木の質がよければ楽ですが,通常用いるラワン合板はきめが粗く,あまり美しい仕上がりとはなりません。数台だけの製作なら,良質な板材を探しましょう(安価です)。
3.工作器械について 用いた工作器械はホビー用で,元勤務先のプロ用とは違います。最も大きな差は,力がない(消費電力が小さい)ことです。プロ用とは一桁違います。 そのため,作業効率が悪くなります(時間がかかります),無理すれば想定外の負荷によってモーター軸のがたつきや刃の焼損が発生,仕上がりが悪くなります。無理せず,時間をかけてのゆっくり作業となります。 ・理科工作に必須なのは「ボール盤」です。1万円程度でも入手でき,使えないことはありません。 絶対に避けてほしいのはハンディタイプのドリルで,その不安定さ故に精密工作は難しく危険でもあります。 ・工作器械は刃の管理が最も重要です。研ぎ直しは難しいので,状況を見て早めに新品に取り替えます。信頼できる専門店での購入をお勧めします。 4.安全対策 注意1:作業前に,必ず機器の点検をします。 注意2:服装,特に袖口には注意します。器械に巻き込まれると大変です。 (同じく巻き込まれる危険性があり,軍手などをしてはいけません:小さなケガより大きなケガを防止)。 注意3:目と頭を守ります。ゴーグルと帽子(ヘルメット)は必須です。 注意4:一人での作業は絶対に避けます。事故の時に助けが必要です。 注意5:メンテ時,必ず電源プラグを抜きます。スイッチを切るだけというのは危険です。 注意6:ドリル刃や丸のこ刃などは,早めに新しいものに替えます。切れが悪いと無理をして事故につながります。 (昇降盤などではシリコンスプレーでステージ面の潤滑を維持します) 注意7:ドリルの刃(ルータビットなど)のサイズと回転速度,そして材質の関係は重要ですが,慣れないと難しいものです。 |








《SUGIHARA KAZUO》