加工
| ポート段付き修正 インテークから開始。段付き修正を主に行います。ポートが分かれる所は、ナイフエッジとまでは言えませんが結構薄く削りこみました。 使った工具類は主にタングステンの超硬バーとフラップホイール、球型の回転砥石、写真の回転ペーパーです。 6mmシャンクはボール盤に取り付けたフレキシブルシャフトに、3mmのものはプロクソンのリューターに装着。 超硬バーは短いものを用意していましたが、シャンクは長い方が断然使いよいです。これからポート研磨する方は値段に躊躇せず、長いヤツを買っておきましょう。  私の場合、ポートの奥を削るとチャックで手前を傷つけてしまいそうだったので、仕方なくシャンクを無理やり延長しました。 手元にあった銅パイプに超硬バーを打ち込むと言う荒業ですが、結構具合良く使えました。長さも思いのままです。 仕上げはフラップホイールですので、鏡面ってナニ?な世界ですが、あくまで段つきを無くすのが目的なので、そこそこで切り上げました。  バルブ研磨   ボール盤を客間に搬入して16バルブ研磨しました。回転しているバルブにコンパウンドをあてがった途端、周りに飛び散って嫁に怒られたのは秘密だ(笑) チャックにバルブを装着してナイロンパッド、#240、#400のペーパーで研磨。 昼間にボール盤を外に出して、仕上げはサイザルです。簡単にフェースが鏡面になります。 NB2ピストントップのデコボコ加減を見ると、燃焼室の突起はできるだけ少ない無い方が良いと思いますので、バルブフェースの中心にあるパーツNO?の突起を削ってます。 ヘッド上面バリ取り    ココで発生したアルミバリは確実にメタルを痛めそうですので、これでもかって位削ります。 水穴加工 NA8とNB2ではヘッドガスケットの水穴位置に違いがあります。 ヘッドに合わせるのならNA8用のガスケットにしますが、今回はNB2の方を採用したのでそれに伴ってヘッド水穴の穴あけ加工をしました。 正直こんなに緊張する作業はしたくない(笑)  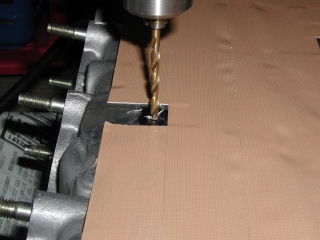 まずは ヘッドにNB2用ガスケットを正確にあてがい、ケガキ針で増設する水穴をケガキます。 水穴径10mmは4箇所で8mmは1箇所です。ケガキが終わればマスキング。   あとはヘッドを水平に置き、ボール盤で慎重に穴あけします。 最初は細いキリで穴を貫通させます。穴は奥行きがほとんどないので、貫通の手ごたえがあれば即キリの送りを止めて状態を確認してください。 その後、ガスケットの水穴径に合ったキリで仕上げます。 燃焼室加工   バルブガイド周りの切削箇所がエッジになっていましたので、そのあたりを削って燃焼室内の突起を出来るだけ無くすようにします。 使わないバルブをセットして大まかにリューターで削り、仕上げはペーパーにて行いました。 面研 さて圧縮比の設定です。 1気筒排気量 ÷ ピストン上死点時燃焼室容積 + 1 = 圧縮比 1番シリンダで見ると、 460 ÷(50.6[燃焼室容積]+7.2[ガスケットとピストン下がり分]−7.43[ピストントップ容積])+1=10.1 圧縮比10.5にする為の燃焼室容積は 460÷(10.5−1)=48.42 cc ガスケット容積を引き、ピストントップ容積を足すと 48.42−7.2+7.43=48.65cc 燃焼室をこの容積にすれば良いことになる。 BPヘッドは1mmで約4.8cc減るそうです。 最初に測った燃焼室容積50.6ccから目標容積を引くと1.95ccですので、4.8ccで割ると0.4mm研磨で10.5の圧縮比になります。 加工後の測定で、圧縮比が10.5を切ってしまうとちょっとショックなんで(笑)余裕を見て0.5mm面研にしようと一旦は決めた。 しかしその後、まー色々雑念が出てきて(笑)0.3mmプラスして0.8mmの面研量を最終的に指定。 数日後届いたヘッドの燃焼室には、面研の際にできたエッジが結構ありましたので、それを削って滑らかにしてから容積を測定しました。  ブロックバリ取り ブロックには結構大きなバリがあり、指で突くとボロッと欠けました(汗) メタルに噛み込んで悪さをしないよう、リューターで削っておきます。   仕上げはブレーキクリーナーでとことん洗浄。 あと、ばらしたブロックの保管について。 錆びないようにCRCを吹いておいたのですが、数日雨が続いた後確認すると薄っすらと錆が出てました。 どうも流動性が良すぎて流れてしまうみたいです。錆防止にはエンジンオイルをお勧めします。 |