| |
||||
| HOME>製作>試作室 | ||||
| タイトルほど大袈裟ものではないのですが、実験や試作などを載せたいと思っています。 | ||||
|
|
||||
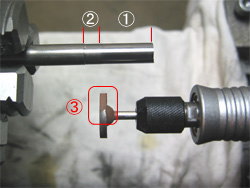
■研削を試してみる
写真上段のホルダーを作って、研削を試してみました。ホルダーの材料は35mm角SS400です。 被削材は 結果は、・・・ 見事に失敗です。 写真下段①の部分が研削したところ、②の部分はバイトで削ったままの部分です。 写真ではわかりにくくて申し訳ないのですが、実際はガタガタです。研磨用の砥石でも思わしい結果にはなりませんでした。 ドレッシングをしていないので③のように片当たり?しています。ドレッサーは買ってありますが、当初、チャックかテールストックに取り付けてと考えていました。しかし、クロススライドを手前一杯に引いても、砥石部分がドレッサーより奥へ行ってしまうので使えませんでした。 次の課題として、とにかく、ドレッシングをしないとダメだと思うので、ドレッサーホルダーを作って、砥石もいろいろ試してみようと思います。 ※被削材はS45Cと思い込んでいたようで、削った感じから快削鋼のようです。 |
||||
■研削を試してみる その2
追加購入品 ・砥石 プロクソンミニルーター用ディスク砥石 GC・#150(写真上)・同WA(写真下) GCの説明書きには、金属・ガラス・せとものの研磨に、WAは鉄・アルミ・真鍮などの研磨に、とあります。 ・水溶性研磨液(たまたま同じ売り場あったので買ってみました) 3段目の写真は、急遽、作ることになったドレッサーホルダーです。 20φ快削鋼からの削り出しです。ドレッシングについて調べたところ、軸方向、円周方向ともに10~15°の角度をつけるとありましたので、適当に角度を付けてみました。円周方向については、砥石軸を芯高に合わせてしまっているので、この方法では角度が付けられません。 研削の知識が全くないので、あちこち調べていると、砥石の周速が30m/secという数字が出てきました。研削は刃先密度も重要なようですが、円筒研削の場合は被削材も回転しているので、周速が遅いと刃先密度が低下してしまうのではないかと考えられます。 ひょっとして、周速が遅すぎるのではと思い、計算したところ、最初に使った軸付砥石は直径が約10mmなので、約13m/secしかありません。それでは、ということで調達したのが上記の砥石です。今のところ、このルーターで使える最大の砥石です。 これだと直径22mmなので、約28.8mになります。 ※周速(m/sec)=π*D*rpm/60,000 試した結果が、最下段の写真です。 拡大鏡を使って撮影しましたが、今ひとつわかりにくい写真しか撮れませんでした。接写レンズの使えるカメラを買う必要があるかも(^^; 左の切削面が超硬チップ(ただし、かなり使い込んだ刃先です)、右側が今回の研削部分です。 砥石の最高回転数は20,000rpmとありましたが、ルーター最大回転数25,000rpmで回しています。被削材の回転数は、旋盤の最低回転数の100rpmです。 切り込み量は、ハンドルをゆっくり回していって、音が変わったところで止めています。ほんの少しハンドルを回したくらい、という感じです。 同一切込み量で、5回送っています。 写真がまずくて光っているように見えますが、ルーペで確認すると、まだまだ鏡面には程遠いです。( しかし、切削よりも良好な結果が得られています。研磨用の砥石などを使えば鏡面になるかもしれません。 小型ルーターを使用しての研削に、なんとか目処が立ちそうな感じになってきました。 研磨液は使うとかなり飛び散ります。カバーを作るなり何らかの対策をしないと後が大変なのでまだ試していません。 いずれ試してみたいと思います。 |
||||
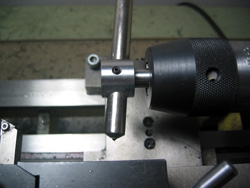
■研削を試してみる その3
S45Cを研削してみました。 ①が超硬チップでの切削です。腕のせいかもしれませんが、私の旋盤でS45Cを削るとこのようにザラザラした感じにしかなりません。 ちなみに、①は比較用に後から切削したので径がかなり違います。②の径まで研削したわけではありません。 ②が研削した部分です。砥石はWAで20,000rpmです。 この砥石を25,000rpmで回すと、アーバーが細いせいもあると思うのですが、かなりブレがでていました。20,000rpmのほうが結果が良好でした。 先端は切り込みすぎて失敗しています。半分くらいまでは良好ですが、途中から変な縞模様が入ってしまい、荒れています。原因はわかりません。 ③は以前にラッピッングしたシャフトで、4.000mm+2μ以内に仕上げてあります。写真のピントがいまいちですが、光り方の違いがわかってもらえると思います。 旋盤で研削しようとすると、ベッドの養生とマスク・ゴーグルの重装備、それと後始末が大変なので、実験はこのへんで一旦終了したいと思います。 結果として、鏡面には至りませんでしたが、ラッピングの前工程などに使用すると加工時間が短縮できそうです。ただし、あまり無理な負荷をかけるとルーターのベアリングが傷むかもしれません。小物の研削には使えそうですが、本格的な研削には、やはりツールポストグラインダーを使ったほうが良さそうです。 |
||||
| <前に戻る |